切割机烟尘净化方案.docx
《切割机烟尘净化方案.docx》由会员分享,可在线阅读,更多相关《切割机烟尘净化方案.docx(12页珍藏版)》请在冰豆网上搜索。
切割机烟尘净化方案
数控等离子切割机烟尘净化系统
(轨距5500;轨长14000)
技术方案
2008年6月
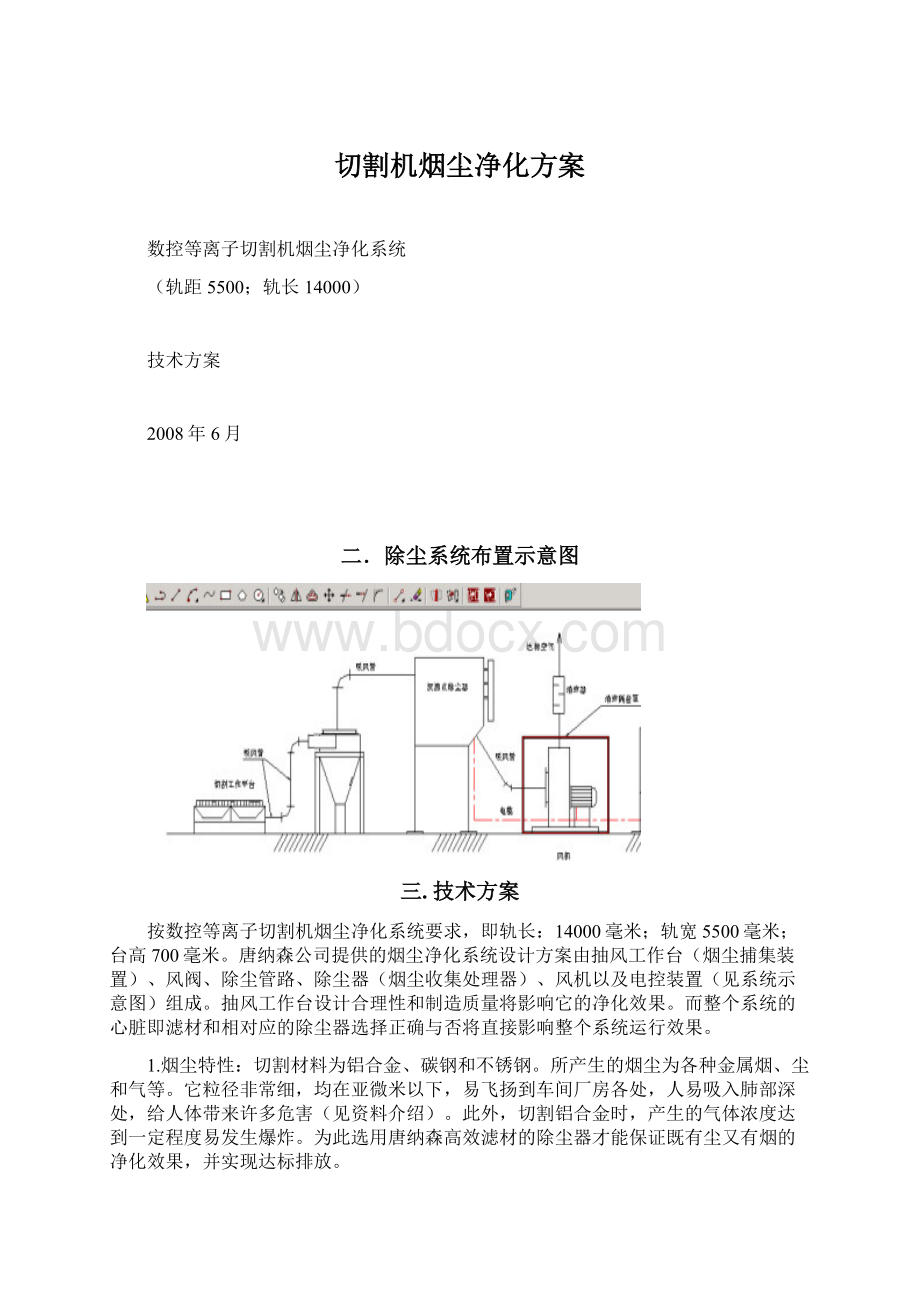
二.除尘系统布置示意图
三.技术方案
按数控等离子切割机烟尘净化系统要求,即轨长:
14000毫米;轨宽5500毫米;台高700毫米。
唐纳森公司提供的烟尘净化系统设计方案由抽风工作台(烟尘捕集装置)、风阀、除尘管路、除尘器(烟尘收集处理器)、风机以及电控装置(见系统示意图)组成。
抽风工作台设计合理性和制造质量将影响它的净化效果。
而整个系统的心脏即滤材和相对应的除尘器选择正确与否将直接影响整个系统运行效果。
1.烟尘特性:
切割材料为铝合金、碳钢和不锈钢。
所产生的烟尘为各种金属烟、尘和气等。
它粒径非常细,均在亚微米以下,易飞扬到车间厂房各处,人易吸入肺部深处,给人体带来许多危害(见资料介绍)。
此外,切割铝合金时,产生的气体浓度达到一定程度易发生爆炸。
为此选用唐纳森高效滤材的除尘器才能保证既有尘又有烟的净化效果,并实现达标排放。
2.抽风工作台(粉尘捕集装置):
根据切割工艺要求,在切割机料台做成整个抽风工作台作净化处理。
该抽烟工作台的设计是按美国通风设计规范结合唐纳森除尘器的特点进行设计。
它的结构设计非常适合切割工艺的要求。
其捕捉率在99%以上。
3.系统风量的确定:
按唐纳森公司在通风除尘的经验,根据等离子切割烟尘上升速度的特点,为了达到良好的捕尘效率,吸烟罩风量设计为12,000m3/h。
4.除尘设备选型:
其系统的核心为唐纳森除尘器及滤材,该滤材是唐纳森公司于1983年发明以滤筒为过滤元件的滤材,它在一般滤材表面贴一层亚微米级粒径的特殊纤微材料。
其非常微小孔可阻挡大部分亚微米级颗粒在唐纳森特殊滤材表面上,从而形成可滲透性的挡尘饼,由此而来可以保持相当长的过滤效率。
对于0.2-0.5微米粉尘颗粒,排放达99.999%,便于细小颗粒处理或贵重物料回收,达到室内排放要求。
其除尘器利用粉尘下沉特性,机体设计为沉流式结构.其内部所有零部件严格按气流运动力学原理进行设计研究试验,使其设备在保证处理风量下,运行阻力为最小。
更换除尘滤筒时,只需在洁净空气室操作,无需进入尘室,保障安全。
一人维修慨念,充分利用人力资源及减少维修成本。
每部除尘器之设计均可独立操作,当其中一部需要维修时,不会影响其它机组操作。
沉流式滤筒结构原理示意图
沉流式工作原理:
粉尘通过风机产生的负压气流经管道进入含尘室,通过滤筒过滤分离到洁净室经风机作用完成。
粉尘则被滤芯阻拦在其表面上,当被阻难的粉尘在滤芯表面不断沉积时,滤芯里外的压差也同时不断加大,当压差达到预先设定值时,控制压缩空气的电磁阀被打开,压缩空气经管道流入反吹清扫系统,通过清扫机构的清扫管瞬间喷向滤芯内表面,使得沉积在滤芯上的粉尘颗粒在高压气流的作用下脱离滤芯表面掉落,使得整个滤芯表面都得到清扫。
净化后的空气由风道、经风机排出。
适合等离子烟尘性粉尘用滤材选唐纳森Ultrra-WebFR阻燃性滤筒。
唐纳森滤筒的特性表
滤材名称
Ultra-WebFR阻燃性椭圆滤筒
最高连续使用温度
65℃
基材
唐纳森特种纤维滤料
过滤效率(0.5um-1um)
99.999%
抗磨能力
优良
其它特点
捕捉粉尘性好
应用
易聚结性纤维粉尘
适合设计风量为12000m3/h的除尘器为DonaldsonTORITDFO3-12沉流式脉冲反吹滤筒除尘器。
除尘设备的主要性能及结构参数
