HC轧机UC轧机VC辊系统CVC轧机FFC轧机PC轧机UPC轧机.docx
《HC轧机UC轧机VC辊系统CVC轧机FFC轧机PC轧机UPC轧机.docx》由会员分享,可在线阅读,更多相关《HC轧机UC轧机VC辊系统CVC轧机FFC轧机PC轧机UPC轧机.docx(25页珍藏版)》请在冰豆网上搜索。
HC轧机UC轧机VC辊系统CVC轧机FFC轧机PC轧机UPC轧机
143.什么叫HC轧机?
HC轧机也叫做高性能轧辊凸度操纵轧机。
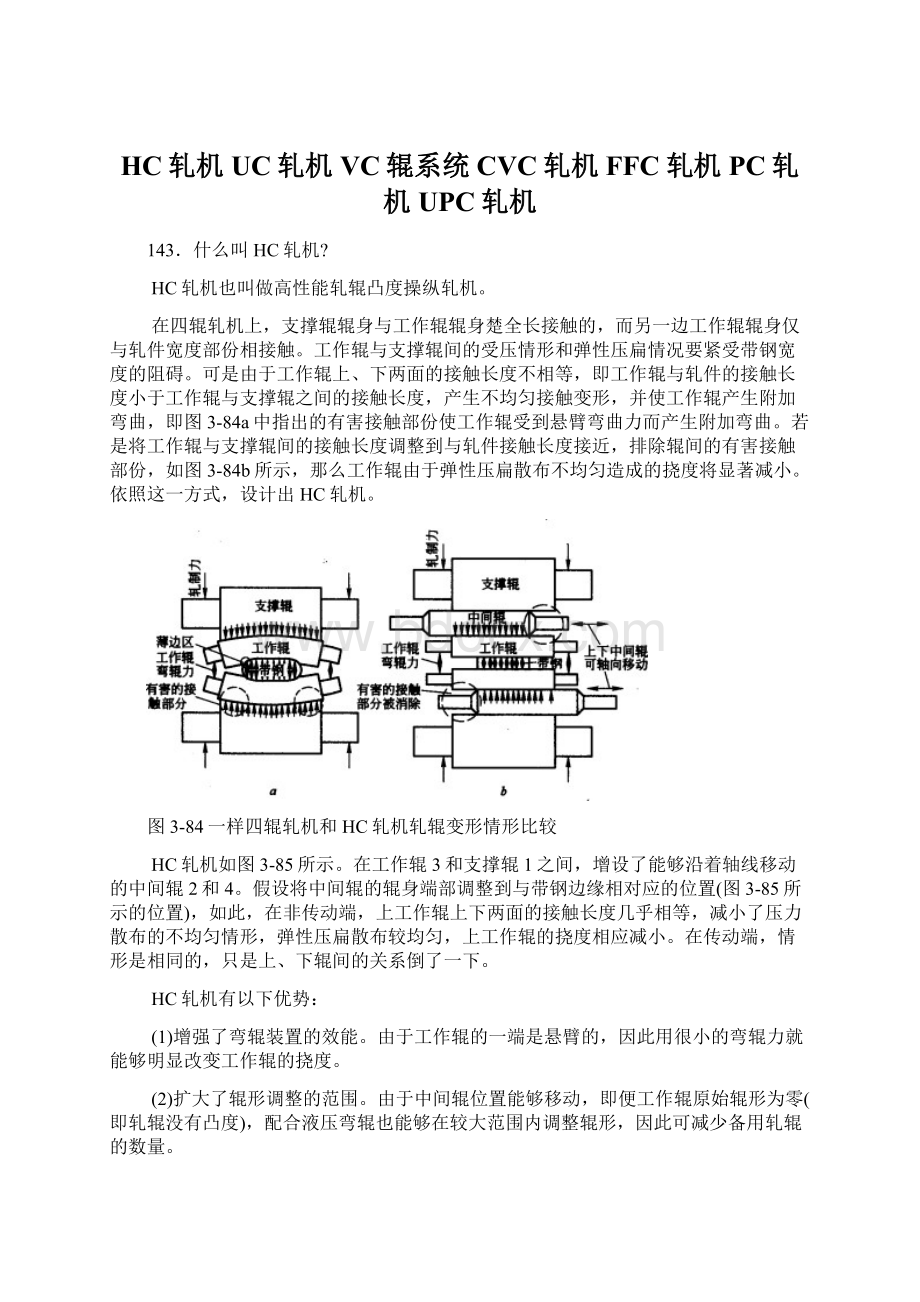
在四辊轧机上,支撑辊辊身与工作辊辊身楚全长接触的,而另一边工作辊辊身仅与轧件宽度部份相接触。
工作辊与支撑辊间的受压情形和弹性压扁情况要紧受带钢宽度的阻碍。
可是由于工作辊上、下两面的接触长度不相等,即工作辊与轧件的接触长度小于工作辊与支撑辊之间的接触长度,产生不均匀接触变形,并使工作辊产生附加弯曲,即图3-84a中指出的有害接触部份使工作辊受到悬臂弯曲力而产生附加弯曲。
若是将工作辊与支撑辊间的接触长度调整到与轧件接触长度接近,排除辊间的有害接触部份,如图3-84b所示,那么工作辊由于弹性压扁散布不均匀造成的挠度将显著减小。
依照这一方式,设计出HC轧机。
图3-84一样四辊轧机和HC轧机轧辊变形情形比较
