滚动轴承00002.docx
《滚动轴承00002.docx》由会员分享,可在线阅读,更多相关《滚动轴承00002.docx(5页珍藏版)》请在冰豆网上搜索。
滚动轴承00002
滚动轴承
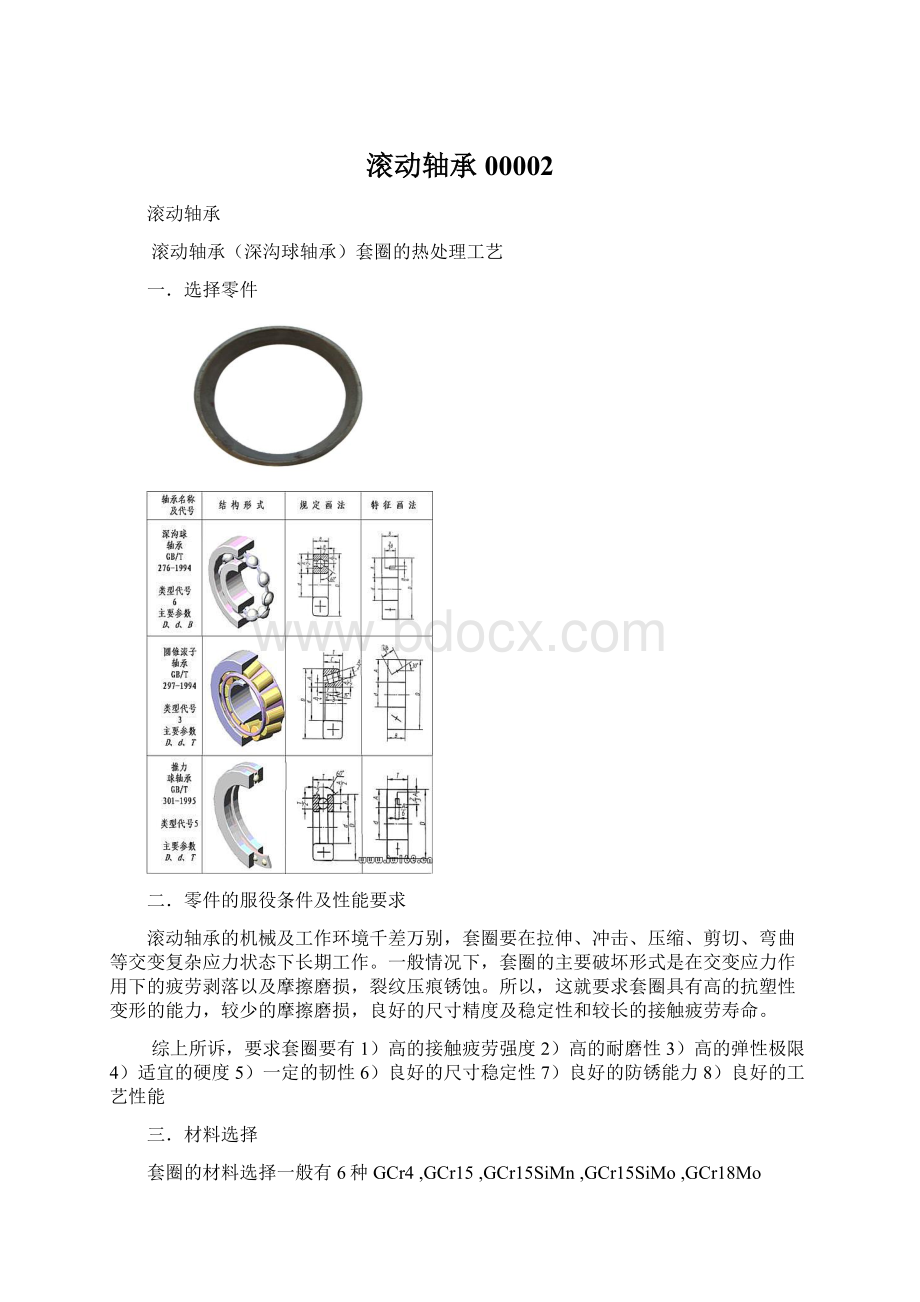
滚动轴承(深沟球轴承)套圈的热处理工艺
一.选择零件
二.零件的服役条件及性能要求
滚动轴承的机械及工作环境千差万别,套圈要在拉伸、冲击、压缩、剪切、弯曲等交变复杂应力状态下长期工作。
一般情况下,套圈的主要破坏形式是在交变应力作用下的疲劳剥落以及摩擦磨损,裂纹压痕锈蚀。
所以,这就要求套圈具有高的抗塑性变形的能力,较少的摩擦磨损,良好的尺寸精度及稳定性和较长的接触疲劳寿命。
综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工艺性能
三.材料选择
套圈的材料选择一般有6种GCr4,GCr15,GCr15SiMn,GCr15SiMo,GCr18Mo
牌号
C
Si
Mn
Cr
Mo
P
S
Ni
Cu
不大于
GCr4
0.95~1.05
0.15~0.30
0.15~0.30
0.35~0.50
≤0.08
0.025
0.020
0.25
0.20
GCr15
0.95~1.05
0.15~0.30
0.25~0.45
1.40~1.65
≤0.10
0.025
0.025
0.30
0.25
GCr15SiMn
0.95~1.05
0.45~0.75
0.95~1.25
1.40~1.65
≤0.10
0.025
0.025
0.30
0.25
GCr15SiMo
0.95~1.05
0.65~0.85
0.20~0.40
1.40~1.70
0.30~0.40
0.027
0.020
0.30
0.25
GCr18Mo
0.95~1.05
0.20~0.40
0.25~0.40
1.65~1.95
0.15~0.25
0.025
0.020
0.25
0.25
名称
Wc
WMn
Wsi
WCr
WS
WP
化学成分
0.95%~1.05%
0.20%~0.40%
0.15%~1.35%
1.30%~1.65%
≤0.020%
≤0.027%
名称
Ac1
Ar1
Ac3(Accm)
Ar3(Arcm)
Ms
临界点
760℃
695℃
900℃
701℃
185℃
在这里我们选用的是GCr15,因为我们此次制造的是小尺寸套圈,GCr15SiMn和℃℃GCr15SiMo一般是用来制造壁厚的大轴承的套圈。
GCr15SiMn一般用来制造壁厚在15mm~35mm的轴承的套圈。
GCr15SiMo一般用来制造壁厚大于35mm的大型和特大型轴承的套圈。
GCr4是限制淬透性轴承钢,各方面性能较好。
GCr18Mo的淬透性比较高,性能优越,但价格较高。
GCr15是高碳铬轴承钢的代表钢种,综合性能良好,淬火和回火后具有高而均匀的硬度,良好的耐磨性能和高的接触疲劳寿命,热加工变形性能和削切加工性能均良好,但焊接性差,对白点形成较敏感,有回火脆性倾向,价格相对便宜。
四.加工工艺
棒料→锻制→正火→球化退火→车削加工→去应力退火→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品
