大学方案外文翻译冲压模具方案成型方面.docx
《大学方案外文翻译冲压模具方案成型方面.docx》由会员分享,可在线阅读,更多相关《大学方案外文翻译冲压模具方案成型方面.docx(15页珍藏版)》请在冰豆网上搜索。
大学方案外文翻译冲压模具方案成型方面
英文翻译
4Sheetmetalformingandblanking
4.1Principlesofdiemanufacture
4.1.1Classificationofdies
Inmetalforming,thegeometryoftheworkpieceisestablishedentirelyorpartiallybythegeometryofthedie.Incontrasttomachiningprocesses,ignificantlygreaterforcesarenecessaryinforming.Duetothecomplexityoftheparts,formingisoftennotcarriedoutinasingleoperation.Dependingonthegeometryofthepart,productioniscarriedoutinseveraloperationalstepsviaoneorseveralproductionprocessessuchasformingorblanking.Oneoperationcanalsoincludeseveralprocessessimultaneously(cf.Sect.2.1.4>.
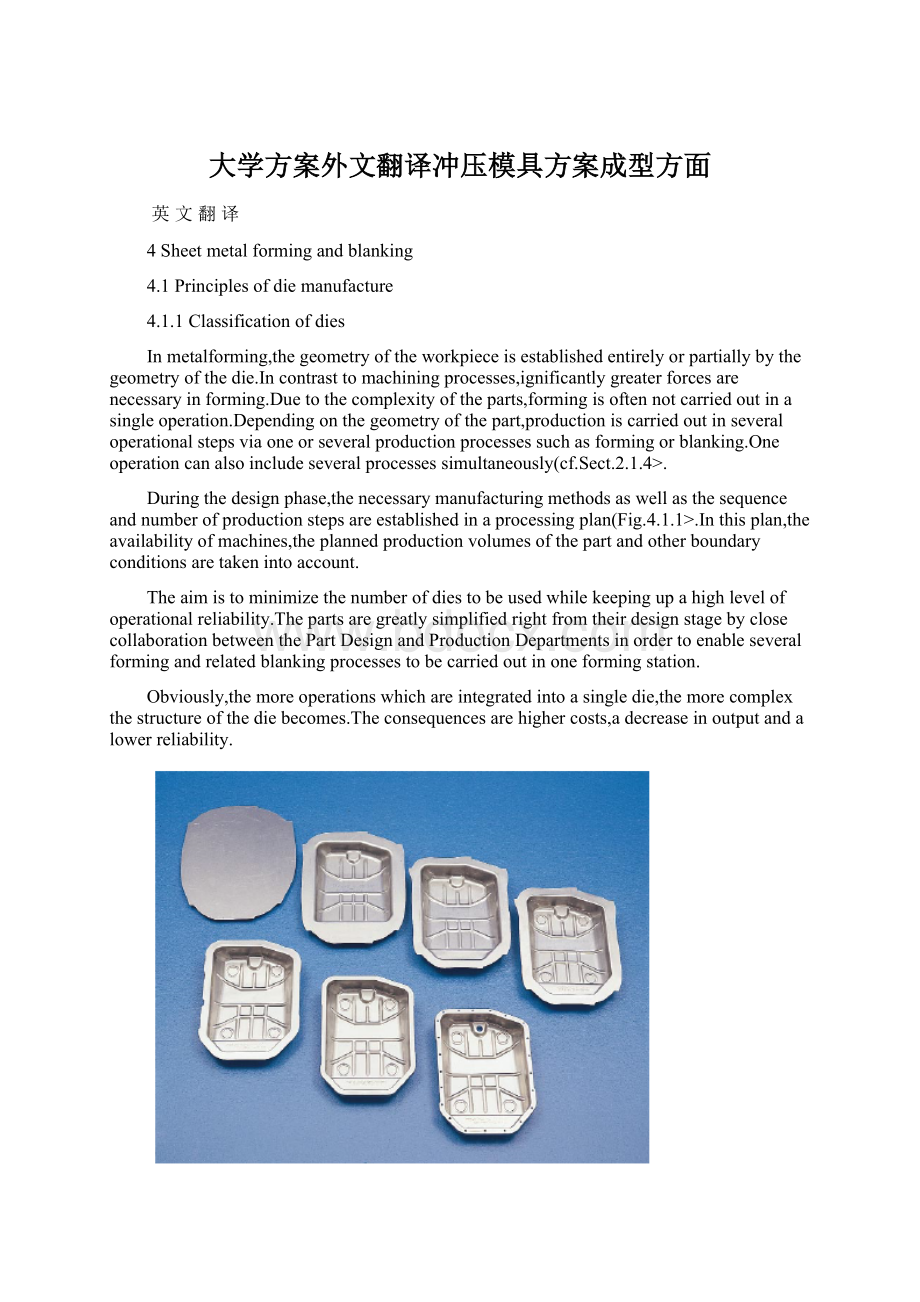
Duringthedesignphase,thenecessarymanufacturingmethodsaswellasthesequenceandnumberofproductionstepsareestablishedinaprocessingplan(Fig.4.1.1>.Inthisplan,theavailabilityofmachines,theplannedproductionvolumesofthepartandotherboundaryconditionsaretakenintoaccount.
