安全危害分析SCL表.docx
《安全危害分析SCL表.docx》由会员分享,可在线阅读,更多相关《安全危害分析SCL表.docx(116页珍藏版)》请在冰豆网上搜索。
安全危害分析SCL表
安全危害分析(SCL表)
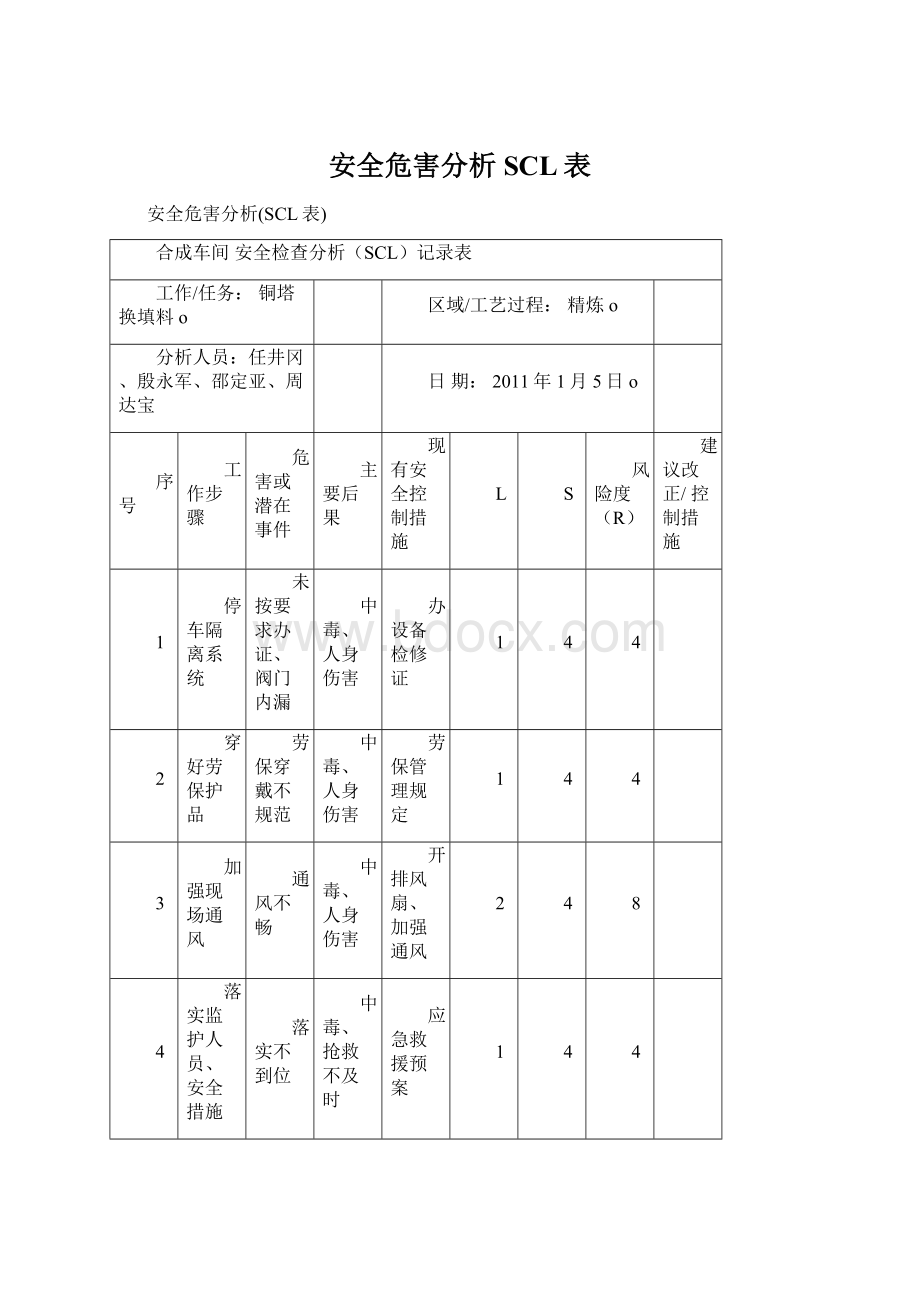
合成车间安全检查分析(SCL)记录表
工作/任务:
铜塔换填料o
区域/工艺过程:
精炼o
分析人员:
任井冈、殷永军、邵定亚、周达宝
日期:
2011年1月5日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
建议改正/控制措施
1
停车隔离系统
未按要求办证、阀门内漏
中毒、人身伤害
办设备检修证
1
4
4
2
穿好劳保护品
劳保穿戴不规范
中毒、人身伤害
劳保管理规定
1
4
4
3
加强现场通风
通风不畅
中毒、人身伤害
开排风扇、加强通风
2
4
8
4
落实监护人员、安全措施
落实不到位
中毒、抢救不及时
应急救援预案
1
4
4
5
进行化验分析
分析不认真
中毒、窒息、火灾、爆炸
受限空间管理制度
2
4
8
6
进容器作业
违章作业
中毒、火灾、爆炸、触电、坠落、人生伤害
受限空间管理制度
1
4
4
7
更换填料作业
违章作业
人员中毒
设备检修规定
2
4
8
8
填料更换好验收交付使用
验收不负责
检修质量事件
设备检修证
2
4
8
结论:
最高风险度为8风险等级为中等的
o合成车间安全检查分析(SCL)记录表
工作/任务:
老合成开车o
区域/工艺过程:
合成岗位o
分析人员:
任井刚、谢海玉、邵定亚、陈亚o
日期:
2011年1月13日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
建议改正/控制措施
1
检查各设备、管道、阀门、分析取样点、电器仪表等完好
系统泄漏或者部分堵塞,仪器失灵
中毒、爆炸
开车前操作工仔细检查,车间领导岗位监督
1
4
4
2
检查系统所有阀门开、关位置,符合开车要求
系统泄漏或串气
中毒、爆炸
开车前操作工仔细检查,车间领导岗位监督
1
4
4
3
与供水、电部门及压缩、铜洗、冷冻、等联系做好开车准备
系统开车不同步,岗位指标偏离
着火、爆炸
操作工同调度员联系,车间领导岗位监督
1
5
5
4
开车前废锅加足水,软水加送水
锅炉无水烧坏
泄漏、着火、爆炸
车间领导岗位监督
1
5
5
5
微开补气充压至5.0~6.0MPa(升压速率0.4MPa/min)
充压过快
内件损坏,无法开车,财产损失
车间领导岗位监督
1
5
5
6
按正常开循环机步骤开循环机,关近路阀,使气体打循环
未盘车开机,填料未加氨
填料损坏泄漏、爆炸、人身伤害
电工到边盘车后开机,岗位主操监护
2
5
10
7
检查电炉绝缘大于0.2MΩ后缓慢升温(升温速率30~40℃)
未检查直接升温,或者升温速率过快
电炉烧坏,内件损坏
电工检查绝缘后电工调节电炉功率
2
4
8
8
床层温度大于150℃,开水冷,大于300℃开氨冷
没有按时开水冷、氨冷
循环机填料烧坏
车间领导岗位监督
1
3
3
9
热点达反应温度时,开始缓慢补气和加循环量,减少轴向温差,升温速率5℃/h
升温速率过快,轴向温差大
内件损坏,无法开车
车间领导岗位监督
1
5
5
10
由床层温度,逐渐加大冷副线和循环量,逐步切电炉,并入生产
