焊接作业指导书.docx
《焊接作业指导书.docx》由会员分享,可在线阅读,更多相关《焊接作业指导书.docx(17页珍藏版)》请在冰豆网上搜索。
焊接作业指导书
焊接作业指导书表7.5—焊6-1
项目名称哈尔滨市污水处理厂污泥处置工程设备安装工程单位名称黑龙江省安装工程公司
焊接作业指导书编号13HWN002日期2013年11月25日工艺评定报告编号11P-2
焊接方法GTAW+SMAW机械化程度:
手工焊√机械化焊接
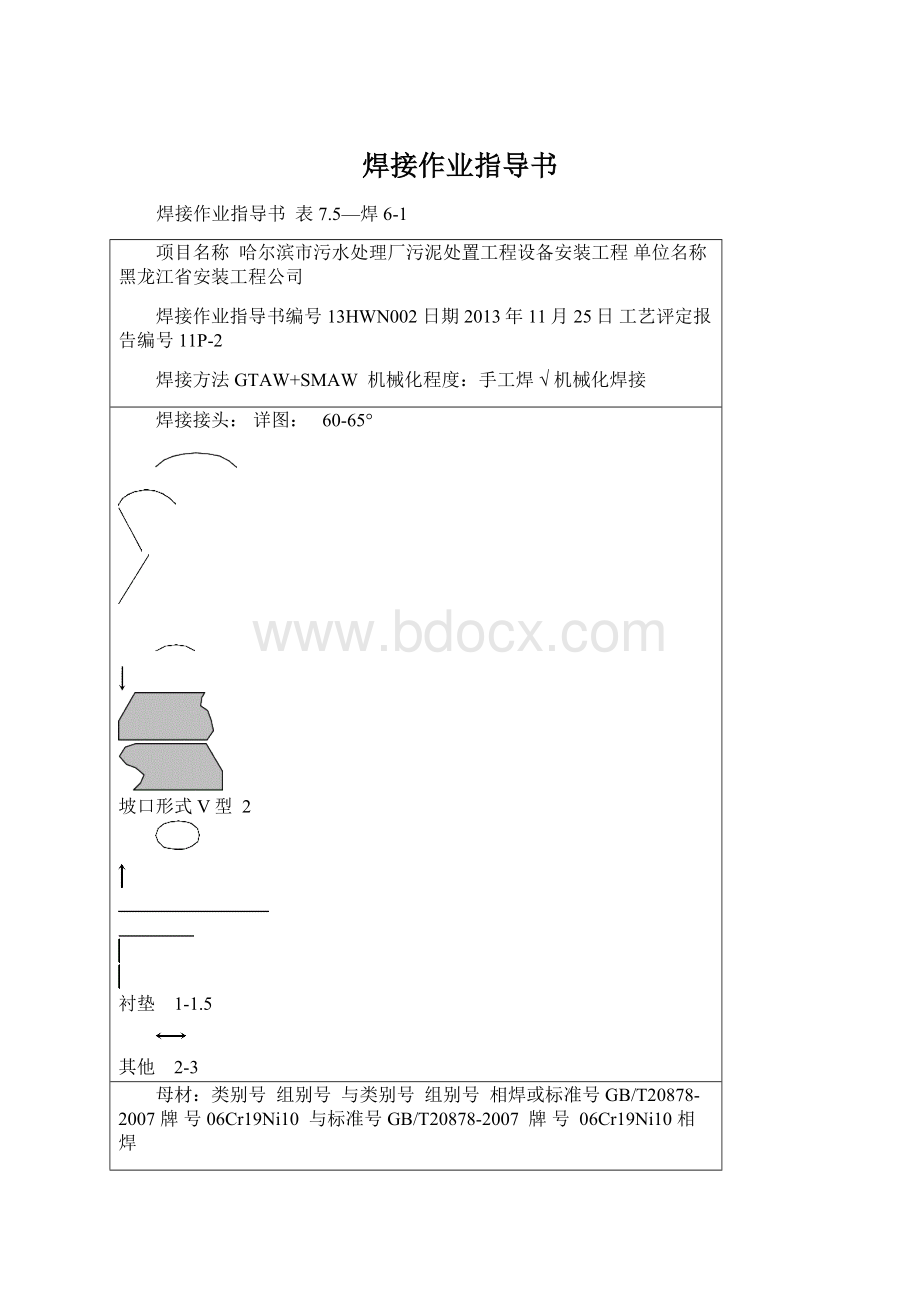
焊接接头:
详图:
60-65°
坡口形式V型2
衬垫1-1.5
其他2-3
母材:
类别号组别号与类别号组别号相焊或标准号GB/T20878-2007牌号06Cr19Ni10与标准号GB/T20878-2007牌号06Cr19Ni10相焊
厚度范围:
板材:
对接焊缝角焊缝
管材直径、壁厚范围:
对接焊缝φ219*10φ273×8角焊缝
焊缝金属厚度范围:
对接焊缝3-4mm(GTAW)6-8(SMAW)角焊缝
其他
焊接材料:
焊材类别
焊丝(GTAW)
焊条
焊材标准
YB/T5092-2995
GB/T983-1995
填充金属尺寸
2.0mm
3.2mm
mm
焊材型号
ER308
E308-16
焊材牌号(钢号)
H08Cr2Ni10Si
THA102
焊材烘干
300℃1h
℃h
其它
焊材熔敷金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
0.06
0.76
1.08
0.03
0.01
19.85
9.35
0.09
0.08
1.00
2.00
0.045
0.03
18-20
8.0-10.5
焊接位置:
对接焊缝的位置水平固定竖直固定
焊接方向:
向上√向下
角焊缝位置
焊接方向:
向上向下
焊后热处理:
温度范围(℃)
保温时间(h)
焊接作业指导书表7.5—焊6—2
预热:
预热温度(oC)(允许最低值)
层间温度(oC)(允许最高值)
保持预热时间
加热方式
气体:
气体种类混合比流量(L/min)
保护气Ar15-20
尾部保护气
背面保护气Ar8-12
电特性:
电流种类极性
焊接电流范围(A)电弧电压(V)
焊道
焊层
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1
GTAW
H08Cr2Ni10Si
φ2.0
正接
70-100
11-14
2
SMAW
THA102
φ3.2
反
90-130
22-25
3
SMAW
THA102
φ3.2
反
90-130
22-25
钨极类型及直径:
喷嘴直径(mm):
2.5
熔滴过渡形式:
焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:
摆动参数:
焊前清理和层间清理:
清理坡口两侧20mm内水分及杂质背面清根方法砂轮打磨
单道焊或多道焊(每面):
多道焊单丝焊或多丝焊:
单丝焊
导电嘴至工件距离(mm):
锤击:
其他环境温度>-5℃
相对湿度≤60%
GTAW打底焊,SMAW填充盖面
编制
日期
11.25
审核
日期
11.25
批准
日期
11.25
焊接作业指导书表7.5—焊6-1
项目名称哈尔滨市污水处理厂污泥处置工程设备安装工程单位名称黑龙江省安装工程公司
焊接作业指导书编号13HWN003日期2013年11月25日工艺评定报告编号11P-2
焊接方法GTAW+SMAW机械化程度:
手工焊√机械化焊接
焊接接头:
详图:
60-65°
坡口形式V型2
衬垫1-1.5
其他2-3
母材:
类别号组别号与类别号组别号相焊或标准号GB/T20878-2007牌号06Cr19Ni10与标准号GB/T20878-2007牌号06Cr19Ni10相焊
厚度范围:
板材:
对接焊缝角焊缝
管材直径、壁厚范围:
对接焊缝φ60*5φ89×5角焊缝
焊缝金属厚度范围:
对接焊缝6-8角焊缝
其他
焊接材料:
焊材类别
焊丝(GTAW)
焊条
焊材标准
YB/T5092-2995
GB/T983-1995
填充金属尺寸
2.0mm
2.5mm
mm
焊材型号
ER308
E308-16
焊材牌号(钢号)
H08Cr2Ni10Si
THA102
焊材烘干
300℃1h
℃h
其它
焊材熔敷金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
0.06
0.76
1.08
0.03
0.01
19.85
9.35
0.09
0.08
1.00
2.00
0.045
0.03
18-20
8.0-10.5
焊接位置:
对接焊缝的位置水平固定竖直固定
焊接方向:
向上√向下
角焊缝位置
焊接方向:
向上向下
焊后热处理:
温度范围(℃)
保温时间(h)
焊接作业指导书表7.5—焊6—2
预热:
预热温度(oC)(允许最低值)
层间温度(oC)(允许最高值)
保持预热时间
加热方式
气体:
气体种类混合比流量(L/min)
保护气Ar15-20
尾部保护气
背面保护气Ar8-12
电特性:
电流种类极性
焊接电流范围(A)电弧电压(V)
焊道
焊层
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1
GTAW
H08Cr2Ni10Si
φ2.0
正接
70-100
11-14
2
SMAW
THA102
φ2.5
反
90-130
22-25
3
SMAW
THA102
φ3.2
反
90-130
22-25
钨极类型及直径:
喷嘴直径(mm):
2.5
熔滴过渡形式:
焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:
摆动参数:
焊前清理和层间清理:
清理坡口两侧20mm内水分及杂质背面清根方法砂轮打磨
单道焊或多道焊(每面):
多道焊单丝焊或多丝焊:
单丝焊
导电嘴至工件距离(mm):
锤击:
其他环境温度>-5℃
相对湿度≤60%
GTAW打底焊,SMAW填充盖面
编制
日期
11.25
审核
日期
11.25
批准
日期
11.25
焊接作业指导书表7.5—焊6-1
项目名称哈尔滨市污水处理厂污泥处置工程设备安装工程单位名称黑龙江省安装工程公司
焊接作业指导书编号13HWN004日期2013年11月25日工艺评定报告编号11P-2
焊接方法SMAW机械化程度:
手工焊√机械化焊接
焊接接头:
详图:
60-65°
坡口形式V型2
衬垫1-1.5
其他2-3
母材:
类别号组别号与类别号组别号相焊或标准号GB/T20878-2007牌号06Cr19Ni10与标准号GB/T20878-2007牌号06Cr19Ni10相焊
厚度范围:
板材:
对接焊缝角焊缝
管材直径、壁厚范围:
对接焊缝φ114*6φ159×6角焊缝
焊缝金属厚度范围:
对接焊缝8-10角焊缝
其他
焊接材料:
焊材类别
焊丝(GTAW)
焊条
焊材标准
GB/T983-1995
填充金属尺寸
2.5mm、3.2mm
