数控铣床中级操作工考试复习题汇总.docx
《数控铣床中级操作工考试复习题汇总.docx》由会员分享,可在线阅读,更多相关《数控铣床中级操作工考试复习题汇总.docx(103页珍藏版)》请在冰豆网上搜索。
数控铣床中级操作工考试复习题汇总
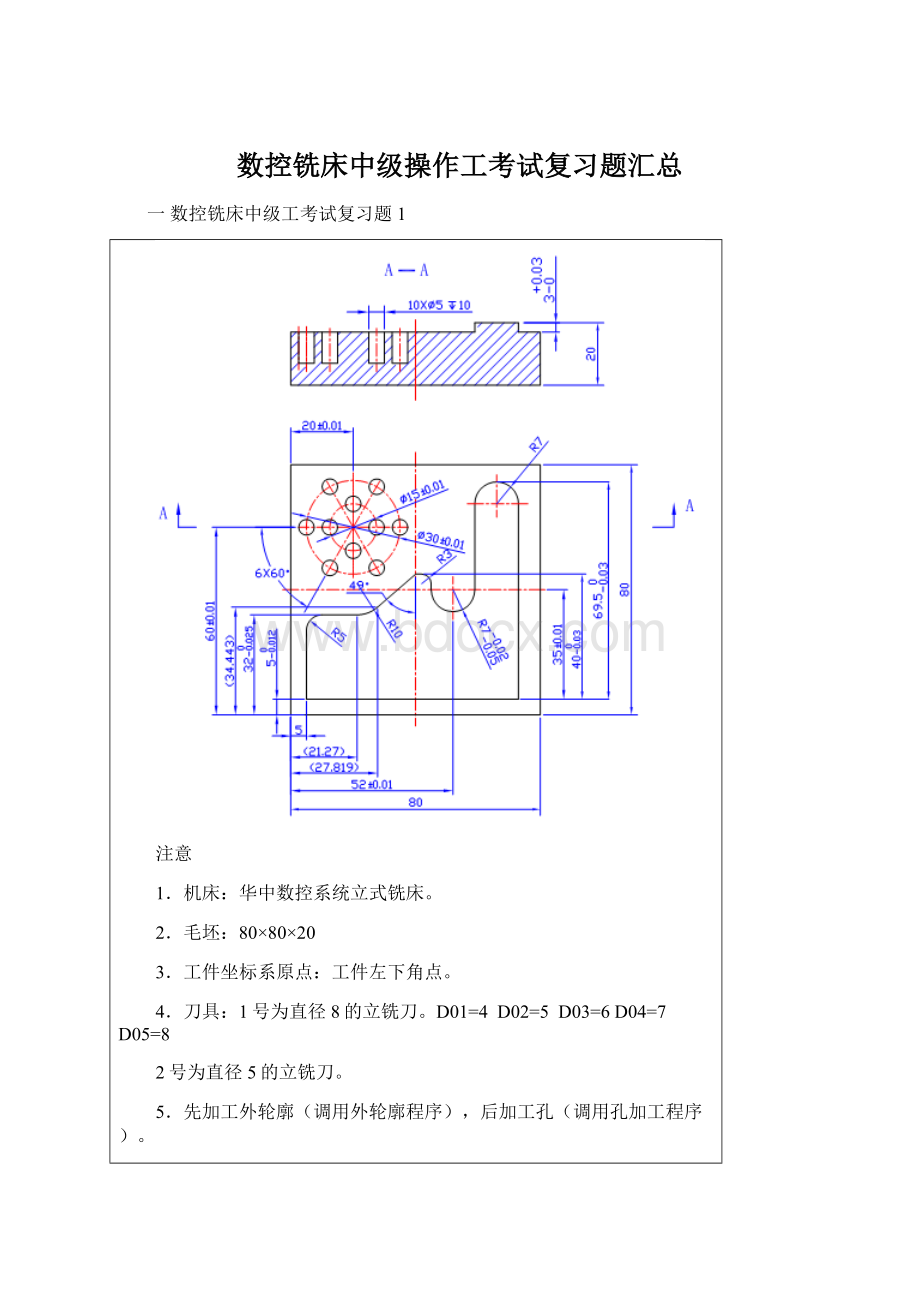
一数控铣床中级工考试复习题1
注意
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×20
3.工件坐标系原点:
工件左下角点。
4.刀具:
1号为直径8的立铣刀。
D01=4D02=5D03=6D04=7D05=8
2号为直径5的立铣刀。
5.先加工外轮廓(调用外轮廓程序),后加工孔(调用孔加工程序)。
加工外轮廓程序
加工孔程序
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
Z5;
X-10.Y-10.;
G01G43H01Z-3.;
G41D01;
M98P0002;
G41D02;
M98P0002;
G41D03;
M98P0002;
G41D04;
M98P0002;
G41D05
M98P0002;
G00X-5Y80;
G01Z-3;
X55;
G91Y-7;
X-55;
Y-7
X55;
Y-7
X-55
Y-7
X55
X-55
Y-7
X30
X-30
Y-5
X20
G00Z100;
M30;
%0002
G01Z-3
X5Y5;
Y27;
G02X10Y32R5;
G01X21.27.;
G03X27.819Y34.443R10;
G01X40Y45.;
X42;
G91G02X3Y-3R3;
G01Y-2
G03X14Y0R7;
G90Y67.5;
G02X73.Y67.5R7;
G01Y5;
X5;
G00G40X-10.Y-10.;
Z5;
M99;
%0001
G90G00G40G54X0Y0M03S500F50.T01;
G43Z100H02;
Z5;
M98P0003;
G68X20Y60P90;
M98P0003;
G68X20Y60P180;
M98P0003;
G68X20Y60P270;
M98P0003;
G69;
M98P0004;
G68X20Y60P60;
M98P0004;
G68X20Y60P120;
M98P0004;
G68X20Y60P180;
M98P0004;
G68X20Y60P240;
M98P0004;
G68X20Y60P300;
M98P0004;
G69;
G00Z100;
G80X0Y0;
M30;
%0003
G99G81X27.5Y60Z-10R0F50;
M99;
%0004
G99G81X35Y60Z-10R0F50;
M99;
二数控铣床中级工考试复习题2
注意事项
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×20
3.工件坐标系原点:
工件上表面中心点。
4.刀具:
1号为直径10的立铣刀,长度70。
2号为直径3的立铣刀,长度60。
5.刀具补偿值
D01=32D02=23H02=-10程序中用G43D03=15D04=13.2D05=2.2D06=-2.2
6.加工顺序
加工外轮廓(调用外轮廓程序),后加工内轮廓(调用内轮廓加工程序)。
外轮廓加工程序
内轮廓加工程序程序
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
Z20;
G41D01;
M98P0002;
G41D02;
M98P0002;
G41D03;
M98P0002;
G41D04;
M98P0002;
G41D05
M98P0002;
G41D06
M98P0002
G00X0Y0
G81X0Y0Z-10R3F40;
G80G00Z10;
X-5.774
G01Z-4
G03I5.774
