整理505预制柱制作吊装QC.docx
《整理505预制柱制作吊装QC.docx》由会员分享,可在线阅读,更多相关《整理505预制柱制作吊装QC.docx(13页珍藏版)》请在冰豆网上搜索。
整理505预制柱制作吊装QC
1.建设项目环境影响评价分类管理的原则规定
C.可能造成较大环境影响的建设项目,应当编制环境影响报告书
2.环境影响报告表的内容
安全评价可针对一个特定的对象,也可针对一定的区域范围。
(三)安全预评价程序
每名环境影响评价工程师申请登记的类别不得超过2个。
1)直接使用价值。
直接使用价值(DUV)是由环境资源对目前的生产或消费的直接贡献来决定的。
C.环境影响报告书
1)地方环境标准是对国家环境标准的补充和完善。
在执行上,地方环境标准优先于国家环境标准。
(6)环境影响评价结论的科学性。
QC成果报告
课题名称:
大型预制柱制作吊装质量控制课题
编制单位:
河北科工建筑工程有限公司
编制人:
马涛
一、工程概况……………………………………………………………1
二、选题理由……………………………………………………………2
三、QC小组概况……………………………………………………….2
四、现状调查……………………………………………………………2
五、确定目标值及可行性认证…………………………………………3
六、分析原因……………………………………………………………5
七、要因确认……………………………………………………………5
八、制定对策……………………………………………………………5
九、实施对策……………………………………………………………5
十、检查效果……………………………………………………………10
十一、巩固措施…………………………………………………………11
十二、总结和下一步打算………………………………………………11
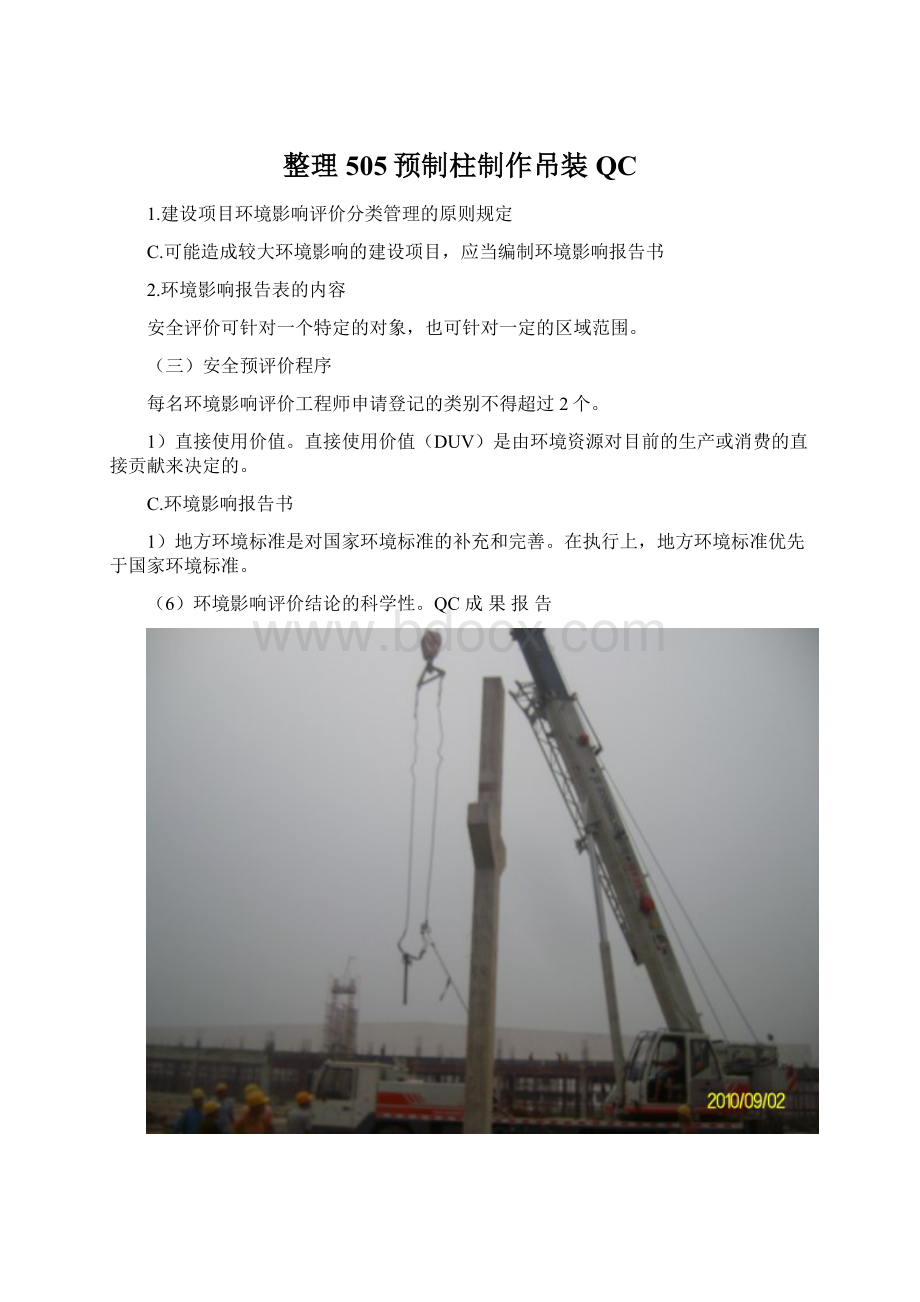
大型预制柱制作吊装质量控制
大型预制柱制作吊装质量的优劣是直接影响着整个建筑工程质量的主要因素。
公司质量技术部门对此高度重视,在具体的施工过程中加强管理,进行现场指导。
把“质量是企业生存的基础”指导思想落到实处,确保吊装工程标高,轴线位置正确。
达到优良标准。
河北省石家庄飞机制造有限公司505非金属生产综合厂房项目部针对预制柱制作吊装施工质量问题成立QC小组,进行预先和过程的控制,最终使该项工程的施工质量达到国家验评标准,得到建设单位、监理单位的肯定,取得了良好的社会效益,实现了预期目标。
一、工程概况:
工程名称:
石家庄飞机制造有限公司505非金属生产综合厂房
建筑地点:
河北省栾城境内衡井线北侧
建筑结构:
排架结构
建筑规模:
建筑面积13560平方米,高度12.25米,地上一层,附楼二层。
工程建设单位:
石家庄通用飞机工业有限责任公司
工程设计单位:
中国航空规划建设发展有限公司
土建施工单位:
河北科工建筑工程有限责任公司
安装施工单位:
河北科工建筑工程有限责任公司