HC轧机如图3-85所示。
在工作辊3和支撑辊1之间,增设了能够沿着轴线移动的中间辊2和4。
假设将中间辊的辊身端部调整到与带钢边缘相对应的位置(图3-85所示的位置),如此,在非传动端,上工作辊上下两面的接触长度几乎相等,减小了压力散布的不均匀情形,弹性压扁散布较均匀,上工作辊的挠度相应减小。
在传动端,情形是相同的,只是上、下辊间的关系倒了一下。
HC轧机有以下优势:
(1)增强了弯辊装置的效能。
由于工作辊的一端是悬臂的,因此用很小的弯辊力就能够明显改变工作辊的挠度。
(2)扩大了辊形调整的范围。
由于中间辊位置能够移动,即便工作辊原始辊形为零(即轧辊没有凸度),配合液压弯辊也能够在较大范围内调整辊形,因此可减少备用轧辊的数量。
图3-85HC轧机结构简图
1-支撑辊;2-上中间辊;3-工作辊;4-下中闻辊;5-工作辊正弯曲液压缸
(3)带钢板形稳固性好。
实践说明,当中间辊调整到某一名置时,轧制力波动和张力转变对板形的阻碍很小。
如此,可减小冷轧张力,也能操纵良好的板形,并减少了板形操纵的操作次数。
(4)能够显著提高带钢平直度,能够减小带钢边部变薄和裂边部份的宽度,减少切边损失。
(5)可加大压下量。
这是由于压下量不受板形限制的缘故,从而提高了轧机产量。
144.HC轧机的辊系稳固条件是什么?