G01X-0.774
G03I0.774
G00Z10
X0Y0
G00Z100;
M30;
%0002
X0Y30
G01Z-4
G02X-3.99Y-29.734R30
X-13.237Y-21.821R11.2
G01X-18.118Y-5.379;
G02X-17.242Y7.7741R18.9;
G01X-10.218Y23.387;
G02X0Y30R11.2;
G00Z20
G40G00X40
X0Y0
M99;
%0001
G54G40G00G90X0Y0T01
G43H02Z100
M03S500F50
Z10
X-9.274
G01Z-10
G03I9.274
G01X-8.5
G03I8.5
G00Z10
X0Y0
Z100
M30
三数控铣床中级工考试复习题3
注意事项
1.机床:
华中数控系统立式铣床。
2.毛坯:
96×70×36
3.工件坐标系原点:
工件上表面中心点。
4.刀具:
1号为直径10的立铣刀,长度70。
5.刀具补偿值
D01=27D02=18D03=9D04=5D05=-6.5
6.加工顺序
加工外轮廓,后加工两个长槽。
加工程序
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
Z20;
#51=-5
G41D01;
M98P0002;
G41D02;
M98P0002;
G41D03;
M98P0002;
G41D04;
M98P0002;
X0Y0
#51=-10
G41D05
M98P0002;
G00X-18.5Y8
G01Z-10
G91X30
Y-9
X-30
Y-9
X30
G90G00Z10
X0Y0
M98P0003
G68X-2Y0P150
M98P0003
G69
G00Z100;
M30;
%0002
X10Y-21.5;
G01Z[#51]
X-11.5;
G02X-25Y-8R13.5;
G01Y14.8.;
G02X-18.3Y21.5R6.7;
G01X-12.5185
G02X-7.0005Y18.6002R6.7
G03X7.0005Y18.6002R8.5
G02X12.5185Y21.5R6.7
X18.3;
G02X25Y14.8R6.7;
Y-8;
G02X11.5Y-21.5R13.5;
G01X0
G00Z20
G40G00X-10
M99;
%0003
G41X55Y7.3D04
G01Z-10
X36
G03Y-7.3R7.3
G01X55
G00Z20
G40X0Y0
M99
四数控铣床中级工考试复习题4
注意
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×23
3.工件坐标系原点:
工件左下角点。
4.刀具:
1号为直径8的立铣刀,D01=4,长度60。
2号为直径3的立铣刀,长度60。
5.先加工外轮廓(调用外轮廓程序),后加工槽(调用槽加工程序)。
加工外轮廓程序
加工槽程序
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
Z5;
X-10.Y-10.;
G01Z-6.;
G41D01X5Y5;
Y27;
G02X10Y32R5;
G01X21.27.;
G03X27.819Y34.443R10;
G01X40Y45.;
X41.98
G91G02X3Y-3R3;
G01Y-2
G03X16Y0R8;
G90Y67.5;
G02X76.98Y67.5R7.99;
G01Y5;
X5;
G00G40X-10.Y-10.;
Z5;
G00X-5Y80;
G01Z-6;
X80
X57
G91Y-7;
X-57;
Y-7
X57;
Y-7
X-57
Y-7
X57
X-5
Y-5
Y5
X-52
Y-7
X30
X-30
Y-5
X20
X-20
Y-4
G90G00Z100;
X-5Y0
G01Z-3
X80
G91Y7
X-85
Y7
