庆铃汽车服务体系调研报告DOC.docx
《庆铃汽车服务体系调研报告DOC.docx》由会员分享,可在线阅读,更多相关《庆铃汽车服务体系调研报告DOC.docx(16页珍藏版)》请在冰豆网上搜索。
庆铃汽车服务体系调研报告DOC
庆铃汽车服务体系调研报告
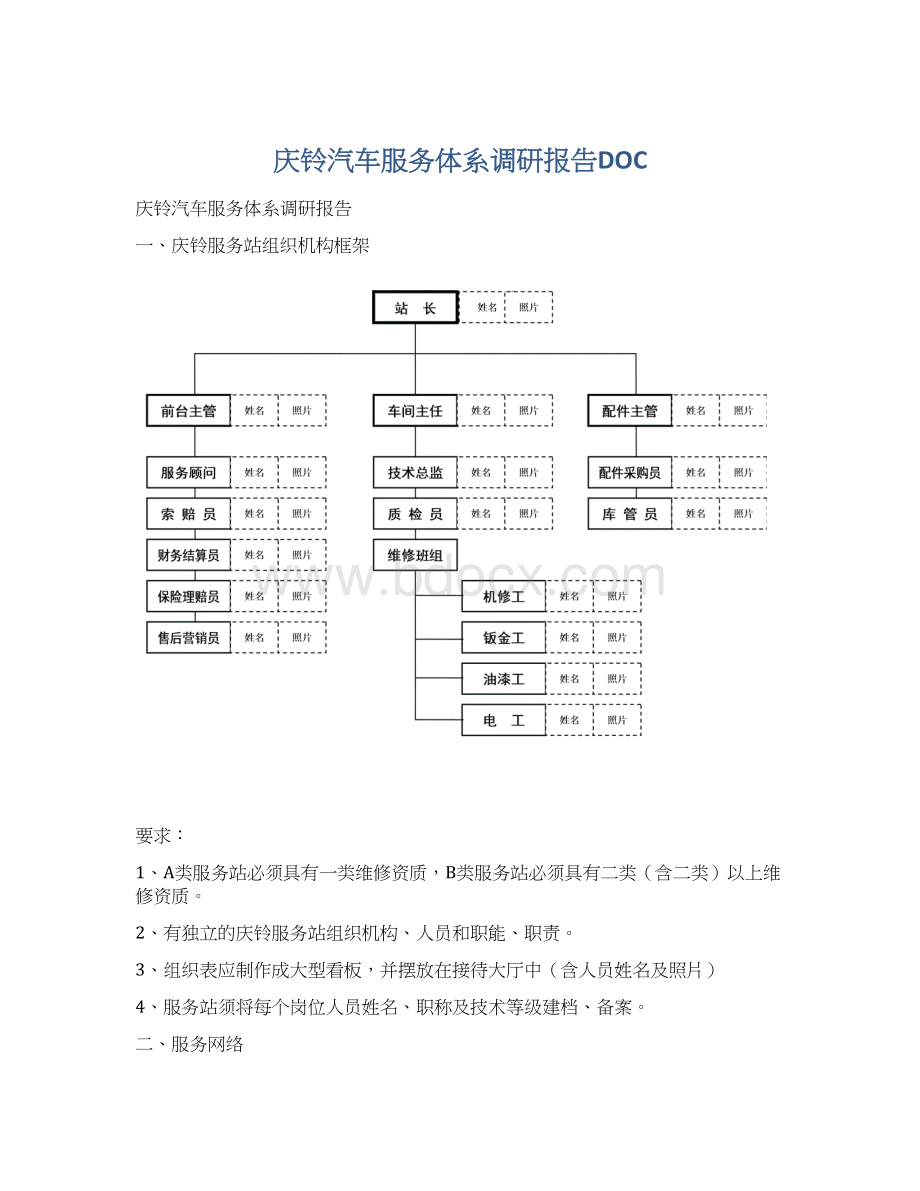
一、庆铃服务站组织机构框架
要求:
1、A类服务站必须具有一类维修资质,B类服务站必须具有二类(含二类)以上维修资质。
2、有独立的庆铃服务站组织机构、人员和职能、职责。
3、组织表应制作成大型看板,并摆放在接待大厅中(含人员姓名及照片)
4、服务站须将每个岗位人员姓名、职称及技术等级建档、备案。
二、服务网络
1)服务网络建站人力资源配置
根据地区及维修量的差异,各服务站依下表逐步完善组织与人力结构:
类别
岗位
A类服务站
B1类服务站
B2类服务站
B3类服务站
站长
1人
1人
1人
1人
前台接待
2人
2人
1人
1人
财务人员
1人
1人
1人
1人
车间主任
1人
1人
1人(可兼职)
1人(可兼职)
技术主管
1人
1人
1人
1人
质检人员
1人
1人
1人
1人
机修工
8人
6人
4人
2人
钣金工
2人
1人
1人
1人
焊接工
1人
1人
1人
——
涂装工
2人
1人
1人
1人
电工
2人
1人
1人
1人
备件采购
1人
1人
1人(可兼职)
1人(可兼职)
备件库管
1人
1人
1人(可兼职)
1人(可兼职)
新车点检
1人
1人
1人(可兼职)
1人(可兼职)
售后营销
1人
1人
1人(可兼职)
1人(可兼职)
保险理赔
1人
——
——
——
1、服务站必须有专职庆铃服务站长,技术鉴定员、维修工资格须经过庆铃培训确认。
2、站长、技术鉴定员、检验员、维修工需取得行业主管部门颁发的从业资格证书,持证上岗。
3、庆铃服务站的站长、鉴定员、单位名称、地址、电话号码、传真号码、邮编、开户行、帐号、税号、E-mail地址等发生变动,须填报“情况变更通知”(见下页),并及时传递到庆铃售后服务部,由售后服务部审批并备案。
2)服务站建站设备资源配置及操作规范
1、举升机(含双柱举升机、四柱举升机)
1.1使用前应清除举升机附近妨碍作业的器具及杂物,并检查操作手柄是否正常。
1.2将车辆驶入举升机工位上。
1.3举升车辆前,双柱举升机的四个支撑点调整至车身下可支撑部位,四柱举升机则将前后四轮在工作台上卡死。
1.4点动开关,使举升机暂先举升一点行程,检查支撑点是否均负载和车辆定位是否稳定,其后再举升车辆至所需要的高度。
1.5车辆升至空中,锁上保险装置后人才可以进入车身下作业。
1.6车辆从空中降下,先清理工位上的工具杂物,维修人员退出,点动开关,脱去保险,再行下降。
1.7禁止车辆长时间在举升机上空滞留待修。