1.正火
正火的目的
(1)消除网状碳化物及线条状组织
(2)返修退火的不合格品
(3)为满足特殊性能的需要
(4)为退火做组织准备
加热温度
正火加热温度主要依据正火目的和正火前组织状态来决定。
此处正火主要是为了消除或减少粗大网状碳化物,所以正火温度选在930~950℃之间。
如果一次正火不能消除粗大网状碳化物,可以以相同温度二次正火。
保温时间
保温时间在40min~60min
冷却速度
正火冷却过程中如果冷却速度过慢非但不能改善组织,还会再次析出网状碳化物;冷却速度过大,将会出现大量马氏体组织及裂纹。
所以本材料正火冷却速不应该小于50℃/min。
冷却方法
(1)分散空冷
(2)强制吹风
(3)喷雾冷却
(4)乳化液中(70~100℃)或油中循环冷却
(5)70~80℃水中冷却
2.球化退火
球化退火目的
(1)获得均匀分布的细粒状珠光体,为后续加工提供组织准备。
(2)降低硬度,改善削切加工性能。
(3)提高塑性,利于冷冲压加工。
球化退火工艺曲线图
3.去应力退火
去应力退火的目的
消除车加工后零件内的残余应力和冲压零件的冷作硬化。
加热温度
倒温装炉,加热到400~550℃
保温时间
2~4h
冷却
炉冷至300度
4.淬火
淬火的目的
提高零件的硬度、强度、耐磨性和疲劳强度
加热温度
淬火加热温度的确定根据钢的化学成分,临界温度外,还应该考虑钢的退火组织,淬火介质和淬火方法。
GCr15钢采用透热中频感应加热,加热温度860~890℃。
钢号
GCr15
有效壁厚(毫米)
<6
6~8
8~12
>12
加热温度(℃)
835~845
840~850
845~850
845~860
加热时间
加热时间包括升温和保温时间。
升温时间与装炉方式、装炉量、零件的预热温度,形状、有效厚度、加热方法,炉子功率及钢材的导热系数等有关。
在空气炉中加热,升温时间按装炉量确定,通常为15~20秒/公斤。
保温时间则与加热温度、退火组织中碳化物的大小和零件有效厚度有关。
在正常加热温度下,保温时间一般按有效厚度来计算,约为0.8~2分/毫米。
GCr15钢在电炉和盐炉中加热时的保温时间如下表。
冷却
套圈的冷却一般在30~80℃的10号、20号机油中冷却。
冷却方法使用分级淬火:
在正常奥氏体化温度后,再投入120~170℃的10号机油中冷却2~5分钟,再放入30~60℃10号机油中冷却,为减少残余奥氏体的稳定性,分级淬火后应立即进行冷处理和回火。
5.回火
回火的目的
消除内应力,稳定组织和尺寸,提高圈套的综合机械性能。
回火是热处理淬火后必不可少的工序,是决定零件内在质量的关键工序。
回火温度
回火温度一般比轴承零件工作温度高30~50℃。
通常在120℃以下工作的轴承零件回火的温度在150~170℃。
回火保温时间
通常按零件大小和精度等级以及回火加热介质确定保温时间,在空气电炉回火,一般轴承零件保温2.5~3小时,大型、特大型轴承零件为6~12小时。
6.补加回火(稳定处理)
补加回火是为了消除部分磨削应力,进一步稳定组织,提高零件尺寸的稳定性。
补加回火温度比原回火温度低20~30℃。
一般采用120~160℃,保温时间3~4个小时。
 升级会员
升级会员 