X85
Y7
X-85
Y7
X85
Y7
X-85
Y7
X85
Y7
X-85
Y6.52
X85
G90G00Z5
G91X10Y-5
G90G01Z-3
G41D01Y59.51
X69.01
G02J7.99
G91G01X-10
G40X-10
G90Z100
M30;
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
Z5;
X20Y20
G68X20Y20P39
M98P0002
G69
G00Z100
M30
%0002
G01Z-9
G91Y-7
G90Z5
G91X12
G90Z-9
G91Y7
G90Z5
G91X12
G90Z-9
G91Y-7
M99;
五数控铣床中级工考试复习题5
注意
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×20
3.工件坐标系原点:
工件左下角点。
4.刀具:
1号为直径8的立铣刀,D01=4,长度60。
2号为直径6的立铣刀,长度50,H02=-10。
3号为直径2的立铣刀,D03=1,长度40,H03=-20。
5.先加工外轮廓(调用外轮廓程序),后加工孔(调用孔加工程序),最后加工槽(调用槽加工程序)。
加工外轮廓程序
加工孔程序
加工槽程序
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
Z5;
X-10.Y-10.;
G01Z-3.;
G41D01X5Y5;
Y27;
G02X10Y32R5;
G01X21.27.;
G03X27.819Y34.443R10;
G01X40Y45.;
X42
G91G02X3Y-3R3;
G01Y-2
G03X15Y0R7.5;
G90Y67.5;
G02X75R7.5;
G01Y5;
X5;
G00G40X-10.Y-10.;
Z5;
G00X-5Y80;
G01Z-3;
X80
X56
G91Y-7;
X-56;
Y-7
X56;
Y-7
X-56
Y-7
X56
X-5
Y-5
Y5
X-51
Y-7
X28
X-28
Y-5
X20
X-20
Y-5
G90G00Z100;
M30;
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
G43Z5H02;
X67.5Y67.5
X70.3
G01Z-3
G91G03X-5.6Y0R2.8
Y-7
X5.8
Y7
G90X67.5
G00Z5
G81X32Y72R3Z-13
Y64
Y56
Y48
X24
X16
X8
Y56
Y64
Y72
X16Y64
X24
G00X0Y0Z100
M30;
%0001
G90G00G40G54X0Y0M03S1000F100.T01;
Z100;
G43Z5H03;
X67.5Y67.5
G41D03X72.3
G01Z-3
G90G03X61.7R5.8
G91Y-7.5
G03X2.5Y-2.5R2.5
G90X70.8
G91G03X2.5Y2.5R2.5
Y7.5
G90X67.5
G00Z5
G00X0Y0Z100
M30;
五数控铣床中级工考试复习题6
注意
1.机床:
华中数控系统立式加工中心。
2.毛坯:
150×120×35
3.工件坐标系原点:
工件上表面中心点。
4.刀具:
1号为直径8的立铣刀,长度60。
2号为直径16的立铣刀,长度100,H02=40。
刀具补偿:
D01=46D02=39D03=32D04=25D05=18D06=11
D07=4D08=8D09=4
5.先加工外轮廓,后加工内轮廓。
加工程序
%0001;
G28;
M06T01;
G49G90G00G40G54X0Y0
M03S1000F50.;
Z100.;
Z10
X80.Y-80.;
G41D01;
M98P0002;
G41D02;
M98P0002;
G41D03;
M98P0002;