mm
焊材型号
E308-16
焊材牌号(钢号)
THA102
焊材烘干
300℃1h
℃h
其它
焊材熔敷金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
0.06
0.76
1.08
0.03
0.01
19.85
9.35
0.09
0.08
1.00
2.00
0.045
0.03
18-20
8.0-10.5
焊接位置:
对接焊缝的位置水平固定竖直固定
焊接方向:
向上√向下
角焊缝位置
焊接方向:
向上向下
焊后热处理:
温度范围(℃)
保温时间(h)
焊接作业指导书表7.5—焊6—2
预热:
预热温度(oC)(允许最低值)
层间温度(oC)(允许最高值)
保持预热时间
加热方式
气体:
气体种类混合比流量(L/min)
保护气Ar15-20
尾部保护气
背面保护气Ar8-12
电特性:
电流种类极性
焊接电流范围(A)电弧电压(V)
焊道
焊层
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1
SMAW
THA102
φ2.5
反
90-110
22-25
2
SMAW
THA102
φ2.5
反
90-130
22-25
3
SMAW
THA102
φ3.2
反
90-130
22-25
钨极类型及直径:
喷嘴直径(mm):
熔滴过渡形式:
焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:
摆动参数:
焊前清理和层间清理:
清理坡口两侧20mm内水分及杂质背面清根方法砂轮打磨
单道焊或多道焊(每面):
多道焊单丝焊或多丝焊:
导电嘴至工件距离(mm):
锤击:
其他环境温度>-5℃
相对湿度≤60%
编制
日期
11.25
审核
日期
11.25
批准
日期
11.25
焊接作业指导书表7.5—焊6-1
项目名称哈尔滨市污水处理厂污泥处置工程设备安装工程单位名称黑龙江省安装工程公司
焊接作业指导书编号13HWN005日期2013年11月25日工艺评定报告编号11P-9
焊接方法SMAW机械化程度:
手工焊√机械化焊接
焊接接头:
详图:
60-65°
坡口形式V型2
衬垫1-1.5
其他2-3
母材:
类别号组别号与类别号组别号相焊或标准号GB/T3091-2008牌号Q235-A与标准号GB/T3091-2008牌号Q235-A相焊
厚度范围:
板材:
对接焊缝角焊缝
管材直径、壁厚范围:
对接焊缝φ630×10角焊缝
焊缝金属厚度范围:
对接焊缝12-14mm角焊缝
其他
焊接材料:
焊材类别
焊条
焊材标准
GB5117-2012
填充金属尺寸
φ3.2mm、φ4.0mm、
mm
mm
焊材型号
E4303
焊材牌号(钢号)
J422
焊材烘干
150℃1h
℃h
℃h
其它
焊材熔敷金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
0.17
0.17
0.35
≤
≤
0.24
0.37
0.65
0.04
0.04
焊接位置:
对接焊缝的位置水平固定竖直固定
焊接方向:
向上√向下
角焊缝位置
焊接方向:
向上向下
焊后热处理:
温度范围(℃)
保温时间(h)
焊接作业指导书表7.5—焊6—2
预热:
预热温度(oC)(允许最低值)
层间温度(oC)(允许最高值)
保持预热时间
加热方式
气体:
气体种类混合比流量(L/min)
保护气
尾部保护气
背面保护气
电特性:
电流种类极性
