电氧焊操作工作业指导书.docx
《电氧焊操作工作业指导书.docx》由会员分享,可在线阅读,更多相关《电氧焊操作工作业指导书.docx(18页珍藏版)》请在冰豆网上搜索。
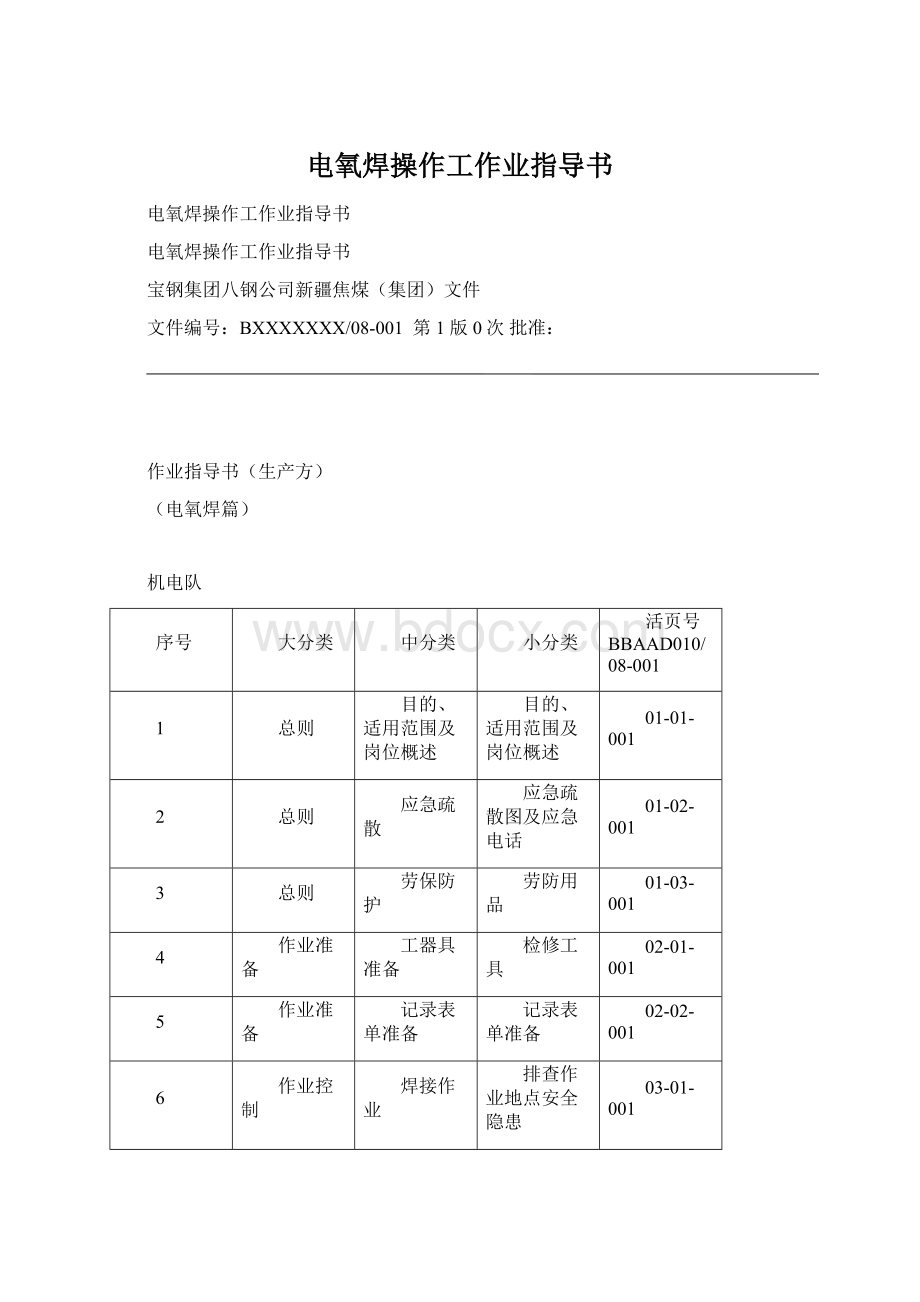
电氧焊操作工作业指导书
电氧焊操作工作业指导书
电氧焊操作工作业指导书
宝钢集团八钢公司新疆焦煤(集团)文件
文件编号:
BXXXXXXX/08-001第1版0次批准:
作业指导书(生产方)
(电氧焊篇)
机电队
序号
大分类
中分类
小分类
活页号BBAAD010/08-001
1
总则
目的、适用范围及岗位概述
目的、适用范围及岗位概述
01-01-001
2
总则
应急疏散
应急疏散图及应急电话
01-02-001
3
总则
劳保防护
劳防用品
01-03-001
4
作业准备
工器具准备
检修工具
02-01-001
5
作业准备
记录表单准备
记录表单准备
02-02-001
6
作业控制
焊接作业
排查作业地点安全隐患
03-01-001
7
作业控制
焊接作业
配备消防设施
03-01-002
8
作业控制
焊接作业
自力作业
03-01-003
9
作业控制
异常处理
事故抢修作业
03-02-001
10
作业控制
异常处理
事故汇报流程
03-02-002
11
预案
事故应急处理
现场处置方案清单
04-01-001
12
修订记录
修订记录
修订记录
05-01-001
(编制说明:
此项内容如认为有缺失,可添加,但要与相应分类、活页对应)
大分类
中分类
小分类
活页号BBAAD010/08-001
总则
目的、适用范围及岗位概述
目的、适用范围及岗位概述
02-02-001
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
目的和适用范围:
1.指导焊工日常工作
2.指导焊工异常操作及处理
3.指导焊工熟悉本工位的危险源,避免人身安全伤害事故和职业病预防
4.指导焊工熟悉本岗位环境因素,避免造成环境污染
5.指导焊工针对突发事故的应急处置
(编制说明:
本岗位作业指导书的目的)
适用范围:
适用于焊工岗位。
(编制说明:
本岗位作业指导书的适用范围)
岗位概述:
1、根据焊工标准进行焊工作业。
2、根据焊接的材料制定焊接工艺。
3、设备故障事故处理。
4、了解所有材料的材质。
5、作业范围:
机电队所有焊接作业场所
大分类
中分类
小分类
活页号BBAAD010/08-001
总则
应急疏散
工作面应急疏散图及应急电话
02-02-001
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
(编制说明:
主要体现本岗位的逃生路线图,具体作业区域疏散图可通过备注说明)