调节手段过大,炉温波动较大
触媒寿命缩短
车间领导岗位监督
1
4
4
结论:
最高风险度为10风险等级为中等的
o合成车间安全检查分析(SCL)记录表
工作/任务:
更换活门o
区域/工艺过程:
6#6M25压缩机o
分析人员:
任井刚、王俊、殷永军、陈军o
日期:
2011年1月18日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
建议改正/控制措施
1
停机隔断待作业机台相关流程
未按要求办证、阀门内漏
中毒、人身伤害
办设备检修证
1
4
4
2
穿好劳保护品
劳保穿戴不规范
中毒、人身伤害
更换活门管理规定
1
4
4
3
加强现场通风
通风不畅
中毒、人身伤害
打开门窗、开排风扇、加强通风
2
4
8
4
落实监护人员、安全措施
落实不到位
中毒、抢救不及时
应急救援预案
1
4
4
5
更换活门作业
违章作业
人员中毒及火灾爆炸
更换活门管理规定
2
4
8
6
活门更换好验收交付使用
验收不负责
检修质量事件
设备检修证
2
2
4
结论:
最高风险度为8风险等级为中等的
o合成车间安全检查分析(SCL)记录表
工作/任务:
清槽作业o
区域/工艺过程:
老氨库3#槽o
分析人员:
任井刚、殷永军、陈亚、邵定亚o
日期:
2011年1月20日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
建议改正/控制措施
1
隔断待作业储槽相关流程
未按要求办证、添加盲板、阀门内漏
中毒、人身伤害
办抽堵盲板证、设备检修证
1
5
5
2
穿好劳保用品
劳保穿戴不规范
人身伤害
劳保管理规定
2
4
8
3
落实监护人员安全措施
落实不到位
中毒、抢救不及时、
受限空间管理制度
2
4
8
4
进行化验分析
分析不认真
中毒、窒息、火灾、爆炸
受限空间管理制度
2
4
8
5
进槽作业
违章作业
人员中毒及火灾爆炸
受限空间管理制度
2
4
8
6
清槽验收交付使用
验收不认真
产品质量事故
容器质量管理规定
2
2
4
结论:
最高风险度为8风险等级为中等的
o合成车间安全检查分析(SCL)记录表
工作/任务:
氨槽检测o
区域/工艺过程:
老氨库3#槽o
分析人员:
任井刚、谢海玉、殷永军、陈亚o
日期:
2011年1月23日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
建议改正/控制措施
1
隔断待作业储槽相关流程
未按要求办证、添加盲板、阀门内漏
中毒、人身伤害
办抽堵盲板证、设备检修证、高处作业证
1
5
5
2
穿好劳保用品
劳保穿戴不规范
人身伤害
劳保管理规定
2
4
8
3
打开人孔、加入置换
未按要求置换
中毒、人身伤害
受限空间管理制度
2
4
8
4
落实监护人员安全措施
落实不到位
中毒、人身伤害
受限空间管理制度
2
4
8
5
进行化验分析
分析不认真
中毒、窒息、火灾、爆炸
受限空间管理制度
2
4
8
6
进槽作业
违章作业
中毒、火灾、爆炸、坠落、触电等人身伤害
受限空间管理制度、临时用电管理制度
2
4
8
7
检测验收交付使用
验收不认真
产生事故
容器质量标准
2
2
4
结论:
最高风险度为8风险等级为中等的
o合成车间安全检查分析(SCL)记录表
工作任务:
西大盖中间内盖法兰加垫子o
区域/工艺过程:
4#Tc620透平机o
