专用镗孔机床的电气控制系统设计.docx
《专用镗孔机床的电气控制系统设计.docx》由会员分享,可在线阅读,更多相关《专用镗孔机床的电气控制系统设计.docx(10页珍藏版)》请在冰豆网上搜索。
专用镗孔机床的电气控制系统设计
一、课程设计的内容与目的
专用镗孔机床的电气控制系统设计
机床概况:
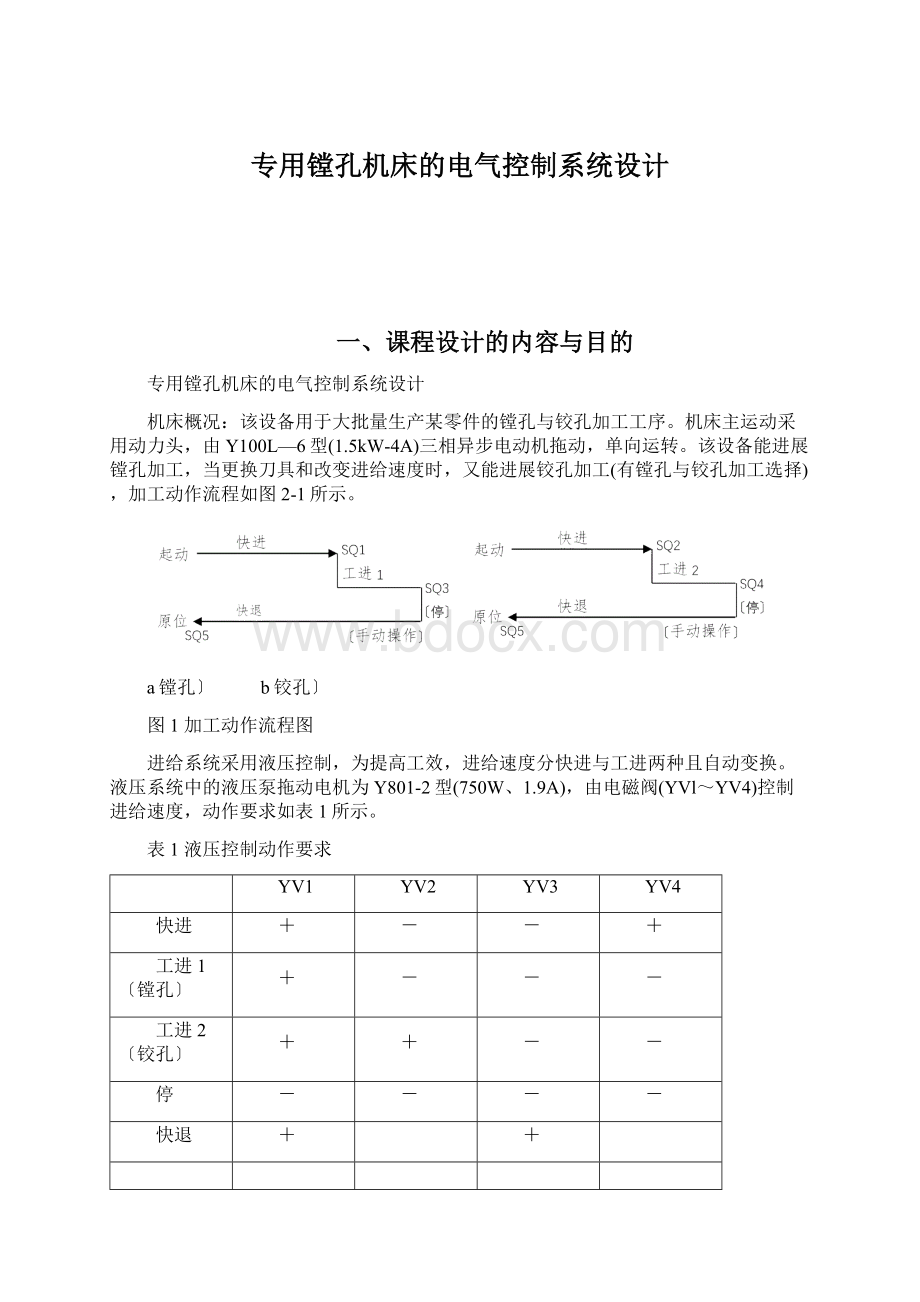
该设备用于大批量生产某零件的镗孔与铰孔加工工序。
机床主运动采用动力头,由Y100L—6型(1.5kW-4A)三相异步电动机拖动,单向运转。
该设备能进展镗孔加工,当更换刀具和改变进给速度时,又能进展铰孔加工(有镗孔与铰孔加工选择),加工动作流程如图2-1所示。
a镗孔〕b铰孔〕
图1加工动作流程图
进给系统采用液压控制,为提高工效,进给速度分快进与工进两种且自动变换。
液压系统中的液压泵拖动电机为Y801-2型(750W、1.9A),由电磁阀(YVl~YV4)控制进给速度,动作要求如表1所示。
表1液压控制动作要求
YV1
YV2
YV3
YV4
快进
+
-
-
+
工进1〔镗孔〕
+
-
-
-
工进2〔铰孔〕
+
+
-
-
停
-
-
-
-
快退
+
+
为提高加工精度,主轴采用静压轴承,由Y801-2型电动机拖动高压液压泵产生静压油膜。
2.设计要求
1)主轴为单向运转,停车要求制动(采用能耗制动)。
2)主轴电动机与静压电动机的联锁要求是:
先开静压电动机,静压建立后(由油压继电器控制)才能起动主轴电动机,而停机时,要求先停主轴电动机,后停静压电动机。
3)主轴加工操作,采用两地控制。
加工完毕自动停止,手动快退至原位。
4)根据加工动作流程要求,设置镗孔加工与铰孔加工选择。
5)应有照明与工作状态显示。
6)有必要的电气保护和联锁。
本课程设计的目的是:
通过对与学生所修专业有关的某一生产设备的电气控制装置的实践,掌握简单电气控制系统的设计过程、设计要求分析、应完成的工作内容与具体的设计方法。
同时对平时所学专业课程知识进展复习、巩固和提高,达到灵活应用的目的。
电气设计必须满足现有生产设备和生产工艺需要的要求,此外,设计前还需了解该设备的结构、用途、操作要求,在此过程中培养设计电气控制系统工作的整体观念。
二、系统总体方案设计
任务书中的控制要求有:
1)主轴为单向运转,停车要求制动(采用能耗制动)。
2)主轴电动机与静压电动机的联锁要求是:
先开静压电动机,静压建立后(由油压继电器控制)才能起动主轴电动机,而停机时,要求先停主轴电动机,后停静压电动机。
3)主轴加工操作,采用两地控制。
加工完毕自动停止,手动快退至原位。
4)根据加工动作流程要求,设置镗孔加工与铰孔加工选择。
5)应有照明与工作状态显示。
6)有必要的电气保护和联锁。
由此,可以简单分析出:
1〕不需对主轴进展正反转控制,而只需要对主电机进展启动和停止控制设计;
2〕主轴电动机和静压电动机的启动和停止顺序有要求,因此要进展联锁控制和保护:
3〕液压回路应添加油压继电器,并在液压控制回路的首端参加该压力继电器的常开触点,以实现满足油压后才能进展其他控制的要求;
4〕照明用灯泡可添加辅助回路;
5〕在每个电动机的连接处,均接入一个适合的热继电器,以实现过热保护,在主回路中各个支路与主电源相连接处均接入一个适合的熔断器,以实现过流保护〔短路保护〕,而在控制回路与变压器相连处也应接入适合的熔断器,同样实现过流保护。
1、PLC的选型;
2、I/O点数确实定;
3、PLC存储容量确实定;
4、输入接口电路形式的选择;
5、输出接口电路形式的选择;
6、PLC拓展模块的选择;
7、PLC的I/O地址分配表,根据实际所需分配地址;
1)本设计中,输入输出点数较少,可以选用小型PLC,型号FX2N。
2〕PLC输入/输出点确定:
I/O点数选择时要留出适当余量;由控制要求可知有8个输入口,如此输入的点数可选择8点或16点;控制对象可知有8个,如此输出点数可选择8点。
综合以上两点,选择输入输出点数16点。
3〕PLC存储容量:
系统有模拟量信号存在或进展大量数据处理时容量应选择大一些;专用镗孔机床PLC控制程序设计步骤200步之内存储容量小于20K,选择8K即可。
4〕输入接口用来完成输入信号的引入、滤波与电平转换。
输入接口电路的主要器件是光电耦合器。
光电耦合器可以提高PLC的抗干扰能力和安全性能,进展上下电平(24V/5V)转换。
5〕输出类型:
通常由于专用镗孔机床由交流220V三相异步电机拖动,如此选择继电器输出型继电器输出MR〔有触点,可带交直流负载或交流〕或双向晶闸管输出型MS(无触点,响应速度快、动作频率高,只能用于驱动交流负载)都可。