应急疏散图
注:
作业区域应急疏散图,见相应现场区域疏散图。
1、机修厂:
机修厂检修地点→机修厂外
应急电话(调度值班电话):
8000、#键
大分类
中分类
小分类
活页号BBAAD010/08-001
总则
劳保防护要求
劳防用品
02-02-001
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
个人劳防品:
(编制说明:
本岗位配置的个人劳防用品,图示,数量为岗位劳保发放标准)
大分类
中分类
小分类
活页号BBAAD010/08-001
作业准备
工器具准备
检修工具
02-02-001
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
检修工具
序号
工器具、测量器具名称
测量器具合格标识
1
氧气表
有
2
乙炔表
3
氧气管
4
乙炔管
5
焊把
6
焊帽
7
电焊专用手套
8
安全帽
9
工装
10
防护鞋
11
…
…
(编制说明:
本岗位作业中配备的检修工具,结合专业确定,如有定期检定要求需注明)
大分类
中分类
小分类
活页号BBAAD010/08-001
作业准备
记录表单准备
记录表单准备
02-03-001
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
记录表单管理要求
记录名称
记录编号
保存单位
保存期限
焊接安全工器具台帐
JDJX/15-01A
机电队
2年
焊接危险作业项目现场确认表
JDJX/15-02A
机电队
1年
大分类
中分类
小分类
活页号BBAAD010/08-001
作业控制
检修作业
电气巡检路线图
03-01-001
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
排查安全隐患
检查电焊机
检查消防设施
焊接作业巡检路线图
一、巡检路线图:
作业
进行安全确认房
大分类
中分类
小分类
活页号
03-02-001
工器具资材
准备
防护用品
作业
控制
维修作业
自力作业
版次
1
修订状态
0
编制
申展
设备
审核
安全审核
能源环保审核
批准
实施日期
作业步骤
技术、质量、作业安全要点
危险源及控制措施
能源、环境辨识及控制措施
1进入工作地点
2现场检查
2.1检查焊接场地
2.2检查电焊机
2.3检查氧气、乙炔
2.4检查消防设施
1.1按规定时间到达工作地点。
2.1.1无易燃易爆物品,备有消防器材,有足够的照明和良好的通风。
2.1.2风力超过5级和雨雪天时,禁止露天作业。
2.1.3登高焊接时,地面必须有人监护;登高人员必须佩戴合格的安全带。
2.1.4焊接地点离电焊机的安全地点不得小于10m。