名称
主要性能及结构参数
除尘主机
DFO3-12椭圆阻燃型滤筒沉流式除尘器
滤材
ULTRA-WEBFR椭圆阻燃型滤筒
过滤面积
212m2
过滤风量
12000m3/h
过滤速度
0.78m/min
过滤效率
在0.1-0.5微米下排放达99.999%
TORIT△P清灰控制系统
IP6510个接触点控制器
电磁阀
220V(唐纳森专利)
隔膜阀
(唐纳森专利)
反吹道向管
(唐纳森专利)
压缩空气要求(清灰用)
0.5m3/hr6.2-6.9公斤干燥;无油
软管连结插板阀
设计温度
-100Cand+650C
尺寸公差
+/-5mm主要尺寸公差
+/-2mm详细尺雨公差
体积
深:
2134mm
宽:
1143mm
高:
3721mm
重量
909kg
机体涂料
TORIT蓝色
5.风机:
抽风动力源,根据风量及压力计算,风量:
10197m3/h,全压:
3185Pa。
选用型号为4—68-5A,功率:
15kW。
6.噪音处理:
为有效减少风机运行过程中产生的噪音,风机选配消声器及消声隔音罩。
四.车间内有害物质的最高允许浓度标准
(GB8748-85;GB/T16018-1995;GB/T16024-1995)
(一)有毒物质:
最高允许浓度,mg/m3
1)、一氧化碳-------------------------------------------------------30
2)、苯-------------------------------------------------------------40
3)、甲苯、二甲苯--------------------------------------------------100
4)、丙酮----------------------------------------------------------400
5)、甲醛------------------------------------------------------------3
6)、金属汞------------------------------------------------------0.01
7)、苯烯-----------------------------------------------------------40
8)、化胶化物--------------------------------------------------------1
9)、氨-------------------------------------------------------------30
10)、臭氧---------------------------------------------------------0.3
11)、铅烟----------------------------------------------------------10
12)、氯-------------------------------------------------------------1
13)、氧化氢及盐酸--------------------------------------------------15
14)、四氯化碳------------------------------------------------------25
15)、氯乙烯--------------------------------------------------------30
