三配合件加工样题分析与加工.docx
《三配合件加工样题分析与加工.docx》由会员分享,可在线阅读,更多相关《三配合件加工样题分析与加工.docx(16页珍藏版)》请在冰豆网上搜索。
三配合件加工样题分析与加工
三配合件加工样题分析与加工
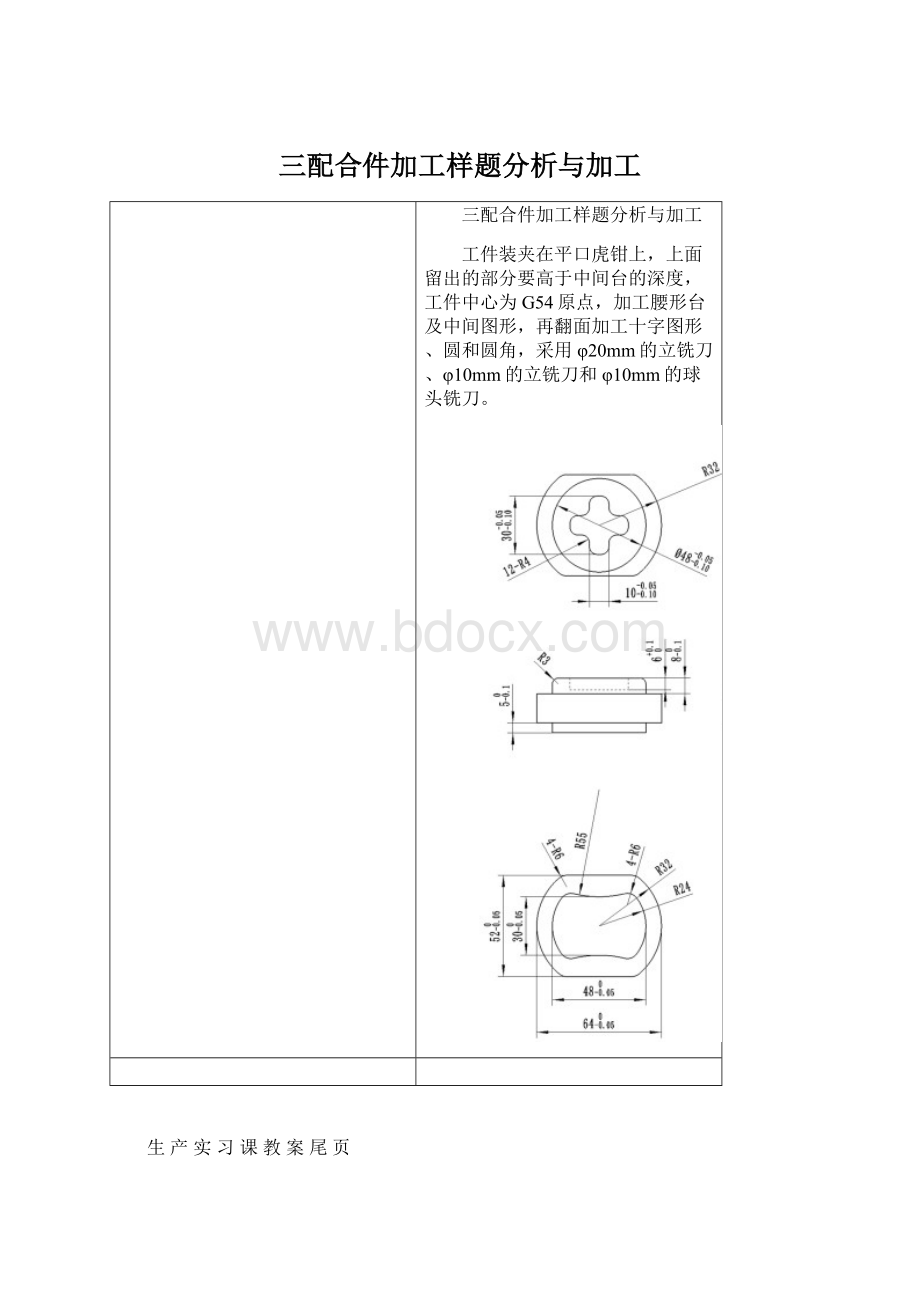
工件装夹在平口虎钳上,上面留出的部分要高于中间台的深度,工件中心为G54原点,加工腰形台及中间图形,再翻面加工十字图形、圆和圆角,采用φ20mm的立铣刀、φ10mm的立铣刀和φ10mm的球头铣刀。
生产实习课教案尾页
课堂小结
课后小结
教学反思
生产实习课教案首页
授课日期
授课班级
授课教师
课题名称
三配合件加工样题分析与加工
时数
3
机台设备
加工中心10台(配10台电脑)、电脑50台
工夹量具
刀具:
麻花钻键槽铣刀铰刀
量具:
游标卡尺
原材料
45号钢
图号
3-1
名称
三配合件加工样题分析与加工
课时分配
项目环节
任务引入
任务分析
相关知识
任务实施
任务评价
时间分配
10
10
30
120
10
项目
学习
目标
任务二:
编程过程
1.第二个零件加工工艺分析
2.第二个零件加工刀具分析
3.第二个零件加工
教学重点
第二个零件加工
教学难点
零件加工工艺分析,零件加工刀具分析
教研组长意见(签字)
年月日
系部审核(盖章)
年月日
生产实习课教案首页
授课日期
授课班级
授课教师
课题名称
三配合件加工样题分析与加工
时数
3
机台设备
加工中心10台(配10台电脑)、电脑50台
工夹量具
刀具:
麻花钻键槽铣刀铰刀
量具:
游标卡尺
原材料
45号钢
图号
3-1
名称
三配合件加工样题分析与加工
课时分配
项目环节
任务引入
任务分析
相关知识
任务实施
任务评价
时间分配
10
10
30
120
10
项目
学习
目标
任务二:
加工过程
1.加工工件侧面。
2.分别加工外圆轮廓图形、六边形、孔和圆角。
3.将工件翻面,加工两个凹型腔及两个腰形凸台
教学重点
加工工件侧面。
教学难点
加工两个凹型腔及两个腰形凸台
教研组长意见(签字)
年月日
系部审核(盖章)
年月日
生产实习教案用纸附页
教学内容、方法、过程
三配合件加工样题分析与加工
(1)加工工件侧面。
使用刀具φ80mm的端铣刀和φ10mm的立铣刀,先将平面用端铣刀加工好后再用立铣刀加工凹型轮廓。
此工件两侧都有此凹型图形,另一面需要重新装夹和对刀,可采用相同的工艺进行加工。
(2)将工件立着装夹在平口虎钳上,装夹面为刚才已加工过的两个侧面,分别加工外圆轮廓图形、六边形、孔和圆角,采用φ20mm的立铣刀和φ10mm的球头铣刀。
(3)将工件翻面,加工两个凹型腔及两个腰形凸台。