1.8禁止举升机下压负载。
1.9操作机构灵敏有效,液压系统不允许有爬行现象。
1.10举升机不得频繁起落。
1.11有人作业时严禁升降举升机。
1.12发现操作机构不灵,电机不同步,托架不平或液压部分漏油,应及时报修,不得带病操作。
1.13作业完毕应清除杂物,打扫举升机周围以保持场地整洁。
1.14定期排除举升机油缸积水,并检查油量,油量不足应及时加注相同牌号的压力油,同时应检查、润滑举升机传动系统。
1.15专人专用专管,将使用、维护、管理的责任落实到人。
2、检测设备(含检测线、四轮定位仪、尾气分析仪、测试仪器等)
2.1对照设备的《使用说明书》,熟悉和掌握设备主机及附件的使用要领。
2.2注意设备检测对工作环境的要求,如温度、湿度、电源电压电流、场地大小及清洁程度。
2.3注意被检部位对相关部位的要求,如:
四轮定位对轮胎及胎压的要求。
2.4对被检测车辆的检测部位进行整理清洁
2.5选择相对应的测量功能和合适的量程,密切注视设备的屏幕显示操作。
2.6检测线上、四轮定位工位上必须有目视化看板引导和提示检测流程。
2.7检测时,避免电瓶液接触皮肤和溅入眼睛,避免接触有较高温度的水箱、发动机、排气管。
2.8检测线、四轮定位、尾气分析仪等大型检测设备实行专人、专用、专管,一般便携式的检测一起等集中保管,记录借用。
2.9每次检测使用后即清扫、清洁、定期校验,保持完好状态。
3、气焊设备
3.1氧焊
3.1.1氧气瓶的取送应指定专人负责,搬运要轻拿轻放,防止撞击,拉氧气瓶时,要瓶嘴朝后并戴安全帽。
3.1.2使用时要垂直放置,固定在支架上或手推车上,不在日光下暴晒。
3.1.3安装氧气表的顺序如下
3.1.3.1取下氧气瓶的保险帽,短时间打开一下阀门。
3.1.3.2检查接头帽,螺帽是否良好,将氧气表固定安装瓶上。
3.1.3.3松缓调压螺钉,打开气瓶阀门,如新装软管,需调整调压螺钉,吹洗接头,开气瓶阀,避开气表方向。
3.1.3.4装软管时,注意不要将氧气和乙炔气管接错,两软管颜色不一样,新软管使用前要吹洗排除管内滑石粉,装好后用肥皂水检查是否漏气。
3.1.3.5安装和开阀门时,个部和使用工具不得有油污衬垫,不得用油浸润。
3.1.3.6氧气瓶与明火相距必须超过5米,严禁靠近有蒸汽管道和热源的地方。
3.1.4戴防护镜
3.1.5根据实际需要选用焊枪及焊嘴的规格
3.1.6点燃焊枪要先开乙炔开关,后开氧气开关,停止时反向操作;若发生回火现象,迅速卡紧胶管,再一次关闭乙炔、氧气。
3.1.7焊枪长时间加热或焊接,期间要经常放入专用水槽中冷却,使焊枪不因过热而引起放炮现象;作业完毕,及时清理焊枪,氧气管。
乙炔管归位。
3.1.8使用点燃的焊枪时务必谨慎,不得将火焰指向人、氧气瓶软管。
焊枪点燃时不得离开,即使暂停工作,也要关闭焊枪,挂在固定位置。