16)、溶剂汽油-----------------------------------------------------300
17)、甲醇----------------------------------------------------------50
18)、氮氧化物-------------------------------------------------------5
19)、氯化氢----------------------------------------------------------1
20)、磷化氢----------------------------------------------------------1
21)、氟化氢----------------------------------------------------------1
(二)生产性粉尘:
1)、含有10%以上游离SiO2的粉尘-------------------------------------2
2)、含有50%~80%游离SiO2的粉尘----------------------------------1.5
3)、80%以上游离SiO2的粉尘-----------------------------------------1
4)、石棉粉尘及含10%以上石棉粉尘-----------------------------------2
5)、含有10%以下游离SiO2的水泥粉尘--------------------------------6
6)、含有10%以下游离SiO2的煤尘-----------------------------------10
7)、氧化铁烟尘-----------------------------------------------------5
8)、铝、化铅、铝合金粉尘-------------------------------------------4
9)、其它粉尘-------------------------------------------------------10
*其中粉尘系指游离SiO2含量在10%以下,不含有毒物质的矿物性和动植物性粉尘。
五.切割、焊接车间有害物质对人体的危害
切割与焊接是现代工业生产制造及设备维修中不可缺少的一项重要加工工艺。
由于工艺需要,切割(火焰/等离子/激光)&焊接中金属元素、材料表面元素、焊药、保护气(其它气体)在高温作用下会产生各种有害气体和烟尘,危害工人的身体健康,使操纵者易患职业病(见表).
污染物
最高允许浓度mg/m3
产生来源
健康危害
臭氧
0.3
电弧和等离子弧产生的紫外线与空气中氧气作用产生。
呼吸道感觉干燥和刺激,头痛,疲倦,肺充血,肺病变。
氮氧化物
5(NO2)
电弧和等离子弧产生的紫外线作用于空气中氮气所产生。
刺激眼、鼻后呼吸道,肺充血,严重的肺损伤。
一氧化碳
30
焊剂或保护气二氧化碳燃烧分解产生
头痛,头晕,神志不清,窒息。
氯化氢
15
由含氯化物溶剂、聚四氟乙烯、表面涂层材料等分解产生。
各不相同,既包括严重的刺激反应,也有毒性。
光气
0.5
磷化氢
0.3
氟化氢
1
铝
4
金属基材,某些合金,焊条金属芯。
令人厌烦。
镉
0.1
金属保护涂层,某些合金,焊条外皮
严重刺激肺脏,肺气肿,损害肾脏和肝脏。
铬
0.05
不锈钢种的合金,合金钢。
怀疑致癌物(六价铬)
铜
--
镍铜合金,黄铜,青铜,金属镀层,焊条。
刺激鼻喉,恶心,患金属烟热病。
(氧化)铁
--
大多数钢材切割&焊接烟尘中的主要成分。
刺激鼻、喉、肺,肺色素沉着(铁末沉着症),尘肺病。
氟化物
