水库进出水口事故检修闸门安装作业指导书.docx
《水库进出水口事故检修闸门安装作业指导书.docx》由会员分享,可在线阅读,更多相关《水库进出水口事故检修闸门安装作业指导书.docx(27页珍藏版)》请在冰豆网上搜索。
水库进出水口事故检修闸门安装作业指导书
1 适用范围
本作业指导书适用于水电站、抽水蓄能电站的各种尺寸用于静水启门、动水闭门的平面闸门安装。
2 编写依据
表2-1 编 写 依 据
序号
引用资料名称
1
SL36-2006《水工金属结构焊接通用技术条款》
2
GB50300—2001《建筑工程施工质量验收统一标准》
3
DL/T5018-2004《水电水利工程钢闸门制造安装及验收规范》
4
JGJ46-2005《施工现场临时用电安全技术规范》
5
DL/T5162-2002《水电水利工程施工安全防护设施技术规范》
6
Q/CSG11105—2008《南方电网工程施工工艺控制规范》
7
工程设计图纸、设计修改、施工组织设计(方案)等技术文件
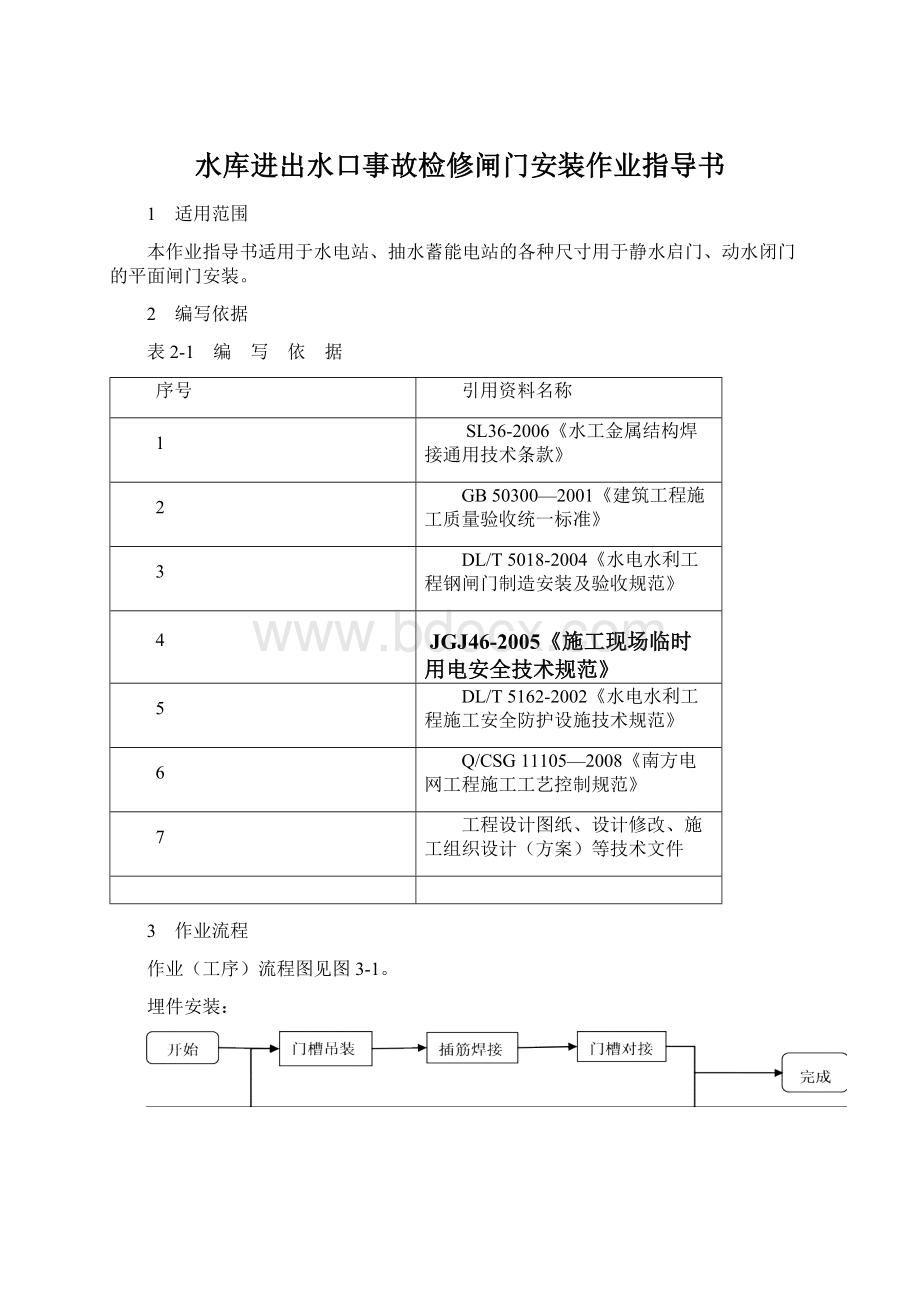
3 作业流程
作业(工序)流程图见图3-1。
埋件安装:
门叶安装:
图3-1 作业(工序)流程图
4 安全风险辨析及预控
4..1平面钢闸门安装作业前,施工项目部根据该项目作业任务、施工条件,参照《电网建设施工安全基准风险指南》(下简称《指南》)开展针对性安全风险评估工作,形成该任务的风险分析表。
4.2按《指南》中与闸门安装作业相关联的《电网建设安全施工作业票》结合现场实际情况进行差异化分析,确定风险等级,现场技术员填写安全施工作业票,安全员审核,施工负责人签发。
4.3施工负责人核对风险控制措施,并在日站班会上对全体作业人员进行安全交底,接受交底的作业人员负责将安全措施落实到各作业任务和步骤中。
4.4安全施工作业票由施工负责人现场持有,工作内容、地点不变时可连续使用10天,超过10天须重新办理作业票,在工作完成后上交项目部保存备查。
表4-1作业任务安全基准风险指南
序号
危害名称
风险种类
风险等级
风险控制措施
1
非专业人员及未按要求操作气割工具
灼伤
可接受的风险
在闸门安装前由项目总工向作业人员进行技术交底明确要求,由专职操作人员负责作业过程中的监督检查落实
2
高空坠落
坠落
可接受的风险
凡参加高空作业的工作人员,工作前必须进行身体健康状况检查,凡患有精神病、癫病、高血压、心脏病和其他不宜从事高空作业人员,均不允许从事高空作业。
施工人员劳保物品中应每人一套安全带,高空作业时,必须佩带安全带,安全帽扣带扣紧。
3
焊接弧光灼伤眼睛
灼伤
可接受的风险
执行焊接任务时焊接人员必须佩戴好防护用品,其他施工人员也应注意防护眼睛,尽量避开焊接弧光。
4
不安全的绳索具
打击/坠落
可接受的风险