HC轧机的6个轧辊组成一列布置,工作辊有液压正弯或正、负弯,它的弯辊力成效比一样四辊轧机的弯辊力成效增大约3倍以上,因此可选择较小的弯辊力而成效大。
通过弯辊力转变进行在线板形微调补偿,实现板形的闭环操纵。
HC轧机的结构与四辊轧机无多大区别,其关键在于HC轧机有一套轴向移动装置,如图3-86所示。
中间辊的轴向移动可用液压缸的推、拉来实现,与CVC轧机的轴向移动机构相似。
将中间辊轴承座与液压缸连接装置安装在操作侧,便于操作和换辊,油压回路采纳同步系统保证上、下中间辊对称移动,中间辊移动油缸在机架左右立柱内侧上,易于加工保护。
轧辊辊颈与轴承之间,轴承与轴承座之间,工作辊、中间辊、支撑辊的轴承座之间及轴承座与机架窗口之间,压下系统之内均存在着接触间隙,再加上张力波动和加减速产生的惯性力转变,使得辊系存在不稳固性。
辊系的不稳固,将造成产品厚度不均,轴经受冲击载荷的阻碍而降低寿命,而且使辊面磨损加重。
为使辊系在轧制进程中维持稳固,必需使轧辊及其轴承座在轧制进程中始终受一固定的侧向力约束,即让轧辊的轴承座受一始终不变方向的水平力。
四辊轧机通常采纳使工作辊中心垂线相关于支撑辊中心垂线有一偏移量的方式来知足稳固性要求。
HC轧机采纳中间辊相对支撑辊和工作辊有一个偏移量的方式,知足稳固性要求。
图3-86HC轧机的结构简图
a-传动侧;b-操作侧
现以工作辊传动为例来分析辊系稳固性的条件。
(1)工作辊的稳固条件。
工作辊传动的六辊轧机辊系受力如图3-87所示。
工作辊和支撑辊的轴心在同一个垂线上,中间辊相关于此轴心线向入口偏移e的距离,这时为正向轧制(图3-87a);反之为反向轧制(图3-87b)。
由于工作辊和中间辊的轴承座上下移动,若是忽略轴承座与机架间摩擦力,那么工作辊和中间辊轴承处只别离受水平反力F1和F2的作用。
图3-87工作辊传动的六辊轧机辊系受力图
a-正向轧制;b-反向轧制
取工作辊为平稳体,可列出工作辊在水平方向和垂直方向的力平稳方程为:
式中P——轧制力;
N1——工作辊与中间辊间的彼此作使劲;
α——轧制力P与垂线的夹角;
φ1——N1与工作辊、中间辊中心连线之间的夹角;
γ1——工作辊、中间辊中心连线与垂线的夹角。
由于α1、φ1、γ1都很小,那么N1≈P,从而能够求出工作辊轴承座上的水平反力为:
为使工作辊维持稳固,必需保证F1>O。
因P老是大于零的,那么
式3-6和式3-7即别离为正向和反向轧制时工作辊的稳固条件。
关于可逆轧机,那么必需同时知足式3-6和式3-7。
(2)中间辊的稳固条件。
取中间辊为平稳体,可列出水平方向和垂直方向的力平稳方程为:
式中N2——中间辊与支撑辊间的彼此作使劲;
φ2——N2与中间辊、支撑辊中心连线之间的夹角;
γ2——中间辊和支撑辊中心连线与垂线之间的夹角。
由于γ1、γ2、φ1、φ2都很小,那么N1≈N2,从而能够求出中间辊轴承座上的水平反力为:
为使中间辊维持稳固,必需使F2>0,那么有:
式3-8和式3-9别离为正向轧制和反向轧制时中间辊的稳固条件。
(3)支撑辊的稳固条件。
以支撑辊为平稳体,可列出水平方向的平稳方程为:
为使支撑辊稳固,必需让支撑辊轴承处的反力F3>O,那么有:
(4)有关角度的计算。
由图3-87可求出γ1、γ2、α和φ2的值:
式中e——中间辊轴线相关于工作辊与支撑辊轴线的偏移量;
Rw、R1、RB——别离为工作辊、中间辊、支撑辊的半径;
T1、To——别离为前张力和后张力;
k——两辊相接触时纯转动的转动摩擦力臂;
ρB——支撑辊辊颈的摩擦圆半径,ρB==μBRB′;
μB——支撑辊轴承的摩擦系数;
R′B——支撑辊辊颈半径。
φ1可按以下步骤求出,并以中间辊为平稳体求力矩平稳:
(5)辊系的稳固条件。
要使辊系维持稳固,所取偏心量必需同时知足工作辊、中间辊和支撑辊的稳固条件。
关于无张力轧制,α=O。
假设取前张力大于后张力,那么α>0,因γ1、γ二、φ1、φ2都大于零,因此,关于不可逆轧机来讲,中间辊只要偏向入口一个偏移距e,即可知足辊系稳固性的要求。
关于可逆轧机来讲,反向轧制的稳固性条件必需同时知足式3-7、式3—9和式3-10,据此可求出辊系稳固所需要的最小偏移量。
关于中间辊传动和支撑辊传动时,辊系稳固性的分析法同上述工作辊传动的分析方式相同。
145.什么是UC轧机?