采用φ20mm的立铣刀和φ10mm的立铣刀。
生产实习课教案尾页
课堂小结
课后小结
教学反思
生产实习课教案首页
授课日期
授课班级
授课教师
课题名称
考试
时数
3
机台设备
加工中心10台(配10台电脑)、电脑50台
工夹量具
刀具:
麻花钻键槽铣刀铰刀
量具:
游标卡尺
原材料
45号钢
图号
3-1
名称
考试
课时分配
项目环节
任务引入
任务分析
相关知识
任务实施
任务评价
时间分配
10
10
30
120
10
项目
学习
目标
任务三:
编程过程
1.第三个零件加工工艺分析
2.第三个零件加工刀具分析
3.第三个零件加工
教学重点
第三个零件加工
教学难点
零件加工工艺分析,零件加工刀具分析
教研组长意见(签字)
年月日
系部审核(盖章)
年月日
生产实习课教案首页
授课日期
授课班级
授课教师
课题名称
考试
时数
3
机台设备
加工中心10台(配10台电脑)、电脑50台
工夹量具
刀具:
麻花钻键槽铣刀铰刀
量具:
游标卡尺
原材料
45号钢
图号
3-1
名称
三配合件加工样题分析与加工
课时分配
项目环节
任务引入
任务分析
相关知识
任务实施
任务评价
时间分配
10
10
30
120
10
项目
学习
目标
任务三:
加工过程
1.加工凹型腔和两个腰形槽。
2.加工耳朵和凸字图形,然后翻面用同样的方法加工另一面。
3.加工耳朵中间部分和上面的十字图形及圆。
教学重点
加工凹型腔和两个腰形槽
教学难点
加工耳朵中间部分和上面的十字图形及圆
教研组长意见(签字)
年月日
系部审核(盖章)
年月日
生产实习教案用纸附页
教学内容、方法、过程
(1)以工件的反面为粗基准装夹在平口钳,使待加工部分伸出虎钳钳口20mm左右。
工件中心为G54原点对刀,分别加工凹型腔和两个腰形槽,采用φ20mm的立铣刀、φ10mm的立铣刀和φ6mm的立铣刀进行加工。
(2)装夹工件侧面,以底面为基准,加工耳朵和凸字图形,然后翻面用同样的方法加工另一面,φ10mm的立铣刀和φ6mm的立铣刀进行加工,在加工两侧耳朵是深度要大于实际深度,这样有利于下次加工。
(3)将工件朝上装夹正在平口虎钳上,加工耳朵中间部分和上面的十字图形及圆,采用φ20mm的立铣刀、φ10mm的立铣刀和φ6mm的立铣刀进行加工。
生产实习课教案尾页
课堂小结
课后小结
教学反思
生产实习课教案首页
授课日期
授课班级
授课教师
课题名称
三配合件加工样题分析与加工
时数
3
机台设备
加工中心10台(配10台电脑)、电脑50台
工夹量具
刀具:
麻花钻键槽铣刀铰刀
量具:
游标卡尺
原材料
45号钢
图号
3-1
名称
三配合件加工样题分析与加工
课时分配
项目环节
任务引入
任务分析
相关知识
任务实施
任务评价
时间分配
10
10
30
120
