活动钳口.docx
《活动钳口.docx》由会员分享,可在线阅读,更多相关《活动钳口.docx(11页珍藏版)》请在冰豆网上搜索。
活动钳口
数控加工工艺编制与实施案例
一、零件技术资料的分析
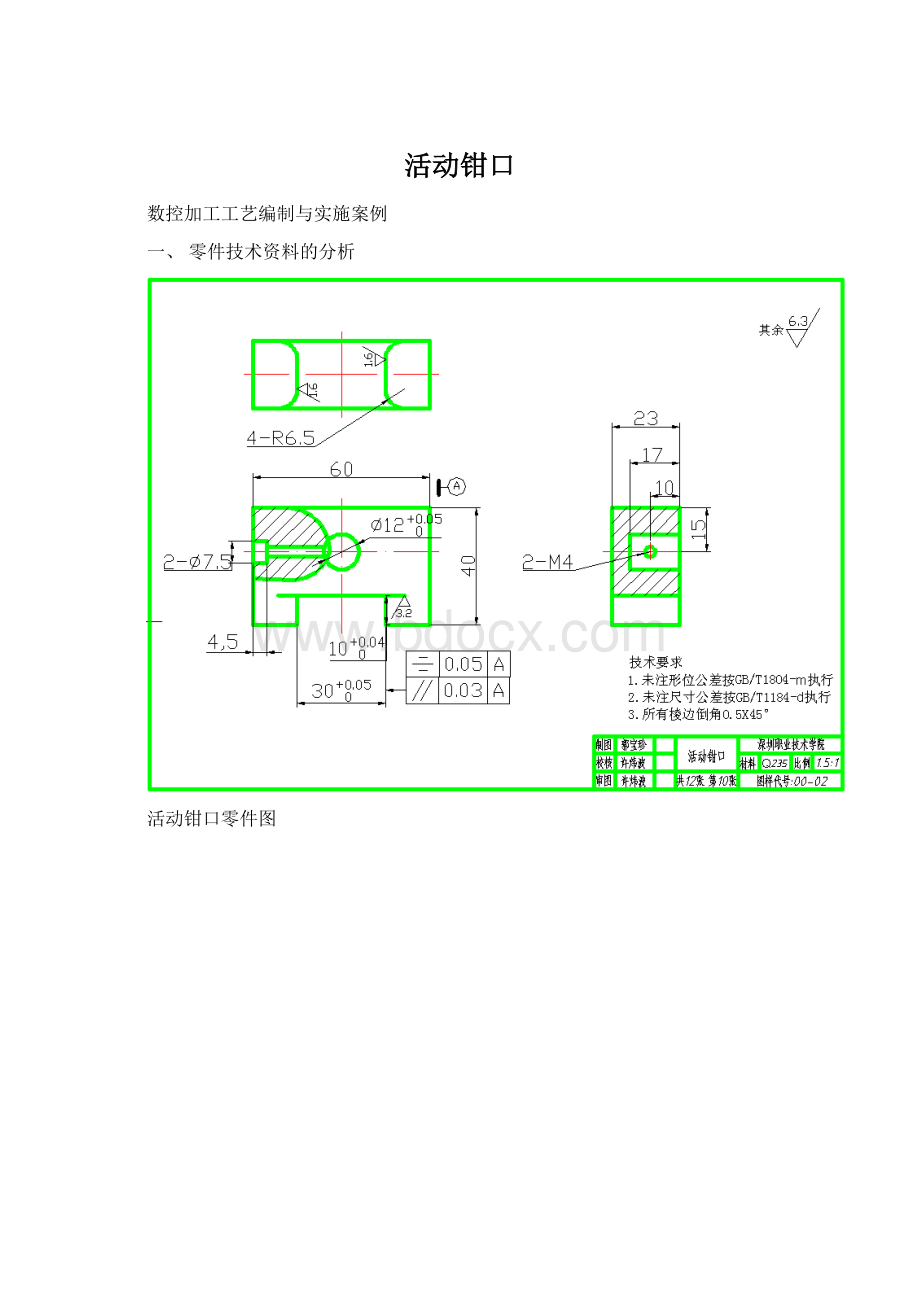
活动钳口零件图
活动钳口零件三维效果图
1.活动钳口的功能
固定装夹工件,夹紧工件
2.活动钳口的结构特点
箱体结构,端面垂直,与导轨间隙配合,通过丝杠的旋转带动活动钳口的运动,锁紧。
左右端面的孔对中要准确不然会产生与虎钳主体衔接不正的问题,此工件对于加工精度的要求很高。
3.确定加工表面
用直径60mm的面铣刀铣40mmX60mm端面确定初基准,然后铣其对应垂直面60mmX23mm,再铣其对立面60mmX40mm,以此类推。
二、确定活动钳口零件的生产类型
根据产品任务书要求:
1.产品生产纲领为Q=1
2.每台产品XXX数量为n=1
3.活动钳口的备品率为a=0.9
4.活动钳口的废品率为a=0.1
计算活动钳口的生产纲领计算如下:
N=Qn(1+a)(1+b)
=2.09
根据计算确认活动钳口的生产类型为单件生产
三、确定活动钳口零件的毛胚类型和制造方法
根据零件图纸活动钳口材料为Q235,牌号为2011,根据零件的形状确认零件毛胚为长方体,通过下料机切割成60X40X23mm的铁块作为加工毛胚。
零件毛胚图
四、选择零件的定位基准和加工装备
1.粗基准选择方案:
选定以工件宽度为40mm方向上相邻的表面作为粗基准,加工出形位公差的定位基准A表面作为后续加工的精基准。
定位:
电子分钟棒定位
装夹:
装夹大面,虎钳装夹
2.加工设备的选择:
铣床
加工面为平面特征因此采用加工中心进行加工
五、拟定活动钳口零件的机械加工工艺路线
1.确定各加工表面的加工方法和设备
加工
部位
加工表面
精度等级
表面粗糙度Ra
加工方法
设备
60mmX40mm面X2
3级
6.3
用直径16mm的硬质合金刀铣
加工中心
60mmX23mm面
2级
3.2
用直径16mm的硬质合金刀铣
加工中心
直径12mm的孔
2级
1.6
用直径8mm的铣刀扩孔
加工中心
2-7.5mm的沉孔
2级
1.6
直径6mm的铣刀扩孔
加工中心
2-M4螺纹孔
2级
1.6
直径3.4mm的钻头钻孔再用M4丝锥功丝
加工中心
2.划分工序
该零件的生产批量属于“小批量生产”,工序划分本着“一次装夹多面加工”原则,因此以每次装夹划分为一个工序。
3.工序顺序的安排
在工序划分中要本着“先主要、后次要”、“先粗后精”的原则。
60X40面为多个面的基准面,所以要先加工。
4.拟订活动钳口的机械加工工艺方案
工序号
工序名称
工序内容
设备
说明
1
面铣
用直径60mm的面铣刀铣40mmX60mm端面确定初基准,然后铣其对应垂直面60mmX23mm,再铣其对立面60mmX40mm,以此类推,最后铣40mmX23mm端面便铣好了六个面至尺寸要求
加工
中心
2
轮廓加工
与导轨衔接面60mmX23mm的导轨槽用轮廓铣的方式铣去
加工
中心
3
扩孔加工
用直径8mm的刀扩出直径12mm深17mm的孔
加工