UC轧机(UniversalCrownControlMill)大体上是一台HC轧机,可是增加了新的功能,能进行多样化的板形操纵。
它除具有HC轧机的特点外,要紧增加了中间辊弯辊装置。
此弯辊装置有一个随动定位块,它能够使弯辊力始终作用在中间辊轴承中心,即便中间辊有轴向移动时也是如此。
因此,UC轧机是一种采纳小直径工作辊、中间辊弯辊、中间辊移动和工作辊弯辊3种装置进行板形操纵的轧机,如图3-88所示。
众所周知,轧制薄板或高硬度的材料时,利用小直径工作辊是有利的。
但工作辊直径过小由于刚性降低,也会显现如图3-89a所示那样的带钢边部周围变薄,难以保证生产出平直的高质量带钢。
因此,为了抑制小直径工作辊的整体弯曲,对可移动的中间辊也增设弯辊装置,如此就可取得如图3-89b所示那样高质量的带钢,这即是UC轧机。
图3-88UC轧机
图3-89UC轧机的原理
a-小直径工作辊的HC轧机;b-uc轧机
146.UC轧机的类型、特点和板形操纵原理是什么?
(1)UC轧机的类型。
依照UC轧机的工作辊直径与辊身长度的比值不同,可将UC轧机分为:
1)UC-1轧机Dw/L=~0.2;2)UC-2轧机Dw/L=O.2~0.1;3)UC-3轧机Dw/L<。
依照中间辊移动及中间辊和工作辊均移动,UC轧机也分为UCM轧机和UCMW轧机两种。
UC-1轧机包括UCM轧机和UCMW轧机,如图3-90所示。
图3-90UC轧机的分类示用意
(2)UC轧机的结构特点。
由于UC轧机可利用很小直径的工作辊,因此适合轧制薄而硬的材料。
当工作辊直径很小时,工作辊的水平挠曲那么成为不可轻忽的问题。
为了避免挠曲,UC-2和UC-3轧机装备了水平支撑装置,故其工作辊中心相关于中间辊和支撑辊有一偏心量。
在UC-3轧机上,当轧制高硬度材料时,还要求其工作辊表面有较低的表面粗糙度,这时在轧机上采纳极小的工作辊,并非设置轴承座,以便适应快速换辊的需要。
(3)UC轧机的板形操纵原理。
UC轧机的辊系示用意见图3-91。
其3套操纵板形的装置为:
1)工作辊弯辊,要紧用于操纵轧制板带的边部形状;2)中间辊弯辊,要紧用于操纵轧制板带的中部形状;3)中间辊移动,要紧用于操纵轧制板带其余区域的形状。
图3-92所示为对UC轧机采纳不同操纵手腕的结果。
其轧辊尺寸为φ320mm/φ600mm/φ1350mm×2000mm,坯料厚度为,该道次的入口厚度为、宽度为1800mm的低碳钢,该道次的出口厚度为。
图上标出了工作辊弯辊力Fw、中间辊移动位置UCδ、中间辊弯辊力F1不同成效时的计算值。
由图可明显看出:
Fl阻碍二次曲线的板凸度操纵,但不操纵整个宽度的凸度;Fw操纵板材边部的凸度且具有4次以上的高次操纵成份;UCδ除具有上述F1与Fw的中间成效外,还有扩大F1和Fw成效的功能。
如此,UC轧机除有F1、UCδ、Fw性质各不相同的操纵成效外,还能够将这些成效适当结合,实现多种板形、板凸度操纵。
但假设对轧辊直径,专门是工作辊直径给予各类转变,图3-92的特性也会有所不同。
图3-91UC轧机的辊系示用意
图3-92UC轧机各操纵手腕的成效
147.什么是VC辊系统?