Theaimistominimizethenumberofdiestobeusedwhilekeepingupahighlevelofoperationalreliability.ThepartsaregreatlysimplifiedrightfromtheirdesignstagebyclosecollaborationbetweenthePartDesignandProductionDepartmentsinordertoenableseveralformingandrelatedblankingprocessestobecarriedoutinoneformingstation.
Obviously,themoreoperationswhichareintegratedintoasingledie,themorecomplexthestructureofthediebecomes.Theconsequencesarehighercosts,adecreaseinoutputandalowerreliability.
Fig.4.1.1Productionstepsforthemanufactureofanoilsump
Typesofdies
Thetypeofdieandthecloselyrelatedtransportationofthepartbetweendiesisdeterminedinaccordancewiththeformingprocedure,thesizeofthepartinquestionandtheproductionvolumeofpartstobeproduced.
Theproductionoflargesheetmetalpartsiscarriedoutalmostexclusivelyusingsinglesetsofdies.Typicalpartscanbefoundinautomotivemanufacture,thedomesticapplianceindustryandradiatorproduction.Suitabletransfersystems,forexamplevacuumsuctionsystems,allowtheinstallationofdouble-actiondiesinasufficientlylargemountingarea.Inthisway,forexample,therightandleftdoorsofacarcanbeformedjointlyinoneworkingstroke(cf.Fig.4.4.34>.
Largesizesinglediesareinstalledinlargepresses.Thetransportationofthepartsfromoneformingstationtoanotheriscarriedoutmechanically.Inapresslinewithsinglepressesinstalledonebehindtheother,feedersorrobotscanbeused(cf.Fig.4.4.20to4.4.22>,whilstinlarge-paneltransferpresses,systemsequippedwithgripperrails(cf.Fig.4.4.29>orcrossbarsuctionsystems(cf.Fig.4.4.34>areusedtotransfertheparts.
Transferdiesareusedfortheproductionofhighvolumesofsmallerandmediumsizeparts(Fig.4.1.2>.Theyconsistofseveralsingledies,whicharemountedonacommonbaseplate.Thesheetmetalisfedthroughmostlyinblankformandalsotransportedindividuallyfromdietodie.Ifthisparttransportationisautomated,thepressiscalledatransferpress.Thelargesttransferdiesareusedtogetherwithsinglediesinlarge-paneltransferpresses(cf.Fig.4.4.32>.
Inprogressivedies,alsoknownasprogressiveblankingdies,sheetmetalpartsareblankedinseveralstages。
generallyspeakingnoactualformingoperationtakesplace.Thesheetmetalisfedfromacoilorintheformofmetalstrips.Usinganappropriatearrangementoftheblankswithintheavailablewidthofthesheetmetal,anoptimalmaterialusageisensured(cf.Fig.4.5.2to4.5.5>.Theworkpieceremainsfixedtothestripskeletonupuntilthela
Fig.4.1.2Transferdiesetfortheproductionofanautomatictransmissionforanautomotiveapplication
-stoperation.Thepartsaretransferredwhentheentirestripisshiftedfurtherintheworkflowdirectionaftertheblankingoperation.Thelengthoftheshiftisequaltothecenterlinespacingofthediesanditisalsocalledthestepwidth.Sideshears,veryprecisefeedingdevicesorpilotpinsensurefeed-relatedpartaccuracy.Inthefinalproductionoperation,thefinishedpart,i.e.thelastpartinthesequence,isdisconnectedfromtheskeleton.Afieldofapplicationforprogressiveblankingtoolsis,forexample,intheproductionofmetalrotorsorstatorblanksforelectricmotors(cf.Fig.4.6.11and4.6.20>.
Inprogressivecompounddiessmallerformedpartsareproducedinseveralsequentialoperations.Incontrasttoprogressivedies,notonlyblankingbutalsoformingoperationsareperformed.However,theworkpiecealsoremainsintheskeletonuptothelastoperation(Fig.4.1.3andcf.Fig.4.7.2>.Duetotheheightoftheparts,themetalstripmustberaisedup,generallyusingliftingedgesorsimilarliftingdevicesinordertoallowthestripmetaltobetransportedmechanically.Pressedmetalpartswhichcannotbeproducedwithinametalstripbecauseoftheirgeometricaldimensionsarealternativelyproducedontransfersets.
Fig.4.1.3Reinforcingpartofacarproducedinastripbyacompounddieset
Nexttothediesalreadymentioned,aseriesofspecialdiesareavailableforspecialindividualapplications.Thesediesare,asarule,usedseparately.Specialoperationsmakeitpossible,however,forspecialdiestobeintegratedintoanoperationalSequence.Thus,forexample,inflangingdiesseveralmetalpartscanbejoinedtogetherpositivelythroughthebendingofcertainmetalsections(Fig.4.1.4andcf.Fig.2.1.34>.Duringthisoperationreinforcingparts,glueorothercomponentscanbeintroduced.