2.1.5氧气瓶、乙炔瓶的安全距离为7m距动火地点的距离为10m。
2.1.6在潮湿地点电焊必须站在干燥的木板上,或穿橡胶绝缘鞋。
2.2.1有可靠的接地线,电焊机绕组绝缘良好
2.2.2接地线严禁搭接在易燃、易爆物品上,不得接在管道、轨道及设备上代替接地线。
2.2.3严禁将电线与气焊的胶管混在一起。
2.2.4焊条符合标准并有合格证书。
2.2.5禁止两台电焊机同接一个电源开关。
2.3.1氧气表、乙炔表必须完好。
2.3.2乙炔瓶必须安装回火装置
2.4.1焊接地点必须洒水灭尘
2.4.2焊接地点必须配备两具灭火器。
电焊安全距离不够,触电伤人;焊接地点距电焊机的距离为10m.
操作时,操作人员未戴个人防护用品,灼伤人员;操作时操作人员必须带好个人防护用品。
操作时,电焊接电缆破损,触电伤人;操作前,检查电焊机电缆。
带电搬动电焊机,漏电伤人;严禁带电搬运电焊机。
高空焊接时,未栓保险绳,跌落伤人;高空焊接时,应栓保险绳。
操作电氧焊时,乙炔瓶未装回火装置,漏气产生爆炸伤人;操作电氧焊时,乙炔品必须装回火装置。
职业健康因素:
影响因素
控制措施
噪音
使用耳塞
漏风
停机后处理
吸附的粉尘
定期除尘,佩戴自救器
环境因素:
影响因素
控制措施
写完的记录本
交旧领新
过期的绝缘用具
交旧领新
更换后废旧备件
统一放到指定地点处理
大分类
中分类
小分类
活页号
03-02-001
工器具资材
准备
防护用品
作业
控制
维修作业
自力作业
版次
1
修订状态
0
编制
申展
设备
审核
安全审核
能源环保审核
批准
实施日期
作业步骤
技术、质量、设备检修要点
危险源及控制措施
能源、环境辨识及控制措施
3作业前准备
3.1穿戴好防护工作服、戴好安全帽、防护镜、电焊手套等劳保。
上衣不得掖入裤内,裤脚不得卷边,焊接有色金属工件时,应戴过滤或防毒面具。
3.2熟悉结构件焊接工艺、焊缝尺寸要求,选择合适施焊方法。
3.3检查焊缝组装间隙和坡口形式尺寸是否符合产品图样,清除焊缝边缘10cm范围内的油锈、水等污物;铸钢件的焊接应将焊接处的砂子、氧化物等清理干净露出金属本色。
1.4选择焊条。
1.4.1带坡口多层焊时,首层选用优Ф3.2-4mm焊条,其他各层用直径较大焊条;仰焊或横焊,选用焊条直径不大于Ф4mm
1.5焊接电流选择依据工件材质、厚度,焊条直径、牌号、焊接方法及焊条使用说明来确定。
1.5.1一般情况下,立焊或横焊时,电流比平焊小10%-15%;仰焊比平焊电流小5%-10%;焊接中碳钢或普通低合金钢时比焊低碳钢时小10%-20%。
1.6关闭电焊机电源,检查电焊机护罩,确保其安全可靠,接焊接线,压紧压线螺栓。
1.7氧焊使用的割嘴选择依据工件材质、厚度确定
电焊安全距离不够,触电伤人;焊接地点距电焊机的距离为10m.