G41D04;
M98P0002;
G41D05;
M98P0002;
G41D06;
M98P0002;
G41D07;
M98P0002;
G00X0Y0
M98P0003
G24X0
M98P0003
G25X0
G00Z10
N106G0G90G54X-70.Y10.S3500M3F100
N108Z25.
N110Z5.
N112G1Z0.
N114X-56.285
N116G0Z5.
N118Z25.
N120X56.285
N122Z5.
N124G1Z0.
N126X70.
N128G0Z5.
N130Z25.
N132X74.Y11.19
N134Z24.815
N136Z4.815
N138G1Z-.185
N140X73.997Z-.138
N142X73.986Z-.097
N144X73.973Z-.069
N146X73.948Z-.042
N148X73.911Z-.016
N150X73.876Z-.009
N152X73.806Z-.007
N154G0Z4.993
N156Z24.993
N158Z25.
N160X-73.806
N162Z24.993
N164Z4.993
N166G1Z-.007
N168X-73.876Z-.009
N170X-73.911Z-.016
N172X-73.948Z-.042
N174X-73.973Z-.067
N176X-73.986Z-.097
N178X-73.997Z-.138
N180X-74.Z-.185
N182Y12.381
N184Z-.792
N186X-73.984Z-.558
N188X-73.961Z-.458
N190Z-.447
N192X-73.955Z-.423
N194X-73.895Z-.281
N196X-73.892
N198X-73.862Z-.235
N200X-73.783Z-.154
N202X-73.719Z-.109
N204X-73.628Z-.067
N206X-73.606
N208X-73.449Z-.028
N210Z-.016
N212X-73.197
N214G0Z4.984
N216Z24.984
N218Z25.
N220X73.197
N222Z24.984
N224Z4.984
N226G1Z-.016
N228X73.449
N230Z-.028
N232X73.606Z-.067
N234X73.628
N236X73.719Z-.109
N238X73.784Z-.154
N240X73.862Z-.235
N242X73.892Z-.281
N244X73.895
N246X73.955Z-.423
N248X73.961Z-.447
N250Z-.458
N252X73.984Z-.558
N254X73.991Z-.652
N256Z-.672
N258X74.Z-.792
N260Y13.571
N262Z-2.203
N264X73.97Z-1.53
N266Z-1.479
N268X73.966Z-1.42
N270X73.926Z-1.198
N272Z-1.172
N274X73.923
N276X73.886Z-.988
N278X73.854Z-.895
N280X73.787Z-.72
N282X73.752Z-.66
N284Z-.652
N286X73.746
N288X73.684Z-.55
N290X73.602Z-.456
N292Z-.447
N294X73.587Z-.43
N296X73.395Z-.285
N298Z-.281
N300X73.387
N302X73.134Z-.16
N304Z-.154
N306X73.076
N308X72.792Z-.081
N310Z-.067
N312X72.36
N314Z-.016
N316X71.77
N318G0Z4.984
N320Z24.984
N322Z25.