新入库绳索吊具需经过专业质检员检查,有必要的情况下可做拉拔试验,作业前必须由起重人员检查,索具是否牢固,经检查合格同意后,方可吊装重物,大件吊装高度不得高于1.5米
5
氧、乙炔摆放位置
爆炸
可接受的风险
氧气、乙炔应分别堆放,车间摆放间隔应大于8米,洞内摆放间隔应大于5米;
6
大件倒运中交通伤害
打击/车祸
可接受的风险
门叶倒运时,应该在运输车上固定稳固、牢靠,应有专门的吊耳。
设备重心一定要装在运输平板车的中心,并捆绑牢固。
上路时应由安全负责人在道路前面开路,车速不宜快
7
大件吊装
打击
不可接受风险
装卸车时,注意用枕木或木板垫平、垫牢。
设备重心一定要在运输平板车的中心,并捆绑牢固。
吊装的所有工器具、设备都必须有足够的安全系数,施工时起重工具要随时检查,发现不安全因素应及时处理。
所有参加起吊、运输的工作人员,必须严守起重操作规程,指挥信号要明确。
重物下不准站人。
8
孔洞、边沿防护不周
坠落/打击
可接受的风险
施工时,通气孔、平台边沿必须用脚手架隔离,用安全网围圈,孔洞或平台下面的人员需撤离。
9
起重机械伤害
打击
可接受的风险
非工作人员严禁在运转的起重运输机械周围逗留,以防受到意外伤害。
10
飞溅物划伤
打击
可接受的风险
进行打磨作业、碳弧气刨时应带好防护眼镜,
不准操作自己不熟悉或未获授权操作的机械及工器具
11
车床、铣床、刨床、钻床等不规范操作
割伤
可接受的风险
操作各种加工车床时不允许戴手套操作。
12
电源线漏电
触电
可接受的风险
所有电源线、焊接线、气割线必须分类布置,并井然有序。
13
电动工具的使用
触电
可接受的风险
在潮湿或金属构架等导电性能良好的作业场所,必须使用Ⅱ类或Ⅲ类电动工具。
如需使用Ⅰ类电动工具则必须装设额定漏电动作电流不大于30mA、动作时间不大于0.1s漏电保护器。
14
机械设备未接地
触电
可接受的风险
在阴雨天或空气湿度比较大的时侯,防护好机械设备,以免被淋水导致漏电。
15
施工触电
触电
可接受的风险
在高温、潮湿、易于导电触电的高压支洞使用照明灯具地面高度低于2.2m时,其照明电源电压不得大于24V。
照明灯具与导线的绝缘应符合有关规定。
16
5 作业准备
5.1 人员配备
表5-1 人员配备表
工序名称
建议工作人数
负责人数
监护人数
埋件安装
5
1
1
滑块及滚轮安装
2
1
0
闸门吊装、拼装
6
1
1
闸门焊接
3
1
1
水封安装、焊缝涂装
6
1
1
闸门运行及密封试验
2
1
1
焊缝检验
3
1
1
注:
作业人数根据具体工程量规模配备。
5.2 主要工器具及仪器仪表配置
表5-2 主要工器具及仪器仪表配置表
序号
名称
规格
数量
备注
1
全站仪
1
2
水准仪
1
3
汽车吊
25t/50T/100T
若干
4
载重汽车
10T/40T