操作时,操作人员未戴个人防护用品,灼伤人员;操作时操作人员必须带好个人防护用品。
操作时,电焊接电缆破损,触电伤人;操作前,检查电焊机电缆。
带电搬动电焊机,漏电伤人;严禁带电搬运电焊机。
高空焊接时,未栓保险绳,跌落伤人;高空焊接时,应栓保险绳。
操作电氧焊时,乙炔瓶未装回火装置,漏气产生爆炸伤人;操作电氧焊时,乙炔品必须装回火装置。
职业健康因素:
影响因素
控制措施
噪音
使用耳塞
漏风
停机后处理
吸附的粉尘
定期除尘,佩戴自救器
环境因素:
影响因素
控制措施
写完的记录本
交旧领新
过期的绝缘用具
交旧领新
更换后废旧备件
统一放到指定地点处理
大分类
中分类
小分类
活页号
03-02-001
工器具资材
准备
防护用品
作业
控制
维修作业
自力作业
版次
1
修订状态
0
编制
申展
设备
审核
安全审核
能源环保审核
批准
实施日期
作业步骤
技术、质量、设备检修要点
危险源及控制措施
能源、环境辨识及控制措施
4启动
5焊接
5.1平焊
5.2立焊与横焊
5.3仰焊
5.4对接接头
4.1将电焊机与工件间的地线连接好,先合输入电流闸,再合输出闸。
5.1.1采用左向焊法,如间隙过大,可适当横向摆动,但幅度不要太大。
中厚板V型坡口对接时底面焊缝采用直线运行,上层焊缝可采用横向摆动的多层焊。
平角焊合搭角焊时,左右向焊均可,焊枪位置倾角允许30°-50°左右。
多层焊时,每焊完一层后,要彻底清除前层焊缝的熔渣和飞溅物。
若发现有缺陷时,要立即铲除和补焊,否则不得焊下一层
5.2.1对于熔深较大时,控制熔宽,改善焊缝成型,上立焊枪与工件垂线相对位置为5°-10°左右,对于薄板焊接要求熔深较小,一般采用下立焊法,焊枪作直线运动,必要时可作小幅度的摆动,焊枪与工件垂线相对位置5°-10°。
5.3.1采用较小的焊接电流,对于薄板多采用小幅度往复摆动,对于中厚板,适当横向摆动,并在接缝或坡口两侧稍停片刻,以防金属下淌,焊枪与工件垂线相对位置5°-10°,40°-45°。
5.4.1对接焊时,先焊对接缝,后焊角缝;对纵横交错的焊缝,先焊所有的横缝而后焊纵缝;对纵横交错的焊缝,先焊所有的横缝而后焊纵缝;焊缝长度大于100mm时,采用逆向分段法进行焊接,由中间向两端。
重要零件的对接接头,要求两面焊时,正面焊缝的熔深要大于工件厚度的
电焊安全距离不够,触电伤人;焊接地点距电焊机的距离为10m.