3.1.9当阀门冻结时,建议用热水加热,不得用明火烧烤。
3.1.10大型零件焊接时,移动软管不得硬拉,不得接触热东西。
3.1.11高处焊接时,要注意周围情况不可有易燃易爆物,并注意不要掉下工具,以免伤人。
3.2CO2保护焊
3.2.1戴防护镜。
3.2.2根据实际需要选择气体流量、电流档位、送丝速度,以使焊缝美观、平滑、无焊渣,被焊部位变形小。
3.2.3焊枪移动速度与送丝速度协调。
3.2.4保护焊枪的电缆线和输入电源线不受损伤,作业完毕,及时清理归位。
4、矫正架
4.1倾斜工作台,将车辆推上。
4.2校好工作台水平,将车辆定位、夹紧。
4.3查询《维修手册》中有关车辆的相关技术参数。
4.4用工作台上的测量系统,对损坏车体进行测量,与《维修手册》中有关数据对比,计算差距进行整修。
4.5在使用塔柱对车体损坏部位进行牵引时,操作人员要选择合适的站立位置,以防止拉具受力过大断裂而发生伤害。
4.6正确识别和选用附件对车体整形维修。
4.7在所有的损坏及变形基本修整完毕的情况下,最后用其它小钣金工具手工对细微处整修。
4.8车辆推下工作台,对工作台、塔柱及全部附件进行清扫、清洁、归位、整理,以保持设备完好。
5、烤漆房
5.1车辆进入烤漆房前,首先做好必要得准备工作
5.1.1清洗车辆,擦净车身,使车身表面干净,无灰尘、纤维、水分、杂质和颗粒。
5.1.2操作人员穿戴清洁的劳保用品,不得佩戴手表、首饰、钥匙。
5.1.3燃油烤漆房的燃油标号根据环境温度选用。
5.2车辆进入烤漆房内,拉上手制动;零部件喷涂则摆放在挂架上。
5.3根据喷涂工艺要求选择喷漆与烤漆档位,选择适当的温度,当房内温度低于设定的温度时,打开加热开关,启动燃油燃烧器点火加温或启动近红外管辐射烘烤。
5.4喷烤漆时必须关闭主门和侧门。
5.5禁止在房体内墙上试喷油漆,禁止在房内打磨车辆。
5.6每一次喷烤完毕,要对烤漆房内外进行清扫、清洁。
5.7过滤棉根据喷涂次数限制更换。
5.8照明灯管老化发黑时及时更换。
6、砂轮机
6.1开机前应用手转动砂轮,检查砂轮是否裂纹,防护罩及各部位是否正常。
6.2过大、过长工件不得在砂轮上磨,所磨工件必须拿稳,不得单手持工件进行磨削。
6.3进行磨削必须戴防护眼镜,不准戴手套,不准用棉纱、布包住进行磨削。
6.4磨削时操作者应该站在砂轮一侧,不得正对砂轮操作;同一砂轮不准两人同时进行磨削。
6.5更换新砂轮时应切断总电源,轴端螺母垫片不得压得过紧,以免压裂砂轮。
6.6磨削完毕后应关闭电源,应经常清除防尘罩内积粉,并定期检修更换主轴润滑油脂。
7、工作灯
7.1工作灯应采用低压(36V以下)安全灯,工作灯不得冒雨或拖过水地使用,并经常检查导线、插座是否良好。
三、服务站管理流程及标准作业程序
1、维修业务管理流程