工程监理单位:
河北冀通工程建设监理有限公司
工程质量要求:
优良工程,达到省优,争创省级文明工地。
本工程厂房预制柱共计106根,全部采用预制柱结构形式。
基础为杯口基础。
预制柱结构形式具有施工操作简单、冬季亦可吊装施工、工程造价低、工期短等优点。
二、选题理由:
1、公司质量方针:
以过硬的质量占领市场用优质的服务赢得用户
2、质量目标:
合格力争优良
3、该工程车间建筑面积为13560㎡,1层,轻钢排架结构,跨度为18m;办公区建筑物面积为2232㎡,2层,框架结构,跨度为9m。
预制柱柱网尺寸为8*18m,共106根,其中柱最大截面尺寸为400*700mm,长13.2m,重量为9.76t;最小截面尺寸为400*600mm,长11.1,重量为7.15t。
预制柱混凝土强度等级为C30。
预制柱在现场预制制作。
预制柱吊装一旦发生型号、标高、轴线位置错误,将造成不可估量的损失。
为保证预制柱一次吊装型号、标高、轴线位置施工能一次性达到施工质量要求,为类似工程积累施工经验。
三、QC小组概况
小组名称
河北省石家庄飞机制造厂505号非金属生产综合厂房项目部QC小组
课题
大型预制柱吊装施工质量控制
活动时间
2010年5月20日——2010年11月30日
注册日期
2010年5月
注册号
QC2010-5
小组类型
攻关型
序号
姓名
性别
年龄
文化程度
职称
职务
组内任职
TQC教育时间(小时)
1
马涛
男
31
大专
助工
技术负责人
组长
80
2
邸红伟
男
40
大专
工程师
项目经理
副组长
70
3
韩林
男
25
大本
技术员
技术负责人
组员
80
4
姚文慧
女
25
大本
助工
水暖技术员
组员
60
5
王瑜
女
25
大专
助工
资料员
组员
80
6
赵树青
男
41
高中
材料员
组员
70
7
马广文
男
52
初中
班长
组员
60
8
默力群
男
36
大专
统计员
组员
70
四、现状调查:
对于新工艺的施工,项目部编制了新工艺施工作业指导书,对工人进行了质量、技术交底。
我们通过调查和对已施工工程进行质量检查,发现存在一些问题:
预制柱吊装轴线偏差大、预制柱安装标高偏差大、预制柱柱体预制尺寸偏差大、预制柱吊装垂直偏差大、预埋铁位置偏差大。
(见表1)。
影响预制柱吊装施工质量调查统计表表1
序号
缺陷名称
频数(点)
频率(%)
累计频率(%)
1
预制柱吊装轴线偏差大
8
12.5
12.5
2
预制柱安装标高偏差大
17
26.56
39.06
3
预制柱柱体尺寸偏差大
6
9.38
48.44
4
预制柱吊装垂直偏差大
21
32.81
81.25
5
预埋铁放置位置不正确
12
18.75
100
合计
64
100
根据以上调查统计表有关数据,绘制出影响预制柱制作吊装施工质量排列图(见图1)。
从排列图上可以看出,预埋铁位置不准确、预制柱标高偏差大、预制柱垂直偏差大是影响预制柱吊装施工质量的主要因素。
五、确定目标值及可行性认证:
为了保证预制柱制作吊装的施工质量,力争达到省优质工程,我们确定了目标值。
1、确定目标值
1强化动态跟踪监督检查,发现问题及时整改,严格按规程规范、技术交底施工、检查。
②基础杯口、预制柱施工过程中派专职人员进行监督,重点监督基础施工杯口位置标高的控制、预埋铁型号位置、预制柱的形状尺寸,保证预制柱吊装施工顺利打下基础。
③在预制柱施工过程中重点检查预埋铁的做法、位置、标高的做法施工工艺,专人全过程监督检查。
确保预埋铁位置、标高正确。
④严格按施工操作规程进行预制柱吊装施工。
⑤确保工程一次交验合格率100%,优良品率80%以上。
频率(%)累计频率(%)
66100
90.62%
78.12%80
4059.37%
60
21
40
2032.81%
171220
8
垂直偏差大标高偏差大6
预埋铁位置不对轴线偏差大0
柱体尺寸偏差大
影响预制柱吊装施工质量排列图
图1
2、可行性论证:
①公司及项目部领导对这次QC小组活动课题十分重视,从技术、质检上抽调骨干,现场把关,要求在这个项目上质量、施工工艺方面有所突破。
②加强对施工班组进行技术培训。
经过实际考核,抽调技术上过硬的工人进行施工。
从源头杜绝施工质量。
③本项目部设有完整的质量管理保证体系,为目标的实施提供了组织保证,与监理、甲方、设计共同对课题进行研究,得到了支持与配合。
六、分析原因:
我们QC小组针对预制柱制作吊装工程施工质量因素进行分析,找出了其不合格的影响因素,并绘制了因果分析图。
(见图2、图3)
七、要因确认:
通过因果分析图和QC小组多次讨论,确定7条要因:
a、预制柱柱体尺寸偏差大;b、预制柱预埋铁型号尺寸不正确;c、预制柱预埋铁位置标高不正确;d、管理体系不健全;e、成品保护制度不够完善;f、吊装施工工艺方法不当;g、工人施工不认真,不重视工程质量。
八、制定对策:
通过对要因分析及确认,制定了相应的对策表:
(见表2)
九、实施对策:
实施一:
针对工人施工态度消极、不重视工程质量,技术水平低这一薄弱环节,由邸红伟、马涛组织了全体工人进行施工质量教育和技术培训,增强其质量意识、工作责任心,并对施工中的操作要点、技术要领作了详细讲解,使他们的理论知识、工作责任心得到了提高。
实施二:
公司领导结合贯标工作和公司的质量管理制度,技术管理制度,以及质量体系文件的要求,制定了分公司的规章制度,做到“凡事有人负责、凡事有章可循、凡事有案可查、凡事有人监督”。
实施三:
按照公司制定的有关规定,认真做好技术交底工作,且内容完善,交底明确,特别是对工人的交底,采取现场演示和口头交底相结合的办法,使技术交底确实可行能指导施工,使每个操作人员按照施工规范、和技术交底要求施工作业。
实施四:
为保证材料的质量,按照贯标工作的要求,对供应商的信誉、供货能力等进行评价,并编制好合格供应商名册,采购材料从合格供应商名册中去选择,并在材料入库前,检查其材料外观,实测其尺寸或送法定检测单位检定等方法来检查其是否符合国标要求。
实施五:
编制新材料新工艺的施工作业指导书,分发至各班组,结合技术交底和实际的工程概况进行讲解。
具体方法是预埋铁先进行放样,核对尺寸形状无误后方可下达预埋铁加工详单。
预埋铁在安装过程中根据不同的部位采取不同的措施,确保预埋铁位置正确。
例如牛腿柱顶部位的预埋铁由于有预埋螺栓,所以采取先在相同部位模板上打眼同螺栓直径,在安装模板时同时放置预埋铁进行加固,在柱身侧面的预埋铁先在胎膜上弹线并标出预埋铁型号尺寸等措施。
实施六:
编制的新材料施工作业指导书中,明确了详细的施工工艺标准及各部位的施工方法后,还应明确制定出成品保护方法,避免因浇筑混凝土破坏预埋铁的位置,导致预埋铁标高位置不正确。
实施七:
制定详细的吊装方案,在柱身上弹出中线,先弹出柱两侧面的中线及上侧的柱面中线,柱下面的中线,可在柱由平卧翻转90°后现场弹出。
为了防止吊装出错,在柱子的三个面分别标出柱子的朝向、轴线位置并标出浇筑成型日期及柱子型号。
基础弹线,在基础杯口的顶面、内壁及底面弹出车间设计轴线,并在杯口内壁弹出杯底找平用的标高线。
吊装过程中预制柱三个方向柱身中线与基础轴线对齐后,用两台经纬仪纵横两个方向跟踪观测预制柱的垂直情况,直到两个方向垂直,并临时加固好后,经纬仪才能撤离跟踪下一个预制柱。
实施八:
制定明确的奖罚措施,将各种责任明确落实到人,建立严格的奖罚机制保证各种规章制度顺利执行。
对策措施表表2
序号
要因
现状
目标
措施
部门
时间
执行人
1
新工人多且缺少培训
新工人占50%,操作不熟练,施工要点、规范、标准不熟悉、责任心不强。
能熟练地施工,较好地掌握标准、规范
对工人进行技术教育培训,经考试合格后准予上岗
项目部
2010.5.1-2010.11.30
马涛
2
管理制度不健全
职责不明确、制度不严,不能按时全面地检查、缺少施工跟踪检查制度。
制度完善,职责明确就,质量检查抓在实处
制定完善的制度,并明确相应的岗位职责
项目部
2010.5.1-2010.11.30
邸红伟
3
技术交底不到位
技术交底是形式,不能真正让工人清楚操作要点,不能指导施工
技术交底落实到实处,让每个人都清楚操作要点
明确三级技术交底、交底内容责任人,使之规范化
项目部
2010.5.1-2010.11.30
马涛
4
缺少对材料的进货检验
预埋铁型号尺寸不符合图纸用到工程
当中。
保证所有材料全部合格,符合设计和施工要求
加强对预埋铁甲供进货检验对每批预埋铁入库前都100%检查其形状尺寸。
项目部
2010.5.1-2010.11.30
韩林
5
胎膜施工过程中没有抄平
预制柱胎膜不平整。
预制柱胎膜表面平整,
尺寸正确。
编制相应的作业指导书,向工人做好技术交底工作
项目部
2010.5.1-2010.11.30
姚文慧
6
工人责任心不强
预埋铁位置偏差大
按图纸规范正确施工。
专人现场指导施工
项目部
2010.5.1-2010.11.30
王瑜
7
交底不详细,不能指导施工
预埋铁加固方法不正确,
达到施工规范要求
做出详细的技术交底,做到能够
正确指导施工。
项目部
