CA6140车床齿轮机械加工工艺卡片.docx
《CA6140车床齿轮机械加工工艺卡片.docx》由会员分享,可在线阅读,更多相关《CA6140车床齿轮机械加工工艺卡片.docx(19页珍藏版)》请在冰豆网上搜索。
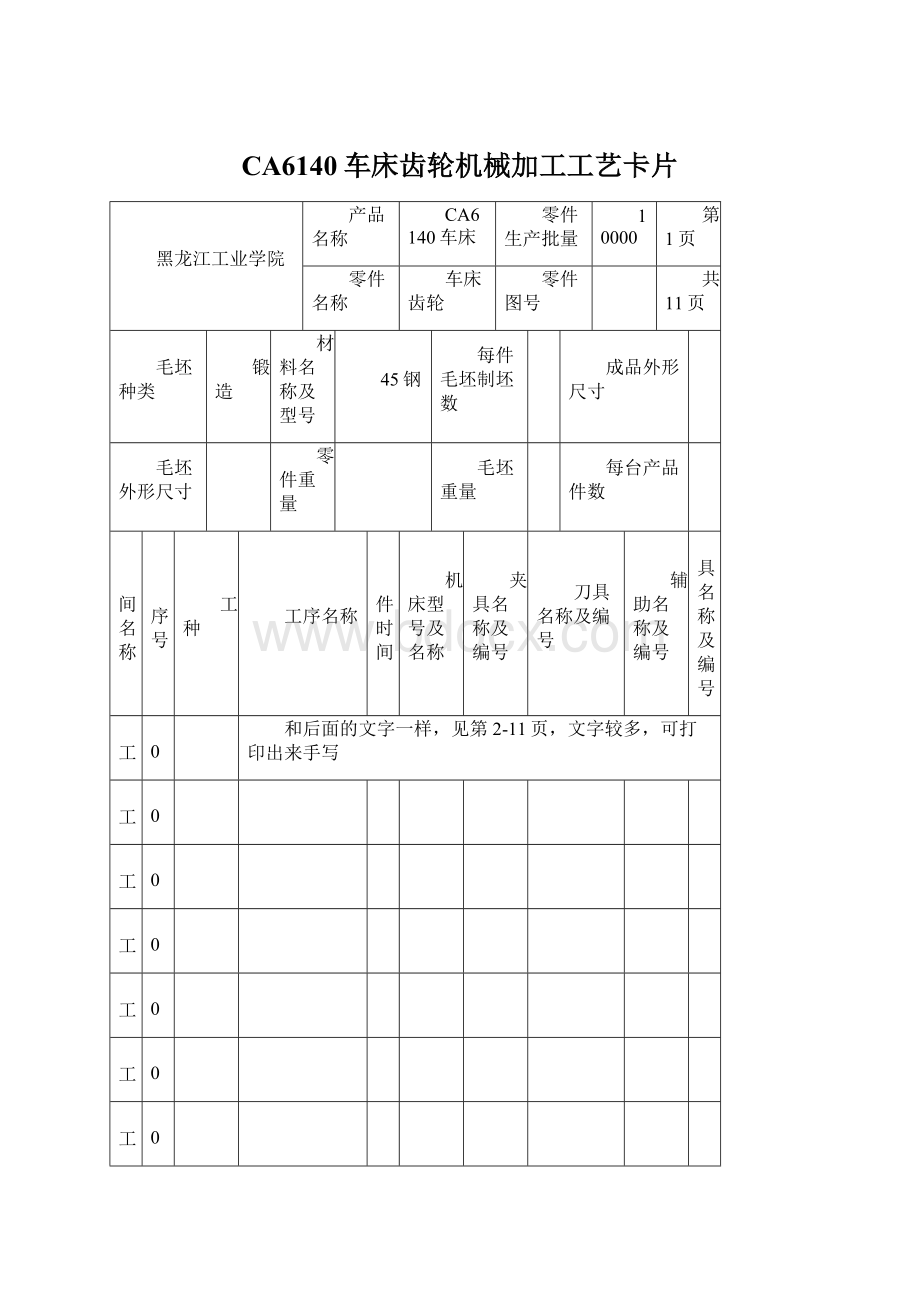
CA6140车床齿轮机械加工工艺卡片
黑龙江工业学院
产品名称
CA6140车床
零件生产批量
10000
第1页
零件名称
车床齿轮
零件图号
共11页
毛坯种类
锻造
材料名称及型号
45钢
每件毛坯制坯数
1
成品外形尺寸
毛坯外形尺寸
零件重量
毛坯重量
每台产品件数
1
车间名称
工序号
工种
工序名称
单件时间
机床型号及名称
夹具名称及编号
刀具名称及编号
辅助名称及编号
量具名称及编号
金工
10
和后面的文字一样,见第2-11页,文字较多,可打印出来手写
金工
20
金工
30
金工
40
金工
50
金工
60
金工
70
金工
80
钳工
90
工序名称
工序简图
车
工序号
黑龙江工业学院
第2页
10
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
车床
CA6140
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
101
粗车右端
118.5和
91.5外圆及其端面
YT5
偏刀
游标卡尺
102
粗镗右端
65孔内表面和
70圆槽内表面
YT5镗刀
游标卡尺
工序名称
工序简图
车
工序号
黑龙江工业学院
第3页
20
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
车床
CA6140
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
201
粗车左端面
108及其端面,粗镗左端
90内孔表面
YT5
偏刀
YT5镗刀
游标卡尺
工序名称
工序简图
车
工序号
黑龙江工业学院
第4页
30
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
车床
CA6140
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
301
半精车右端
和
外圆及其端面
YT5
偏刀
游标卡尺
302
半精镗左端
内孔表面和
圆槽内表面
切槽刀
内径千分尺
303
倒右端的圆角
YT5
外圆车刀
工序名称
工序简图
车
工序号
黑龙江工业学院
第5页
40
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
车床
CA6140
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
401
半精车左端
及其台阶面
YT5
偏刀
游标卡尺
402
半精镗左端
内孔表面
YT5镗刀
内径千分尺
403
倒左端的圆角,车沟槽
YT5
外圆车刀