若干
5
逆变式电焊机
若干
6
气割工具
若干
7
焊条烘烤箱
1
8
焊条保温筒
若干
9
手拉葫芦
2T/5T/10T
若干
10
千斤顶
10T/20T/50T
若干
11
卷扬机
4T/8T
1
12
起重滑轮
5T/10T/30T
若干
单滑或多滑
13
钢琴线
足量
14
氧气乙炔装置
若干
15
角向磨光机
若干
注:
主要工器具及仪器仪表根据具体工程量规模配备。
6 作业方法
6.1施工准备
a.闸门组装拼焊在闸门孔口顶部平台上进行,采用立式拼装。
b.布置施工电源和工具房,施工材料准备就绪;
c.闸门拼装采用安装调试完成的启闭机进行拼装;另外为了将闸门平移至孔口与启闭机动滑轮组联接,可沿孔口中心线设置过车的钢平台。
d.施工人员及施工设备全部准备就绪;
e.到货闸门设备已通过清扫、检查、验收,并在设备存放场内完成闸门预拼装,完成顶节门叶与闸门吊耳的组装与焊接;
f.运输车辆、用于装车起重机械均能满足要求;运输路线具备通车和设备运输条件,施工道路畅通,路面无杂物;
g.门槽复测抽检合格;
h.闸门焊接工艺评定结果呈报监理单位确认;
i.闸门安装技术措施呈报监理单位审批。
6.2门槽安装作业
为了更好、更快地安装闸门埋件,这里建议我们搭设脚手架,和安装卷扬机(可为2吨卷扬机)。
具体脚手架搭设参考《建筑施工扣件式钢管脚手架安全技术规范》JGJ130-2011;卷扬机安装参考GB13329-1991《卷扬机技术规程》。
6.2.1门槽吊装
1)门槽底槛吊装时,正确使用卷扬机,将吊点布置于门槽中心。
使用手推叉车将底槛搬运就位后,用钢丝绳将其吊起,注意底槛重心与吊点重合。
指挥人员及时指挥底槛的合理就位,各作业人员须听众指挥,并切勿将手脚伸入底槛下方,以免挤伤。
2)起吊作业前仔细检查制动系统、限位装置等设施的安全性能,确认无误后方可进行起吊作业;起吊作业时设置安全警戒区域,严禁人员进入警戒区域内。
3)根据主、反轨的实际吊装要求布置吊点,吊点布置好后对门槽内的起吊障碍物(一期砼插筋)进行清理;起吊过程中指挥人员及时跟进吊件,发现插筋阻碍及时清理。
4)在吊装门槽过程中,由专人指挥,统一信号(对讲机、哨音);操作人员必须听从指挥人员发出的信号,在没有听清楚信号的情况下严禁操作,待信号确定后方可动作
5)主、反轨的吊装就位后,须使用手拉葫芦将门槽从卷扬机挂勾卸下来,通过手拉葫芦完成吊装调整作业。
避免槽内钢筋阻碍卷扬机的钢丝绳。
6.2.2门槽调整
门槽调整过程中(2m以上),必须按要求正确佩戴安全带,并高挂低用;安监人员不定期巡查,督促作业人员做好高空作业的安全防护工作,确保施工安全。
由于门槽调整过程中,尤其是主轨和反轨调整时,上下工作面同时进行,为此传递和使用工器具时,全程须使用绳索捆绑牢固,传递通道须选下方无人的空间来进行,以防因工器具坠落,造成人员受伤事故。