2010.5.1-2010.11.30
刘宝涛
8
施工操作不规范
柱身吊装过程垂直偏差大
严格按照技术交底施工
对工人做好技术交底和培训,熟悉施工验收规范
项目部
2010.5.1-2010.11.30
韩林
9
技术交底不明确
预制柱吊装轴线偏差大
按规范施工,严格控制预制柱轴线位置。
详细技术交底,加强工人的业务水平。
项目部
2010.5.1-2010.11.30
韩林
10
专业水平不够
施工工艺方法不当
加强学习培训制度
根据实际情况制定合理的施工工艺
项目部
2010.5.1-2010.11.30
马涛
新工人多且缺少培训
质量意识淡薄
技术素质低
质量素质不高
质量检查力度不够机具不全落后
管理制度不健全技术交底不到位
预埋铁型号不合格
预埋铁错误
缺少对材料进货检验环境温度、湿度不宜
作业人员马虎工艺操作不规范
预埋铁材质不合格
加固方法不当预埋铁未进行校正
未控制操作时间
未进行材料复验预埋铁不平整
预埋铁位置不正确因果分析图2
操作马虎
机具不全、落后
求快不求质
吊装机具不符合要求
杯底标高不符合要求
工艺不符合要求施工环境恶劣
未进行检验验算
预制柱垂直轴线位置偏差大因果图图3
实施八:
在编制的新材料新工艺作业指导书中,对不同部位的预埋铁采取不同的加固方法,对不同部位的预埋铁施工工艺作出具体要求:
例如牛腿柱顶部位的预埋铁由于有预埋螺栓,所以采取先在相同部位模板上打眼同螺栓直径,在安装模板时同时放置预埋铁进行加固,在柱身侧面的预埋铁先在胎膜上弹线并标出预埋铁型号尺寸等措施。
实施九:
对施工场所做好场地平整清理夯实工作。
避开下雨天、刮大风、阴天视线不好等恶劣环境下吊装施工。
实施十:
柱身标高控制基础弹线,在基础杯口的顶面、内壁及底面弹出车间设计轴线,并在杯口内壁弹出杯底找平用的标高线。
根据柱子牛腿至柱脚的设计长度和上述所弹出的标高线用C30细石混凝土将杯底找平,使柱安装后牛腿标高基本一致,符合规范施工要求。
。
十、检查效果:
1、由于QC小组全体努力,解决了影响预制柱制作吊装质量的几个要因,取得了良好的效果,顺利地实现了预定的目标,经监理、业主、设计人员和施工单位验收,预制柱制作吊装工程优良率95%。
2、通过QC小组活动,大家都认识到质量就是企业的生命,认识到大家团结协作的重要性,认识到避免工程返工就是提高生产效率、经济效益。
3、随着预定目标的实现,取得了良好的社会效益,得到业主及监理的一致好评,扩大了企业的知名度。
十一、巩固措施:
公司组织各分公司项目部负责人、施工员和质检员观摩现场,汇报QC小组活动成果,并撰写论文一篇。
十二、总结和下一步打算
1、总结:
虽然本项目的QC小组活动取得了令人满意的效果,但在施工中还有其他问题,如预制柱与墙体圈梁等部位的预留筋控制不理想标高有偏差,还有待于继续开展QC小组活动予以攻克解决;
2、今后打算:
通过本次活动,解决了新材料新工艺施工中的困难,积累了施工经验。
在今后施工中,将继续开展QC小组活动,解决施工中的技术关键。
 升级会员
升级会员 