2、《维修指导书》传递流程
3、入厂接待、车辆预检标准作业程序
4、派工维修标准作业程序
5、车辆检验、整备标准作业程序
6、交车标准作业程序
7、用户回访标准作业程序
8、首保工作管理流程
9、三包索赔标准作业程序
10、三包外出服务管理流程
11、售后营销工作管理流程
12、投诉处理标准作业流程
四、客户满意度调查管理规定
1)制定目的
1、合理的CSI满意度调查更真实评判满意度,为服务站业务整改提供可鉴定的数据支持。
2、从细节出发,发现服务站自身工作中的不足,强化核心流程在终端的规范性。
3、找到影响客户满意的核心因素,可以“复制”出更多的忠诚客户。
4、明确自身存在急需解决的问题,发掘客户隐含、潜在的需求,利于服务创新和持续改进。
2)制定目标:
庆铃汽车售后客户满意度总体目标值设定为85%;各服务站根据总体目标,结合本站实际情况,制定客户满意度目标值。
3)调查方式:
现场问卷、电话回访相结合(建议满意度调查与客户回访结合实施)。
4)调查对象
1、现场问卷:
进站维修的庆铃汽车客户
2、电话回访:
近6个月内进站维修过的庆铃汽车客户,主要对象为个体或私人车辆,尽量减少对单位公务用车辆的回访。
3、为保证测评的客观性,建议抽样率不低于当月进站量的85%。
5)调查时间
1、电话回访:
建议回访时间:
上午9:
00-11:
00,下午14:
30-17:
30。
2、现场调查:
在客户进站维修、保养时进行调查。
6)调查执行人
1、现场调查:
前台接待
2、电话回访:
售后营销(回访员)
7)测评管理
1、实行服务站内部每周客户满意度调查报告制度
2、每周一通报上周调查结果,并针对调查过程中反映的具体问题制定针对性整改提升措施并实施。
8)满意度调查报告(要求包含以下主要内容)
1、标题:
庆铃汽车××××特约维修服务站满意度调查周报表
2、调查时间、调查数量、总体情况(分值)
3、总体情况(饼图)
4、分类情况(柱图)
5、满意度测评中反映出来的主要问题及原因分析
9)调查内容:
可借鉴《庆铃汽车××××特约维修服务站满意度调查表》。
10)计分方法
1、题目设置“满意、比较满意、不满意、很不满意”4个答案,分别计为10分、6分、3分和0分,整个问卷最高计分为100分。
11)调查处理程序
1、收集调查问卷,对调查问卷进行相关数据统计。
2、对统计结果进行分析,筛选分数低的项目或不足的方面。
3、针对低分项目分析原因,制定相应对策。
4、制定新目标,推行新对策,以持续提高满意度。
12)满意度调查统计
1、满意度值的组成
问卷得分
现场(电话)调查满意度值=
问卷最高分
总体满意度调查=现场调查满意度值×60%+电话调查满意度值×40%
各有效问卷单项调查值之和
某单项满意度值=
该单项最高分值×有效问卷数
2、
 升级会员
升级会员 