工序名称
工序简图
滚
工序号
黑龙江工业学院
第6页
50
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
滚齿机
Y3150
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
心轴
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
501
以
内孔及其一端面(A或B)定位并夹紧,滚齿
齿轮滚刀
公法线百分表
工序名称
工序简图
钻
工序号
黑龙江工业学院
第7页
60
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
钻床
Z518
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
专用夹具
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
601
以
内孔及其一端面(A或B)定位并夹紧,在4个工位上钻孔
钅忽钻
工序名称
工序简图
车
工序号
黑龙江工业学院
第8页
70
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
车床
CA6140
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
三爪卡盘
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
701
精镗
内孔表面
YT5镗刀
游标卡尺
工序名称
工序简图
铣
工序号
黑龙江工业学院
第9页
80
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
铣床
X52K
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
专用夹具
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
801
在4个工位上铣
的槽
高速钢粗铣刀
游标卡尺
工序名称
工序简图
热
工序号
黑龙江工业学院
第10页
90
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
901
热处理G52,槽内侧G48淬硬2mm
902
去毛刺
刮刀
工序名称
工序简图
检
工序号
黑龙江工业学院
第11页
100
共11页
产品名称
零件名称
零件图号
CA6140车床
车床齿轮
机床名称
机床型号
冷却液
毛坯材料
45钢
工时定额/
min
准备结束时间
毛坯尺寸
辅助时间
夹具名称
基本时间
夹具编号
单件时间
每台产品零件数
工时定额
序号
工步内容
转速/(r/min)
切削速度(m/min)
进给量(mm/r)
刀具
辅助工具
量具
名称
编号
名称
编号
名称
编号
1001
检验入库
 升级会员
升级会员 