分析人员:
任井刚、陈亚、殷永军、邵定亚o
日期:
2011年2月4日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
建议改正/控制措施
1
停机隔断待作业机台相关流程
未按要求办证、阀门内漏
人身伤害
办设备检修证
1
4
4
按规定办检修证,对相关阀门检查防止内漏
2
穿好劳保护品
劳保穿戴不规范
人身伤害
劳保管理规定
1
3
3
正确规范化穿戴劳保
3
落实监护人员、安全措施
落实不到位
人身伤害
加强监护,控制安全
1
4
4
落实好监护人及救援预案
4
拆西大盖并吊离
未按检修规范化操作
设备损坏、人身伤害
按检修规范化操作
2
2
4
要求检修人员熟悉检修规范规程
5
西大盖中间内盖法兰加垫子作业
违章作业
人身伤害
按规范化设备检修规定操作
2
3
6
要求做好防范措施,杜绝违章作业
6
检修好验收交付使用
验收不负责
设备损坏,检修事故
加强验收质量
2
2
4
置换后充压检查大盖及法兰是否泄漏,确保机台备用
结论:
最高风险度为6风险等级为一般的
o合成车间安全检查分析(SCL)记录表
工作/任务:
动火作业o
区域/工艺过程:
4M20机放空管加阻火器o
分析人员:
任井刚、王俊、殷永军、邵定亚o
日期:
2011年2月11日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
建议改正/控制措施
1
穿好劳保用品
劳保穿戴不规范
人身伤害
劳保管理规定
1
4
4
2
隔断待作业机台放空管相关流程
未按要求办证、添加盲板,阀门内漏
中毒、火灾、爆炸
办抽堵盲板证,置换合格
1
4
4
3
对动火现场进行分析
现场不具备动火条件
着火、爆炸、坠落
动火管理规定、高处作业证
2
2
4
4
落实监火人及防护措施
人员、措施不落实
火灾、爆炸
动火管理规定
2
2
4
5
办理动火证
违章办理或未办
着火、爆炸
动火管理规定
2
4
8
6
动火过程控制
违章作业、监护不到位
着火、爆炸、人员中毒
动火管理规定
2
2
4
7
动火工作完成
确认不完好或未确认
着火、爆炸、人员中毒
质量验收制度
2
2
4
8
对动火现场进行清理
清理不彻底
火灾、爆炸
安全用火管理规定
2
2
4
结论:
最高风险度为8风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
更换四级活塞杆、活塞环、支承环o
区域/工艺过程:
4#7MY50氢氮压缩机
分析人员:
任井刚、王俊、殷永军、陈军、邵定亚o
日期:
2011年2月18日o
序号
工作步骤
危害或潜在事件
主要后果
安全控制标准
L
S
风险度(R)
1
拆活塞杆与十字头连接处,抽出活塞组件,拆下活塞环、支承环
生拉硬砸,损伤机件
设备损坏、人身伤害
使用专用工具按科学的程序进行
1
5
5
2
清理活塞组件,装入新活塞杆、活塞环、支承环
未认真清洗油污和除去锈蚀
设备损坏、检修事故
按检修规范规程操作
1
4
4
3
紧固好活塞杆与十字头连接处,且将锁片锁紧
连接处未紧固好,锁片未锁紧
设备损坏、检修事故
按检修规范规程操作
2
4
8
4
测量上下死点间隙,调配好后组装墙板和缸盖
未调配好上下死点间隙
设备损坏、检修事故
按检修规范规程操作
2
3
6
5
检修完做好详细记录,清理好作业现场(使用工具及现场卫生)