N324X-71.77
N326Z24.984
N328Z4.984
N330G1Z-.016
N332X-72.36
N334Z-.067
N336X-72.792
N338Z-.081
N340X-73.076Z-.154
N342X-73.134
N344Z-.16
N346X-73.387Z-.281
N348X-73.395
N350Z-.285
N352X-73.587Z-.43
N354X-73.602Z-.447
N356Z-.456
N358X-73.684Z-.55
N360X-73.746Z-.652
N362X-73.752
N364Z-.66
N366X-73.787Z-.72
N368X-73.886Z-.988
N370X-73.923Z-1.172
N372X-73.926
N374Z-1.198
N376X-73.966Z-1.42
N378X-73.97Z-1.479
N380Z-1.53
N382X-73.984Z-1.811
N384X-74.Z-2.203
N386X-73.921Y14.762
N388Z-4.
N390X-73.917Z-3.641
N392X-73.903Z-3.272
N394X-73.88Z-2.899
N396X-73.85Z-2.548
N398Z-2.528
N400X-73.812Z-2.191
N402Z-2.163
N404X-73.737Z-1.845
N406Z-1.811
N408X-73.73
N410X-73.638Z-1.479
N412X-73.634
N414X-73.499Z-1.192
N416Z-1.172
N418X-73.487Z-1.148
N420X-73.308Z-.908
N422Z-.895
N424X-73.273Z-.852
N426X-73.062Z-.671
N428Z-.652
N430X-73.055
N432X-73.014Z-.619
N434X-72.713Z-.459
N436Z-.447
N438X-72.64Z-.41
N440X-72.249Z-.298
N442Z-.281
N444X-72.195
N446X-71.921Z-.206
N448X-71.577Z-.176
N450Z-.154
N452X-70.995
N454X-70.Z-.075
N456X-56.285
N458X-56.269Z-.076
N460X-55.606Z-.072
N462X-54.194Z-.045
N464X-53.452Z-.025
N466X-53.106Z-.012
N468X-52.097
N470Z0.
N472X-52.085
N474G0Z5.
N476Z25.
N478X52.085
N480Z5.
N482G1Z0.
N484X52.097
N486Z-.012
N488X53.106
N490X53.452Z-.025
N492X54.377Z-.048
N494X55.606Z-.072
N496X56.269Z-.076
N498X56.285Z-.075
N500X70.
N502X70.995Z-.154
N504X71.577
N506Z-.176
N508X71.921Z-.206
N510X72.195Z-.281
N512X72.249
N514Z-.298
N516X72.64Z-.41
N518X72.713Z-.447
N520Z-.459
N522X73.014Z-.619
N524X73.055Z-.652
N526X73.062
N528Z-.671
N530X73.273Z-.852
N532X73.308Z-.895
N534Z-.908
N536X73.487Z-1.148
N538X73.499Z-1.172
N540Z-1.192
N542X73.634Z-1.479
N544X73.638
N546X73.73Z-1.811
N548X73.737
N550Z-1.845
N552X73.812Z-2.163
N554Z-2.191
N556X73.85Z-2.528
N558Z-2.548
N560X73.88Z-2.902
N562X73.903Z-3.279
N564X73.917Z-3.644
N566X73.921Z-4.
N568Z-2.899
N570X73.486Y15.952
N572Z-4.
N574X73.48Z-3.702
N576Z-3.641
N578X73.472Z-3.514
N580X73.451Z-3.288
N582Z-3.272
N584X73.447
N586X73.389Z-2.915
N588Z-2.899
N590X73.385
N592X73.303Z-2.537
N594Z-2.528
N596X73.197Z-2.163
N598X73.194
N600X73.031Z-1.84
N602Z-1.811
 升级会员
升级会员 