中心
4
扩孔
用直径6mm的立铣刀洗出直径7.5mm深9mm(此处与设计尺寸有区别)的沉孔
加工
中心
5
钻孔,攻丝
两个端面23mmX40mm各用直径3.4mm的钻头钻出两个通孔
加工
中心
直径3.4mm的孔用M4丝锥分三个阶段攻丝
六、设计活动钳口零件加工工序,填写工艺表格
深圳职业技术学院
加工工序卡片
产品型号
00-002
零(部)件图号
00-02
产品名称
活动钳口
零(部)件名称
活动钳口
工序号
工序名称
材料牌号
1
铣削
2011
毛坯种类
毛坯外
形尺寸
每件毛坯
可制件数
每台件数
Q235
70mmX50mmX30mm
1
1
设备名称
设备型号
设备编号
同时加工件数
数控铣床
法兰克系统
02
1
夹具编号
夹具名称
工序工时
1
虎钳
3小时
工步
号
工步内容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/min)
背吃刀量
(mm)
进给次数
1
用直径16mm的硬质合金刀铣60mmX40mm面X2
虎钳装夹
2200
500
500
0.4
6
2
用直径16mm的硬质合金刀铣60mmX23mm面
虎钳装夹
2200
500
500
0.4
6
3
用直径8mm的铣刀扩孔直径12的孔
虎钳装夹
3000
300
300
0.1
4
4
直径6mm的铣刀扩2-7.5mm的沉孔的孔
虎钳装夹
300
200
200
0.1
4
5
直径3.4mm的钻头钻孔再用M4丝锥功2-M4螺纹孔丝
虎钳装夹
600
50
50
4
-
编制
日期
标准化
日期
校核
日期
标准
日期
幅面
A4
电子文件名
共()页
第()页
深圳职业技术学院
工序附图
产品型号
零(部)件图号
产品名称
零(部)件名称
编制
日期
标准化
日期
校核
日期
标准
日期
幅面
A4
电子文件名
共()页
第()页
深圳职业技术学院
加工工艺过程卡
产品型号
零(部)件图号
产品名称
零(部)件名称
材料牌号
2011
毛坯种类
板材
毛坯外
形尺寸
83*59*73
每件毛坯
可制件数
1
每台件数
3
工序
号
工序
名称
工序内容
设备
车间
工艺装备
工时(分)
准终
单件
1
面铣
用直径60mm的面铣刀铣40mmX60mm端面确定初基准,然后铣其对应垂直面60mmX23mm,再铣其对立面60mmX40mm,以此类推,最后铣40mmX23mm端面便铣好了六个面至尺寸要求
半自动铣床
1
虎钳装夹
1
1
2
轮廓加工
与导轨衔接面60mmX23mm的导轨槽用轮廓铣的方式铣去
数控铣床
1
虎钳装夹
1
1
3
扩孔加工
用直径8mm的刀扩出直径12mm深17mm的孔
数控铣床
1
虎钳装夹
1
1
4
扩孔
用直径6mm的立铣刀洗出直径7.5mm深9mm(此处与设计尺寸有区别)的沉孔
数控铣床
1
虎钳装夹
1
1
5
钻孔,攻丝
两个端面23X40各用直径3.4的钻头钻出两个通孔
直径3.4的孔用M4丝锥分三个阶段攻丝
数控铣床
1
虎钳装夹
1
1
编制
日期
标准化
日期
校核
日期
标准
日期
副面
A4
电子文件名
共()页
第()页
 升级会员
升级会员 