10
项目
学习
目标
任务四:
编程过程
1.工件二和工件三与工件一配做。
2.工件三和工件二进行配做。
3.工件二和工件三配做。
教学重点
工件二和工件三与工件一配做
教学难点
工件二和工件三配做
教研组长意见(签字)
年月日
系部审核(盖章)
年月日
生产实习课教案首页
授课日期
授课班级
授课教师
课题名称
三配合件加工样题分析与加工
时数
3
机台设备
加工中心10台(配10台电脑)、电脑50台
工夹量具
刀具:
麻花钻键槽铣刀铰刀
量具:
游标卡尺
原材料
45号钢
图号
3-1
名称
三配合件加工样题分析与加工
课时分配
项目环节
任务引入
任务分析
相关知识
任务实施
任务评价
时间分配
10
10
30
120
10
项目
学习
目标
任务四:
加工过程
1.工件二和工件三与工件一配做。
2.工件三的耳朵部分与工件二进行配做。
3.工件二和工件三配合在一起进行钻孔,钻孔采用定位、钻扩、铰四个步。
教学重点
工件二和工件三与工件一配做
教学难点
工件二和工件三配合在一起进行钻孔,钻孔采用定位、钻扩、铰四个步
教研组长意见(签字)
年月日
系部审核(盖章)
年月日
生产实习教案用纸附页
教学内容、方法、过程
在加工工件二和工件三时与工件一配合的部分要用工件一进行配做,加工三时的耳朵部分要与工件二进行配做,三个工件完成后,将工件二和工件三配合在一起进行钻孔,钻孔采用定位、钻、扩、铰四个步骤。
刀具名称
刀具规格
材质
切削转速S(r/min)
进给量F(mm/min)
吃刀深度(mm)
端铣刀
Φ80
硬质合金
2000
400
2
立铣刀
Φ20
硬质合金
2500
500
1
立铣刀
Φ10
硬质合金
3000
400
1
立铣刀
Φ6
硬质合金
3500
500
0.5
立铣刀
Φ10球刀
硬质合金
3000
500
0.2
中心钻
Φ3
高速钢
1200
40
麻花钻
Φ8.5
高速钢
800
40
麻花钻
Φ9.8
高速钢
800
40
铰刀
Φ10H7
高速钢
200
40
生产实习课教案尾页
课堂小结
课后小结
教学反思
授课日期
授课班级
授课教师
课题名称
三配合件加工样题分析与加工
时数
3
机台设备
加工中心10台(配10台电脑)、电脑50台
工夹量具
刀具:
麻花钻键槽铣刀铰刀
量具:
游标卡尺
原材料
45号钢
图号
3-1
名称
三配合件加工样题分析与加工
课时分配
项目环节
任务引入
任务分析
相关知识
任务实施
任务评价
时间分配
10
10
30
120
10
项目
学习
目标
总结
1.学生展示一周教学成果
2.组内自评和小组间的互评
教学重点
总结一周教学成果
教学难点
一周内容的归纳
教研组长意见(签字)
年月日
系部审核(盖章)
年月日
 升级会员
升级会员 