在门槽未正式焊接加固前,悬挂门槽部件的手拉葫芦或钢丝绳严禁拆除,同时门槽就位后,应与钢筋进行临时点焊加固,后开始进行调整,伤止门槽滑动撞伤、挤伤施工人员。
6.2.3门槽焊接与加固
门槽焊接除底槛一段焊接外,其余均匀为高空焊接。
高处进行电焊作业时,以防电焊飞溅散落聚集成起火点,施工人员下班离开现场前必须确认无火灾安全隐患后方可离开现场;施工现场布置相应消防灭火器材。
使用的加固材料摆放要整齐,并便于加固人员取用;进行加固作业时,严禁交叉作业,门槽下方设置安全警戒线,防止无关人员进入危险区。
6.2.4门槽打磨
门槽焊接后需要对接缝进行打磨。
打磨作业时应避免前方有人,作业人员佩戴护目镜等个人防护用品;前方人员无法避让时,打磨作业前须采用隔板做好隔离措施。
打磨时用力要均匀,避免用力过猛致使砂轮片和磨光片爆片伤人高处作业必须按要求正确佩戴个人劳动防护用品,安全带使用前要对其安全绳进行检查,栓挂必须高挂抵用,并固定在牢固的构件上。
6.3安装方法
(1)闸门运输和吊装
一面闸门一般在制作时会分节制作为多个门叶,然后现场安装时将多节门叶拼接起来。
节间采用焊接连接。
在检修平台上设置过车钢平台和锁定装置,闸门锁定在检修平台上进行组装、焊接、探伤检查,在闸门起吊、运输和安装过程中采取防止吊运构件变形、损坏和安全保护措施。
将下节门叶按安装方向装车并运至检修平台,利用启闭机或汽车吊将其卸车,并缓慢地将门叶放入门槽内,锁定在检修平台上,调整支撑牢固可靠。
中节门叶运到现场后,利用同样方法将其吊至下节门叶上进行组装、调整、焊接。
焊接前,应经旁站监理工程师确认后方可进入焊接工序。
焊接时使用的材料具有产品质量证明书和使用说明书,并按监理人的指示进行抽样检验,按规范要求进行烘烤,从事现场安装焊缝的焊工,持有效合格证书,按焊接工艺进行焊接,探伤合格后进行尺寸检查。
(2)闸门焊接
闸门焊接全过程要悬挂焊接变形监控用的垂线,专职检验员在焊接全过程中记录变形量,适当调整焊接顺序和工艺参数。
焊接工艺参数应在焊接工艺评定范围内。
焊接顺序:
先焊闸门纵向隔板与主梁腹板之间的角焊缝,再焊边梁的对接焊缝,然后焊纵向隔板与面板,与主梁后翼的立角焊缝,再焊边梁腹板与翼板之间的角焊缝,再焊纵向隔板后翼板之间的对接焊缝,最后焊接面板对接焊缝。
每次焊接封底焊(或第一道焊缝)后,都必须停下来,监测变形量,确认符合控制范围时,方可继续进行第二道及填充焊缝的施焊。
(3)门叶焊后的检查
a.检查门叶焊后的几何尺寸
焊后整扇门叶几何尺寸须符合设计要求。
b.门叶焊接完成24小时后进行无损探伤检查,采用UT方法对闸门的Ⅰ、Ⅱ焊缝进行检查,Ⅲ类焊缝只进行外观检查。
(4)门叶安装焊缝涂装
门叶结构焊接完成,无损探伤检查合格,门
 升级会员
升级会员 