VC辊系统(VariableCrownRollSystem)是一种轧辊凸度可变的系统,它能有效地操纵带板材板形和辊形。
VC辊系统(图3-93)由VC辊、液压动力装置、操纵装置和操作盘等组成。
VC辊包括辊套、芯轴、油腔、油路和旋转接头等。
在辊套和芯轴之间是油腔,辊套两头紧密地热装在芯轴上,以便使其在经受轧制力的同时能耐高压密封。
液压动力装置的高压油经旋转接头向辊子供油,通过操纵高压油使辊套膨胀,以补偿轧辊挠度。
油压为0~50MPa,轧辊凸度在最大压力下,沿半径方向最大凸度轧钢时可达,轧铝时可达。
图3-94表示VC辊凸度与油压的关系,轧辊凸度的形式类似于正弦曲线,且轧辊的中间凸度值与压力成正比。
最大凸度取决于VC辊的结构,因此,选择适合于轧制条件的辊套形式,即能够取得理想的轧辊凸度。
图3-94是在工作压力为0~50MPa、响应速度为10MPa/s、调压精度为%、采纳多元醇脂油和旋转接头的最大转数为500r/min的条件下做出来的。
图3-93VC辊系统
1-辊套;2-油腔;3-油路;4-操作盘;5-操纵仪表;6-液压仪表;7-旋转接头;8-芯轴
图3-94VC支撑辊凸度与油压的关系
148.VC辊的操纵原理及特点是什么?
(1)VC辊的操纵原理。
由于四辊轧机轧制负荷大,且工作辊直径较小,因此在一样四辊轧机上,都将支撑辊用作VC辊。
其操纵原理见图3-95,操纵方式见图3-96。
油压过小将使带材产生边浪,油压过大将使带材产生中间浪,只有油压适中才能取得平直的带材。
(2)VC辊的特点。
VC辊系统具有以下特性:
1)高效率带钢板形操纵;
2)结构简单;
3)容易操作和维修保养;
4)设计平安,独创新颖;
5)有可能组成代替传感器的自动闭环操纵系统;
图3-95VC辊的操纵原理
6)在轧辊设计和制造方面技术完备;
7)不需要从头改换及改造现有轧机;
8)投资花费少;
9)不需要长期停产;
10)在结构和操作的工艺方面设计合理。
149.CVC轧机的大体原理及特点是什么?
(1)大体原理。
CVC轧机(ContinuouslyVariableCrown)的大体原理是将工作辊辊身沿轴线方向一半磨削成凸辊形,另一半磨削成凹辊形,整个辊身呈S形或花瓶式轧辊,并将上、下工作辊对称布置,通过轴向对称别离移动上、下工作辊,以改变所组成的孔型,从而操纵带钢的横断面形状而达到所要求的板形。
归纳起来有如下几点:
图3-96VC辊的操纵方式
1)轧辊整个辊身外廓被磨成S形(或瓶形)曲线,上下辊磨削程度相同,相互错位180º布置,使上、下辊形状相互补充,形成一个对称的辊缝轮廓。
2)上、下轧辊通过其轴向可移动的轴颈安装在支座上,或是其支座本身能够同轧辊一路做轴向移动。
上、下辊轴向移动方向是相反的,依照辊缝要求,移动距离能够相同,也能够不同。
3)S形曲线加上轴向移动,使整个轧辊表面间距发生不同的转变,如图3-97所示,从而改变了带钢横断面的凸度,改善了板形质量。
图3-97CVC轧机的工作原理图
a-负凸度操纵;b-中和凸度操纵;c-正凸度操纵
4)CVC轧机的作用与一样带凸度轧辊相同,可是凸度可通过轴向移动轧辊在最小和最大凸度值之间进行无级调剂,再加上弯辊装置,可扩大板形调剂范围。
当轴向移动距离为±50~±150mm时,其辊缝转变可达400~500μm,再加上弯辊作用,调剂量可达600μm左右,这是其他轧机无法达到的。
图3-97b所示是依照预算的辊缝要求,将轧辊略加轴向移动并抬起上辊,组成具有高度相同的辊缝。
在那个位置上,轧辊的作用与液压凸度系统相似,其有效凸度等于零。
图3-97c所示为上辊向右移动,下辊向左移动,且移动量相同。
这时轧件中间处的辊廓线间距变窄,从而加大中部压下量,现在的有效凸度大于零。
图3-97a所示为上辊向左移动,下辊向右移动,且移动量相同。
这时轧件中心处辊缝曲线凸度变大,从而减小了中部压下量,现在的有效凸度小于零。
(2)CVC轧机的要紧特点。
CVC轧机是在HC轧机的基础上进展起来的一种新型轧机。
其关键是轧辊具有持续转变凸度的功能,能准确有效地使工作辊间间隙曲线与轧件板形曲线相匹配,增大了轧机的适用范围,可取得良好的板形。
其要紧特点为:
1)一次磨成的轧辊代替多次磨成不同曲线的轧辊组;2)可提供持续转变的轧辊凸度,辊缝形状可无级调剂;3)具有较宽较灵活的调剂范围;4)板形操纵能力强。
150.CVC轧机的类型及结构是如何的?