1
焊条外皮和焊剂。
刺激眼、鼻、喉,肺充血,骨骼改变。
铅
0.05
焊料,黄铜,青铜合金,钢材的涂层
贫血,疲乏,异常疼痛,生殖能力下降,肾脏损伤,神经损伤
锰
0.2
碳钢和不锈钢中的合金,焊条。
寒战,患金属烟热病,神经系统损伤。
钼
4(可溶)
钢合金。
代谢失常,刺激鼻、眼,喉,气短。
6(不可溶)
镍
1
不锈钢、铜镍合金铬镍铁合金,耐热镍铬铁合金。
刺激眼、鼻、喉。
锡
--
青铜,钎料。
锡尘肺
锑
1
不锈钢,其它合金,焊剂,涂层。
令人厌烦。
钒
0.1
钢合金,焊条外皮
刺激眼、鼻、呼吸道、支气管,视网膜炎,肺水肿
锌
5
电镀涂层,黄铜,青铜,钎料,金属填充料。
金属烟热,寒战,发烧,流感症状
操作工焊接一个小时相当于他吸58盒20支装香烟的危害
切割&焊接作业工人的防护要结合作业特点,选择适合的除尘设备。
切割&焊接作业时通常火花迸射,局部温度比较高,要求过滤材料具有阻燃特性,可延长装备使用时间;
由于工件不同而处理风量不一样,有些除尘设备在设计时考虑到了切割&焊接作业的特点,在吸风罩做成不同的设计,省去操作人员的麻烦,可提高工效;有些还考虑焊工在切割&焊接后往往需要打磨工件,所以设计可提升的万向臂吸风罩,而内层罩装有小灯便于操作,保护眼睛和头部皮肤。
在选择除尘过滤器时要避免三个误区:
只注意标定的过滤效率,忽视实际过滤效果。
由于切割&焊接烟尘的颗粒非常小,通
常在1微米以下,所以必须了解所选除尘排放标准和检测方法中使用的是什么样的颗粒物。
科学研究已经证明,0.3微米的颗粒物是各种一般普通过滤材料最不易过滤的粒径,所以国外普遍用这种粒径的颗粒物检测除尘器和滤料的过滤效率,如果效率能达到95%,那么过滤无论大于还是小于0.3(0.5)微米的颗粒物效率必然在95%(99.999%)以上。
由于我国目前在强制执行的检测标准中(LD29-92)还没有使用这种粒径的颗粒物,所检测的除尘器的标定过滤效率并不能代表过滤切割&焊接烟尘的实际过滤效率。
2.只注意过滤效率高低,忽视除尘器的密封性。
如果设备制造简陋,因而造成不密封,有害物质(粉尘或气体)会从泄漏处直接排放在工作现场及室外,这样过滤效率再高的滤料也不会起作用
3.认为作业场所已经设置了排风装置,把有害气体和烟尘排放到室外就可以而不需要任何保护。
由于切割&焊接作业的特点,既使切割&焊接烟可以被排风设备排走,也仅仅只能避免有害物的扩散,降低环境浓度.但在排放到室外后,会随着空气流进入室内污染工作现场或造成大气层污染,所以切割&焊接所产生的烟尘及有毒气体必须在排放之前进行处理。
对于有毒气体净化目前国际上有三种类型:
即物理吸附型;化学型和离子化型.三种各有千秋,但都无法从根本上完全净化有毒气体.它们至多只能对付一种或几种污染物.离子化型对固体颗粒物等污染物无能为力。
切割&焊接排放物含有气、烟和尘。
其产生少量有毒气体只能采用物理吸附型.唐纳森滤材由于其表面涂有特殊滤料,使被处理烟尘在滤材表面形成透气性层饼,起初过滤作用,该层饼具有吸附作用,故唐纳森滤材非常适宜处理焊接、切割排放物。
六.美国唐纳森产品与国内外除尘器的比较
项目
美国唐纳森产品
国内外其它厂家产品
滤材
唐纳森滤材在一般滤材表面贴一层亚微米级直径的特殊纤微材料。
其微小孔可阻挡大部分亚微米级颗粒在唐纳森特殊滤材表面上,从而形成可滲透性的挡尘饼,由此而来可以保持相当长的过滤效率。
此外该滤材能放火阻燃.
由于其滤材没有采取特殊处理,大部分亚微米级颗粒容易滲透到滤材纤微中,经长时间使用后,其过滤效率越来越低。
过滤效率
0.2-0.5微米粉尘颗粒,排放达99.999%,便于室内排放
微米粉尘颗粒,排放达99.0%.室外排放.