Otherspecialdieslocatespecialconnectingelementsdirectlyintothepress.Sortingandpositioningelements,forexample,bringstampingnutssynchronisedwiththepresscyclesintothecorrectpositionsothatthepunchheadscanjointhemwiththesheetmetalpart(Fig.4.1.5>.Ifthereissufficientspaceavailable,formingandblankingoperationscanbecarriedoutonthesamedie.
Furtherexamplesincludebending,collar-forming,stamping,fineblanking,wobbleblankingandweldingoperations(cf.Fig.4.7.14and4.7.15>.
Fig.4.1.4Ahemmingdie
Fig.4.1.5Apressedpartwithanintegratedpunchednut
4.1.2Diedevelopment
Traditionallythebusinessofdieengineeringhasbeeninfluencedbytheautomotiveindustry.Thefollowingobservationsaboutthediedevelopmentaremostlyrelatedtobodypaneldieconstruction.Essentialstatementsare,however,madeinafundamentalcontext,sothattheyareapplicabletoallareasinvolvedwiththeproductionofsheet-metalformingandblankingdies.
Timingcycleforamassproducedcarbodypanel
Untiltheendofthe1980ssomecarmodelswerestillbeingproducedforsixtoeightyearsmoreorlessunchangedorinslightlymodifiedform.Today,however,productiontimecyclesaresetforonlyfiveyearsorless(Fig.4.1.6>.Followingthenewdifferentmodelpolicy,thedemandsondiemakershavealsochangedfundamentally.ComprehensivecontractsofmuchgreaterscopesuchasSimultaneousEngineering(SE>contractsarebecomingincreasinglycommon.Asaresult,thediemakerisofteninvolvedattheinitialdevelopmentphaseofthemetalpartaswellasintheplanningphasefortheproductionprocess.Therefore,amuchbroaderinvolvementisestablishedwellbeforetheactualdiedevelopmentisinitiated.
Fig.4.1.6Timescheduleforamassproducedcarbodypanel
ThetimetableofanSEproject
Withinthecontextoftheproductionprocessforcarbodypanels,onlyaminimalamountoftimeisallocatedtoallowforthemanufactureofthedies.Withlargescalediesthereisarun-upperiodofabout10monthsinwhichdesignanddietry-outareincluded.IncomplexSEprojects,whichhavetobecompletedin1.5to2years,paralleltasksmustbecarriedout.Furthermore,additionalresourcesmustbeprovidedbeforeandafterdeliveryofthedies.Theseshortperiodscallforpre-ciseplanning,specificknow-how,availablecapacityandtheuseofthelatesttechnologicalandcommunicationssystems.Thetimetableshowstheindividualactivitiesduringthemanufacturingofthediesfortheproductionofthesheetmetalparts(Fig.4.1.7>.Thetimephasesforlargescalediesaremoreorlesssimilarsothatthistimetablecanbeconsideredtobevalidingeneral.
Datarecordandpartdrawing
Thedatarecordandthepartdrawingserveasthebasisforallsubsequentprocessingsteps.Theydescribeallthedetailsofthepartstobeproduced.Theinformationgiveninthe
Fig.4.1.7TimetableforanSEproject
partdrawingincludes:
partidentification,partnumbering,sheetmetalthickness,sheetmetalquality,tolerancesofthefinishedpartetc.(cf.Fig.4.7.17>.
Toavoidtheproductionofphysicalmodels(masterpatterns>,theCADdatashoulddescribethegeometryofthepartcompletelybymeansofline,surfaceorvolumemodels.Asageneralrule,highqualitysurfacedatawithacompletelyfilletedandclosedsurfacegeometrymustbemadeavailabletoalltheparticipantsinaprojectasearlyaspossible.
Processplananddrawdevelopment
Theprocessplan,whichmeanstheoperationalsequencetobefollowedintheproductionofthesheetmetalcomponent,isdevelopedfromthedatarecordofthefinishedpart(cf.Fig.4.1.1>.Alreadyatthispointintime,variousboundaryconditionsmustbetakenintoaccount:
thesheetmetalmaterial,thepresstobeused,transferofthepartsintothepress,thetransportationofscrapmaterials,theundercutsaswellasthe
slidingpininstallationsandtheiradjustment.
Thedrawdevelopment,i.e.thecomputeraideddesignandlayoutoftheblankholderareaofthepartinthefirstformingstage–ifneedbealsothesecondstage–,requiresaprocessplannerwithconsiderableexperience(Fig.4.1.8>.Inordertorecognizeandavoidproblemsinareaswhicharedifficulttodraw,itisnecessarytomanufactureaphysicalanalysismodelofthedrawdevelopment.Withthismodel,
 升级会员
升级会员 