操作时,操作人员未戴个人防护用品,灼伤人员;操作时操作人员必须带好个人防护用品。
操作时,电焊接电缆破损,触电伤人;操作前,检查电焊机电缆。
带电搬动电焊机,漏电伤人;严禁带电搬运电焊机。
高空焊接时,未栓保险绳,跌落伤人;高空焊接时,应栓保险绳。
操作电氧焊时,乙炔瓶未装回火装置,漏气产生爆炸伤人;操作电氧焊时,乙炔品必须装回火装置。
职业健康因素:
影响因素
控制措施
噪音
使用耳塞
漏风
停机后处理
吸附的粉尘
定期除尘,佩戴自救器
环境因素:
影响因素
控制措施
写完的记录本
交旧领新
过期的绝缘用具
交旧领新
更换后废旧备件
统一放到指定地点处理
大分类
中分类
小分类
活页号
03-02-001
工器具资材
准备
防护用品
作业
控制
维修作业
自力作业
版次
1
修订状态
0
编制
申展
设备
审核
安全审核
能源环保审核
批准
实施日期
作业步骤
技术、质量、设备检修要点
危险源及控制措施
能源、环境辨识及控制措施
5.5焊接注意事项
6特殊情况的处理
7工作结束
一半,焊后将工件翻过来清楚焊缝根部的熔渣、焊瘤的未焊透部位,直至露出金属,如因结构限制不能两面焊时,焊接正面焊缝,必须保证焊缝根部焊透。
产品焊成后首先进行自检,然后进行互检、专检,合格后批量加工。
后首先进行自检,然后进行互检、专检,合格后批量加工。
5.5.1焊接时严禁将工件拿在手中或手扶工作物进行焊接。
5.5.2连续焊接超过1h后,检查电焊机电线,如发热,温度达到80℃时,必须切断电源。
5.5.3焊接时,严禁由两端焊向中间。
5.5.4施焊时不得在工艺装备或产品部件非焊接面上引弧。
5.5.5氧焊时,注意调节氧气乙炔流量的大小
6.1遇到技术性较强,难度较大的焊件时,必须向领导汇报,并协助制定解决方案。
6.2发现焊缝有气孔产生,立即停止焊接,烘干焊条,消除气泡,保证产品质量。
6.3电弧中断需重新引弧时,应在弧坑前15-20mm处引弧,然后将电弧引向弧坑继续施焊。
7.1工作完毕,先停电焊机负荷,再切断电源开关。
7.2工作完毕,氧气瓶、乙炔瓶上的压力表拆除,氧气管、乙炔管盘放整齐。
检修时,未停电闭锁挂牌,造成触电伤人;检修时应先停电闭锁挂牌。
检修时操作人员未戴绝缘用具,触电伤人;检修时操作人员应戴好个人防护用品。
高空作业时,未栓保险绳,跌落伤人;高空作业时,应栓保险绳。
维修设备时,未固定好设备,碰伤;维修设备时,必须固定好设备
设备接线试验前,未对上一级电源进行停电闭锁,误送电伤人;设备接线试验前,对上一级电源进行停电闭锁挂牌
职业健康因素:
影响因素
控制措施
噪音
使用耳塞
漏风
停机后处理
吸附的粉尘
定期除尘,佩戴自救器
环境因素:
影响因素
控制措施
写完的记录本
交旧领新
过期的绝缘用具
交旧领新
更换后废旧备件
统一放到指定地点处理
大分类
中分类
小分类
活页号BBAAD010/08-001
作业控制
异常处理
事故汇报流程
03-03-002
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
大分类
中分类
小分类
活页号BBABH000/08-001
预案
事故应急处理
现场处置方案清单
04-01-001
编制人/日期
审核人/日期
批准人/日期
修改状态
申展/2015.4.20
尤瑞杰/2015.4.20
0
电气现场处置方案清单
No
编号
记录名称
保管地点
1
2
3
…
4
…
…
…
5
…
…
…
6
…
…
…
7
…
…
…
8
(编制说明:
此项为本岗位所涉及使用的三级预案、现场处置方案)
修订记录
修订时间
原版次
原活页号
现版次
现活页号
修订人
审核人
批准人
(编制说明:
此项为本作业指导书的修订记录)
 升级会员
升级会员 