(1)CVC轧机的类型。
按轧辊的数量,CVC轧机可分为CVC二辊轧机、CVC四辊轧机和CVC六辊轧机3种。
CVC二辊轧机的大体原理与一般二辊轧机相同,仅使轧辊带辊形曲线,即呈S形曲线并可轴向移动。
CVC四辊轧机分工作辊传动和支撑辊传动两种,事实上是轧辊带S形曲线的HCW轧机。
CVC六辊轧机分为中间辊传动和支撑辊传动两种,如图3-98所示。
而S形曲线不但能够在工作辊上,也能够在中间辊上,当S形曲线在中间辊上时,一样采纳支撑辊传动。
图3-98CVC轧机的设计类型分类
CVC4-HS轧机具有CVC工作辊和工作辊水平稳固装置,与工作辊弯辊系统相结合,使调整轧辊间隙形状沿板宽方向更具有灵活性,以使板形良好。
CVC6-HS轧机具有CVC工作辊或CVC中间辊和工作辊水平稳固装置,工作辊和中间辊都装有弯辊系统,能够灵敏地调整轧辊间隙形状,以保证板形良好。
(2)CVC轧机的结构。
对CVC轧机的大体要求是:
CVC辊,包括上、下辊,能相对轴向移动一段距离;要设置一套与CVC配套利用,并能动态操纵轧辊凸度的液压弯辊系统。
1)平稳与弯辊装置。
热轧板带轧机精轧机组多数采纳四辊轧机,它将液压弯辊缸与工作辊平稳缸组合成一个统一元件,并置于轧机牌坊凸块当中。
而CVC系统要求工作辊及其轴承座能在机架中沿轧辊轴线轴向移动±lOOmm(以宝钢热轧厂精轧机组为例)。
考虑到轧辊轴向移动会对缸体产生较大的倾翻力矩,因此,在设计中将原先四辊轧机常常采纳的分置式的上工作辊平稳缸兼正弯及下工作辊压紧缸兼正弯缸归并在一路组成一个一起的套装缸体,作为平稳缸与弯辊缸。
图3-99所示为宝钢热轧厂精轧机组的平稳与弯辊装置示用意。
缸体5套装在牌坊凸块2内孔当中,上部用上隔离套4将缸体与凸块内孔隔离开来,缸体5与上隔离套4间能够相对滑动。
缸体下部外圆与下部缸套7相配合,缸体下端外圆用内隔离套16与下部缸套7接触并可相对滑动。
内隔离套16用法兰及螺栓固定在缸体下端。
下部缸套7与牌坊凸块2内孔用中距离离套6及下隔离套8隔离开来,并可相对滑动。
缸体内装有活塞15,活塞双侧即为液压油腔。
当活塞上腔(无杆腔)进油时,下腔(有杆腔)回油,这时上部缸体上升,同时不锈钢活塞15通过挺杆11带动下部缸套7下降,能够完成平稳上工作辊、压紧下工作辊或使上下工作辊同时受到正弯的作用。
活塞杆下部为一根两头皆为球面的挺杆11,球面别离与球面轴承座10相接触,使压力均匀传递。
这种将上下弯辊缸连接在一路成为一个整体的设计,稳固性好,上下弯辊力一致,对板带断面凸度操纵及平直度操纵有利,其结构加倍合理。
每座机架各设平稳与弯辊缸4台,用于平稳时液压压力为18MPa,用于弯辊时压力最大为26MPa,活塞直径为声170mm。
图3—99某热轧厂CVC轧机平稳与弯辊装置
1-牌坊;2-凸块;3-缸盖;4-上隔离套;5-液压缸体;6-中距离离套;7-下部缸套;8-下隔离套;
九、10-球面轴承座;ll-挺杆;12-工作辊;13-耐磨板;14-下支撑辊;15-活塞;16-内隔离套
2)CVC轧机轧辊移动液压缸和锁紧装置。