焊接电流范围(A)电弧电压(V)
焊道
焊层
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1
SMAW
E4303
φ3.2
反
90-110
22-26
2
SMAW
E4303
φ4.0
反
90-130
22-26
3
SMAW
E4303
φ4.0
反
140-190
24-28
钨极类型及直径:
喷嘴直径(mm):
熔滴过渡形式:
焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:
摆动参数:
焊前清理和层间清理:
清理坡口两侧20mm内水分及杂质背面清根方法砂轮打磨
单道焊或多道焊(每面):
多道焊单丝焊或多丝焊:
导电嘴至工件距离(mm):
锤击:
其他第一遍焊接采用3.2焊条
编制
日期
11.25
审核
日期
11.25
批准
日期
11.25
焊接作业指导书表7.5—焊6-1
项目名称哈尔滨市污水处理厂污泥处置工程设备安装工程单位名称黑龙江省安装工程公司
焊接作业指导书编号13HWN006日期2013年11月25日工艺评定报告编号11P-9
焊接方法SMAW机械化程度:
手工焊√机械化焊接
焊接接头:
详图:
60-65°
坡口形式V型2
衬垫1-1.5
其他2-3
母材:
类别号组别号与类别号组别号相焊或标准号GB/T3091-2008牌号Q235-A与标准号GB/T3091-2008牌号Q235-A相焊
厚度范围:
板材:
对接焊缝角焊缝
管材直径、壁厚范围:
对接焊缝φ159×6φ219×6角焊缝
焊缝金属厚度范围:
对接焊缝8-10mm角焊缝
其他
焊接材料:
焊材类别
焊条
焊材标准
GB5117-2012
填充金属尺寸
φ2.5mm、φ3.2mm、
mm
mm
焊材型号
E4303
焊材牌号(钢号)
J422
焊材烘干
150℃1h
℃h
℃h
其它
焊材熔敷金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
0.17
0.17
0.35
≤
≤
0.24
0.37
0.65
0.04
0.04
焊接位置:
对接焊缝的位置水平固定竖直固定
焊接方向:
向上√向下
角焊缝位置
焊接方向:
向上向下
焊后热处理:
温度范围(℃)
保温时间(h)
焊接作业指导书表7.5—焊6—2
预热:
预热温度(oC)(允许最低值)
层间温度(oC)(允许最高值)
保持预热时间
加热方式
气体:
气体种类混合比流量(L/min)
保护气
尾部保护气
背面保护气
电特性:
电流种类极性
焊接电流范围(A)电弧电压(V)
焊道
焊层
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1
SMAW
E4303
φ2.5
反
90-110
22-26
2
SMAW
E4303
φ3.2
反
90-130
22-26
3
SMAW
E4303
φ3.2
反
140-190
24-28
钨极类型及直径:
喷嘴直径(mm):
熔滴过渡形式:
焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:
摆动参数:
焊前清理和层间清理:
清理坡口两侧20mm内水分及杂质背面清根方法砂轮打磨
单道焊或多道焊(每面):
多道焊单丝焊或多丝焊:
导电嘴至工件距离(mm):
锤击:
其他第一遍焊接采用2.5焊条
编制
日期
11.25
审核
日期
11.25
批准
日期
11.25
 升级会员
升级会员 