滤材寿命
使用寿命长,通常在2-5年
使用寿命短
机体结构
利用粉尘下沉特性,机体设计为沉流式结构.其内部所有零部件严格按气流运动力学原理进行设计研究试验,使其设备在保证处理风量下,运行阻力为最小。
没有做这方面的研究工作。
清灰
由于滤材为表面过滤,粉尘颗粒在滤材表面形成可滲透性的挡尘饼,配上合理的全自动脉冲气流反吹清灰系统,使挡尘饼从滤材表面自动往下脱落。
从而保证整个长期良好连续运行。
清灰困难
能耗
由于滤材为表面过滤,配上合理的全自动脉冲气流反吹清灰系统。
系统经长期连续运行,其阻力及其它相关参数保持恒定,从而风机压力稳定,电机能耗低。
除尘效果仍然很好。
系统经长期连续运行,其阻力及其它相关参数发生变化,从而风机压力增大,使之风机噪音越来越大,电机能耗越来越高。
除尘效果也越来越差
维修保养
更换滤材方便,不用工具,直接旋转手柄即可从侧面取出滤材。
从而使整个设备维修保养容易。
设备维修保养困难
设备大小
由于滤材过滤面积大,而且采用积木式模块化设计,在处理相同风量下,设备体积小,重量轻。
便于放在厂房车间内。
由于滤材过滤面积小,在处理相同风量下,设备体积大,重量重。
通常放在厂房车间外。
售后服务
实行终生维修保养制,定期回访用户。
在无锡工厂备有各种进口零部件,方便及时服务客户。
由于工厂或技术人员在国外,碰到问题难解。
此外进口零部件供货周期长。
而国内企业售后不管,原因是系统参数已变。
第十三章:
干燥
通过本章的学习,应熟练掌握表示湿空气性质的参数,正确应用空气的H–I图确定空气的状态点及其性质参数;熟练应用物料衡算及热量衡算解决干燥过程中的计算问题;了解干燥过程的平衡关系和速率特征及干燥时间的计算;了解干燥器的类型及强化干燥操作的基本方法。
二、本章思考题
1、工业上常用的去湿方法有哪几种?
态参数?
11、当湿空气的总压变化时,湿空气H–I图上的各线将如何变化?
在t、H相同的条件下,提高压力对干燥操作是否有利?
为什么?
12、作为干燥介质的湿空气为什么要先经预热后再送入干燥器?
13、采用一定湿度的热空气干燥湿物料,被除去的水分是结合水还是非结合水?
为什么?
14、干燥过程分哪几种阶段?
它们有什么特征?
15、什么叫临界含水量和平衡含水量?
16、干燥时间包括几个部分?
怎样计算?
17、干燥哪一类物料用部分废气循环?
废气的作用是什么?
18、影响干燥操作的主要因素是什么?
调节、控制时应注意哪些问题?
三、例题
例题13-1:
已知湿空气的总压为101.3kN/m2,相对湿度为50%,干球温度为20oC。
试用I-H图求解:
(a)水蒸汽分压p;
(b)湿度H;
(c)热焓I;
(d)露点td;
(e)湿球温度tw;
(f)如将含500kg/h干空气的湿空气预热至117oC,求所需热量Q。
解:
由已知条件:
P=101.3kN/m2,Ψ0=50%,t0=20oC在I-H图上定出湿空气的状态点A点。
(a)水蒸汽分压p
过预热器气所获得的热量为
每小时含500kg干空气的湿空气通过预热所获得的热量为
例题13-2:
在一连续干燥器中干燥盐类结晶,每小时处理湿物料为1000kg,经干燥后物料的含水量由40%减至5%(均为湿基),以热空气为干燥介质,初始湿度H1为0.009kg水•kg-1绝干气,离开干燥器时湿度H2为0.039kg水•kg-1绝干气,假定干燥过程中无物料损失,试求:
(1)水分蒸发是qm,W(kg水•h-1);
(2)空气消耗qm,L(kg绝干气•h-1);
原湿空气消耗量qm,L’(kg原空气•h-1);
(3)干燥产品量qm,G2(kg•h-1)。
解:
qmG1=1000kg/h,w1=40℃,w2=5%
H1=0.009,H2=0.039
qmGC=qmG1(1-w1)=1000(1-0.4)=600kg/h
x1=0.4/0.6=0.67,x2=5/95=0.053
①qmw=qmGC(x1-x2)=600(0.67-0.053)=368.6kg/h
②qmL(H2-H1)=qmw
qmL’=qmL(1+H1)=12286.7(1+0.009)=12397.3kg/h
③qmGC=qmG2(1-w2)
∴
精品文档
 升级会员
升级会员 