工具杂物留在设备中
设备损坏,检修事故
仔细检查需要封闭的部位,清点工器具数量
1
3
3
6
按检修方案认真核对检修项目,由车间和设备科负责人进行验收
核对、验收不认真
设备损坏,检修事故
加强核对和验收质量
2
2
4
结论:
最高风险度为8风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
更换二级活塞环、支承环o
区域/工艺过程:
1#4M20氢氮压缩机
分析人员:
任井刚、谢海玉、殷永军、陈军、邵定亚o
日期:
2011年3月7日o
序号
工作步骤
危害或潜在事件
主要后果
安全控制标准
L
S
风险度(R)
1
拆活塞杆与十字头连接处,抽出活塞组件,拆下活塞环、支承环
生拉硬砸,损伤机件
设备损坏、人身伤害
使用专用工具按科学的程序进行
1
5
5
2
清理活塞组件,装入活塞杆、活塞环、支承环
未认真清洗油污和除去锈蚀
设备损坏、检修事故
按检修规范规程操作
1
4
4
3
紧固好活塞杆与十字头连接处,且将锁片锁紧
连接处未紧固好,锁片未锁紧
设备损坏、检修事故
按检修规范规程操作
2
4
8
4
测量上下死点间隙,调配好后组装墙板和缸盖
未调配好上下死点间隙
设备损坏、检修事故
按检修规范规程操作
2
3
6
5
检修完做好详细记录,清理好作业现场(使用工具及现场卫生)
工具杂物留在设备中
设备损坏,检修事故
仔细检查需要封闭的部位,清点工器具数量
1
3
3
6
按检修方案认真核对检修项目,由车间和设备科负责人进行验收
核对、验收不认真
设备损坏,检修事故
加强核对和验收质量
2
2
4
结论:
最高风险度为8风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
更换七级填料o
区域/工艺过程:
6#6M25氢氮压缩机
分析人员:
任井刚、王俊、殷永军、陈军、邵定亚o
日期:
2011年3月13日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
1
拆滑道处两端墙板螺栓,拆活塞杆与十字头连接处,吊开缸盖,取出活塞杆
生拉硬砸,损伤机件
设备损坏、人身伤害
使用专用工具按科学的程序进行
1
4
4
2
填料压盖法兰螺栓拆除,取出待更换填料,对填料待装部位和新填料清洗干净
未认真清洗油污和除去锈蚀
设备损坏、检修事故
按检修规范规程操作
1
4
4
3
装填料压盖必须紧平衡,防止法兰和活塞杆间隙不一,导致填料、活塞杆烧坏
连接处未紧固好
设备损坏、检修事故
按检修规范规程操作
1
4
4
4
装入活塞、活塞杆,将活塞杆与十字头连接处装配好
连接处未紧固好
设备损坏、检修事故
按检修规范规程操作
1
4
4
5
测量死点间隙,调配好后上两端墙板螺栓。
未调配好上下死点间隙
设备损坏,检修事故
仔细检查需要封闭的部位,清点工器具数量
2
3
6
6
检修完做好详细记录,清理好作业现场(使用工具及现场卫生)
工具杂物留在设备中
设备损坏,检修事故
按检修规范规程操作
1
3
3
7
按检修方案认真核对检修项目,由车间和设备科负责人进行验收
核对、验收不认真
设备损坏、检修事故
加强核对和验收质量
2
2
4
结论:
最高风险度为8风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
更换三六级活塞环o
区域/工艺过程:
5#4M20氢氮压缩机
分析人员:
任井刚、王俊、殷永军、陈军、邵定亚o
日期:
2011年3月19日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
1
拆滑道处两端墙板螺栓和缸头压盖螺栓
未按规范检修操作
设备损坏、检修事故
按检修规范规程操作
1
4
4
2
拆活塞杆与十字头连接处,抽出活塞组件,拆下活塞环、支承环
生拉硬砸,损伤机件
设备损坏、人身伤害
使用专用工具按科学的程序进行
1
5
5
3
清理活塞组件,装入活塞杆、活塞环、支承环
未认真清洗油污和除去锈蚀
设备损坏、检修事故
按检修规范规程操作
1
4
4
4
紧固好活塞杆与十字头连接处,且将锁片锁紧
连接处未紧固好,锁片未锁紧
设备损坏、检修事故
按检修规范规程操作
2
4
8
5
测量上下死点间隙,调配好后组装墙板和缸盖
未调配好上下死点间隙
设备损坏、检修事故
按检修规范规程操作
2
3
6
6
检修完做好详细记录,清理好作业现场(使用工具及现场卫生)
工具杂物留在设备中
设备损坏,检修事故
仔细检查需要封闭的部位,清点工器具数量
1
3
3
7
按检修方案认真核对检修项目,由车间和设备科负责人进行验收
核对、验收不认真
设备损坏,检修事故
加强核对和验收质量
2
2
4
结论:
最高风险度为8风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
更换内件机芯o
区域/工艺过程:
2#Tc620透平机
分析人员:
任井刚、殷永军、陈亚、邵定亚o
日期:
2011年3月24日
序号
工作步骤
危害或潜在事件
主要后果
安全控制标准
L
S
R
1
保机工拆弯头高压法兰短节﹑高压法兰螺栓,吊离弯头短节,拆大盖压环螺栓并取出,卸大盖螺栓,吊开大盖,松开透平机顶丝,取下透平机大盖及压紧弹簧。
吊装绳索断绳、滑绳,工具、物体等坠落
设备损坏,人身伤害
按检修规程操作
1
3
3
2
电工拆电线西大盖保护气小盖螺栓并吊离,保机工拆西大盖螺栓和大盖北边保护气出气法兰,吊装工吊开大盖,仪表工拆除信号线,保机工拆轴承进油管和注油管接头,松开电动机顶丝。
生拉硬砸,损伤机件
设备损坏、人身伤害
按检修规程操作
1
5
5
3
专业吊装工起吊透平机内件机芯,并放置指定地方。
保机工检查大盖铝垫是否损坏并作出相应处理,用砂布对透镜垫和高压法兰球面进行处理。
未认真清洗油污和除去锈蚀
设备损坏、检修事故
按检修规程操作
1
4
4
4
重新由吊装人员,吊入透平机组装好的内件机芯。
违章作业
检修事故
按检修规程操作
2
4
8
5
透平机机芯装入壳件到位,对透平机顶丝顶紧,上透平机与大盖压紧弹簧,吊上大盖上螺栓,注意大盖与壳体间隙基本一致,上大盖压环螺栓紧到位,上高压短节和弯头上紧。
螺栓未紧固到位
设备损坏、检修事故
按检修规程操作
2
3
6
6
仪表工装信号线,保机工装注油进出口管线(进油管装配必须手摇注油器,使注油器出油,防止弄错),对电动机顶丝顶紧,组装完吊装工吊上大盖,电工把电线串好,保机工上大盖螺栓,注意大盖间隙基本一致上紧,电工上保护气小盖
违章作业
砸伤、人身伤害
按检修规程操作
2
4
8
7
按检修方案认真核对检修项目,由车间和设备科负责人进行验收
验收不负责
设备损坏、检修事故
加强验收质量
2
2
4
结论:
最高风险度为8风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
更换一级(北)连杆大头瓦o
区域/工艺过程:
2#7MY50氢氮压缩机
分析人员:
任井刚、王俊、殷永军、陈军、邵定亚o
日期:
2011年4月6日o
序号
工作步骤
危害或潜在事件
主要后果
安全控制标准
L
S
风险度(R)
1
隔断待作业设备相关流程
未按要求办证、阀门内漏
中毒、人身伤害
办设备检修证
1
2
2
2
正确穿戴劳保护品
劳保穿戴不规范
人身伤害
劳保管理规定
1
4
4
3
落实监护人员、安全措施
落实不到位
人身伤害
加强监护,控制安全
1
3
3
4
检查压力是否全部卸完
带压拆卸设备,冲击伤人
人身伤害、着火
加强检查卸压完全
1
4
4
5
检查专用工具,绳索、吊钩、葫芦等
吊装绳索断绳,滑绳
设备损坏、人员砸伤
按检修规范化操作
1
5
5
6
拆卸大盖和连杆螺栓
未按检修规范化操作
砸伤、人身伤害
按检修规范化操作
2
2
4
7
更换一级连杆大头瓦作业
违章作业
砸伤、人身伤害
按检修规范化操作
2
3
6
8
按检修方案认真核对检修项目,由车间和设备科负责人进行验收
核对、验收不认真
设备损坏、检修事故
加强核对和验收质量
2
2
4
结论:
最高风险度为6风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
更换内件机芯(12节叶轮改为11节)o
区域/工艺过程:
3#Tc620透平机
分析人员:
任井刚、陈亚、殷永军、邵定亚o
日期:
2011年4月13日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
1
隔断待作业设备相关流程
未按要求办证、阀门内漏
中毒、人身伤害
办设备检修证
1
4
4
2
正确穿戴劳保护品
劳保穿戴不规范
人身伤害
劳保管理规定
1
4
4
3
落实监护人员、安全措施
落实不到位
人身伤害
加强监护,控制安全
1
4
4
4
检查压力是否全部卸完
带压拆卸设备,机件冲击伤人
人身伤害、着火
加强检查卸压完全
1
4
4
5
检查专用工具,绳索、吊钩、葫芦等
吊装绳索断绳,滑绳
设备损坏、人员砸伤
按检修规范化操作
1
5
5
6
拆卸大盖,移出机件内芯
未按检修规范化操作
砸伤、人身伤害
按检修规范化操作
2
4
8
7
更换新内件机芯作业
违章作业
砸伤、人身伤害
按检修规范化操作
2
4
8
8
设备交出完工后验收交付使用
验收不负责
设备损坏、检修事故
加强验收质量
2
4
8
结论:
最高风险度为8风险等级为中等的
合成车间安全检查分析(SCL)记录表
工作任务:
校正六级缸套,定位孔对正位o
区域/工艺过程:
4#7MY50氢氮压缩机
分析人员:
任井刚、王俊、殷永军、陈军、邵定亚o
日期:
2011年4月18日o
序号
工作步骤
危害或潜在事件
主要后果
现有安全控制措施
L
S
风险度(R)
1
隔断待作业设备相关流程
未按要求办证、阀门内漏
中毒、人身伤害
办设备检修证
1
4
4
2
正确穿戴劳保护品
劳保穿戴不规范
人身伤害
劳保管理规定
1
4
4
3
落实监护人员、安全措施
落实不到位
人身伤害
加强监护,控制安全
1
4
4
4
检查压力是否全部卸完
带压拆卸设备,机件冲击伤人
人身伤害、着火
加强检查卸压完全
1
4
4
5
检查专用工具,绳索、
 升级会员
升级会员 