CVC轧机轧辊轴向移动液压缸结构见图3-100和图3-101。
CVC移动液压缸缸体设置于操作侧牌坊凸块上,与凸块制作成一个整体元件。
活塞与缸体之间、活塞杆与液压缸盖之间有密封装置。
活塞杆的端部,通过法兰盘和螺栓与外衬套盖和外衬套固接。
外衬套内壁设有两个隔离套和一个中间套,并固定在外衬套内圈上。
当外衬套沿缸体做轴向移动时,隔离套的内孔与缸体外圆做相对滑动。
当CVC移动液压缸活塞双侧有压力差,使活塞沿缸体轴向移动时,可通度日塞杆端带动外衬套盖、外衬套和工作辊一齐做轴向移动。
外衬套与工作辊之间的聚散是靠一套锁紧装置实现的。
外衬套端部安装一个能做旋转运动的锁紧块,通过一套专用的液压缸驱动。
它能够将工作辊操作侧轴承座外端附设的圆柱销连锁在外衬套上。
带钢轧制前按预设定位置,将上下工作辊移动到位,轧制进程中再也不移动。
当轧制一样板带或不需要CVC机构作历时,可将轧辊定于中位插上定位销,关闭CVC移动液压缸,那么工作辊将成为一般轧辊利用。
图3-100某热轧厂2050mm轧机CVC辊的锁紧装置图
3)传动轴。
图3-102为某冷轧厂2030mm轧机CVC轧辊的传动轴示用意。
传动轴是一种可轴向移动的齿轮轴,CVC系统要移动的200mm距离是在人字齿轮侧通过轴1和联轴节外齿2之间的啮合来进行的。
主接轴的轴向支承是通过一个装在轴内的弹簧组3支承在齿轮轴4上,并处于轧辊工作位置。
换辊时轴向移动距离要受一块内挡板5的限制。
轧辊侧的齿轮连接轴头由于有一个弹簧6,因此有弹簧力作用,其要紧任务是在换辊时便于齿轮连接轴头迅速地与主轴中心线对中。
图3-101某热轧厂2050mm轧机CVC辊的轴向移动装置图
1-CVC移动缸外衬套;2-牌坊凸块;3-液压缸体;4-圆柱销;5-隔离套;6-锁紧块;
7-液压缸盖;8-外衬套盖;9-活塞杆;10-定位销
图3—102CVC轧机的传动轴
1-轴;2-联轴节外齿;3-弹簧组;4-齿轮轴;5-内挡板;6-弹簧
4)换辊。
图3-103为某热轧厂2050mm轧机的CVC轧机示用意。
工作辊1在轴承座2和3内,轴承4为四列圆柱转动轴承,轴承固定在轧辊和轴承座之间。
每一工作辊能轴向移动的最大距离为±lOOmm,传动轴(见图3-102)也随同一路移动。
工作辊通过两个液压缸5来实现轴向移动,液压缸安装在精轧机机架的操作侧,这些液压缸被装入固定于机架6的导向块7上,液压缸的活塞杆与可移动的液压缸座8连接,在这些缸座中,装有可摆动的连接板9,当轴向移动时,连接板便拴住操作侧的轴承座2,从而移动轧辊。
传动侧的轴承座3和弯辊液压缸座10都通过两个连接板11连接,因轧辊1传动侧的轴承座3是通过轴承轴向固定的,在移动轧辊时,轴承座3也随之移动。
借助于连接板11也可使液压缸座10移动,通过轴承座2和3液压缸座8和10同时做水平移动,这就使弯辊力老是作用于滚柱轴承的中心。
轧辊轴向移动的液压缸装配有位移传感器,并通过一套位置调剂装置使轧辊在CVC工作范围内移动,同时维持在理想的位置上。
图3-103CVC轧机换辊原理
1-工作辊;二、3-轴承座;4-轴承;5-液压缸;6-机架;7-导向块;
八、10-液压缸座;九、ll-连接板;12-固定销
换辊时用液压缸5使两个轧辊抵达确信的轴向换辊位置。
在那个位置上,传动侧固定液压缸座10的固定销12通过液压缸移动松开,因为在轧辊推出或装入时,液压缸座10也随之移动。
由于液压缸驱动的起落轨道(图中未画出)提升,与下工作辊轴承座下面的轮子相接触。
传动轴由液压缸支承,下辊的连接板9和11用液压缸打开(图中未画出),下弯辊液压缸进入以后,下辊被抽出300mm。
紧接着上辊下降,轴承座就支承在下轴承座的支柱上(图中未画出)。
在上辊的连接板9和11打开后,全套轧辊即可抽出来。
新的一套轧辊的装入及其后的步骤按上述相反的顺序进行。
151.FFC轧机的原理和结构是如何的?
平直度易控轧机(FlexibleFlatenessControlMill),简称FFC轧机。
与四辊轧机相较,它具有专门好的板形操纵能力及较大的压下率,是一种新型的五辊冷轧机。
(1)FFC轧机的原理。
最近几年来,随着市场对厚度更薄、强度更高、板形更好的冷轧薄板需求量的迅速增加,多采纳小直径工作辊,因此减小了轧制力和轧制力矩,并取得了较大的压下量,轧制出了薄带或其他更难轧的高强度钢。
但由于细长工作辊的L/d增加(即辊身长度与辊身直径之比增加),在轧制力的作用下,水平方向易变形而使带钢板形变坏,因此,对细长工作辊而言,最为重要的是研究避免工作辊的水平变形及扩大矫正板形的能力。
一样多辊轧机因工作辊直径较小,不能传递轧制力矩,都采纳中间辊或支撑辊传动。
由于在轧制速度较高时,工作辊与中间辊、中间辊与支撑辊之间往往容易产生打滑,因此,多辊轧机不适宜高速轧制。
另外,其结构也比较复杂,还要有特殊设计的机架。
用FFC轧机(见图3-104)即可解决上述问题,其方式是:
1)工作辊采纳异径组合,一个工作辊直径与一般四辊轧机的工作辊直径相似,另一个工作辊直径较小,故两个工作辊的平均直径小于一般的四辊轧机的工作辊直径,即FFC轧机具有较小的等效工作辊直径。
2)采纳驱动工作辊的方式以幸免工作辊打滑。
3)工作辊传动系统可使上下工作辊取得不同的速比,两个工作辊的圆周速度不等,能够实现异步轧制。
4)在大直径工作辊和中间辊之间设有双轴承座弯辊装置(DCB弯辊装置)。
5)在轧机出口侧小直径工作辊处,设有由水平侧弯辊和分段组合式支撑辊组成的水平弯辊装置。
图3-104FFC轧机
1-上支撑辊;2-上工作辊(大直径);3-下工作辊(小直径);4-中问辊;5-下支撑辊;6-双轴承座弯辊;7-工作辊驱动;8-轧制方向;9-分段支撑辊;10-水平弯辊
(2)FFC轧机的结构。
FFC轧机的结构特点是:
1)如图3-104所示,FFC轧机的主体部份由上支撑辊、上工作辊(大直径工作辊)、下工作辊(小直径工作辊)、中间辊和下支撑辊组成。
两工作辊直径不等,一个中间辊置于小直径工作辊与下支撑辊之间,并与工作辊有较大的偏移距离(见图3-105中的6)。
图3-
 升级会员
升级会员 