6〕主体CPU已足够设计所需,无需拓展模块。
本设计中,系统变量有电磁阀〔YV1-YV4〕所控制的机床的工进,铰或镗,快退,显示灯的切换,压力继电器所控制的静压电机和主轴电机开启和关闭的顺序等,其中,显示灯和电磁阀用PLC来控制,而两电机的顺序用的是外部继电器,不在程序X围之内。
表2专用镗孔机床PLC控制I/O分配表
I口
接线端
O口
接线端
X000
启动按钮SB1
Y001
电磁阀YV1
X001
行程开关SQ1
Y002
电磁阀YV2
X002
行程开关SQ2
Y003
电磁阀YV3
X003
行程开关SQ3
Y004
电磁阀YV4
X004
行程开关SQ4
Y005
快进显示灯L1
X005
手动操作按钮SB2
Y006
工进显示灯L2〔铰〕
X006
行程开关SQ5
Y007
工进显示灯L3〔镗〕
X007
镗孔选择开关SA
Y008
快退显示灯L4
三、控制系统设计
3.1原理图
3.1.1主电路原理图
主电路的设计中主要应满足一下几点要求:
1)动力头电机应实现能耗制动;
2)动力头电机、液泵电机两者应分开接向主电源,并由不同的接触器控制;
3〕两种电机均应实现短路保护〔过流保护〕与过热保护中间加一个继电器与熔断器;
4〕电源处应有一个总闸控制电源的关断,设置为刀开关。
对于要求〔1〕,动力头的电机接在一个接触器上进展控制,然后在接触器的首位接上一个可控的直流电源〔由变压器和整流桥组成〕来实现。
对于要求〔2〕,选用二个接触器来控制二种不同功率的电动机,并分开二个回路来控制即可。
对于要求〔3〕,选用适宜的熔断器,在三个回路接向电源出接上相应的熔断器来实现短路保护;再选用适宜的热继电器,在接向电动机处接如相应热继电器来实现过热保护。
对于要求〔4〕,在电源处,添加一个刀开关QG。
3.1.2控制电路原理图
〔1〕电机控制回路
在控制电机时,为满足动力头电机的能耗制动,利用时间继电器来控制直流电源的延时断开。
在二种电机的启停控制上,利用接触器的“起保停〞电路来控制,分别参加启停按钮。
而在动力头电机的停止上,利用联动开关来控制,以其常闭触点为停止,常开触点为直流电源的接入。
这样,保证了动力头电机的停止,同时也接入了能耗制动。
〔2〕液压控制回路
在液压控制回路中,应分为自动控制和手动控制两局部。
在自动控制中,主要由行程开关〔SQ1到SQ4〕、和按钮SB1来共同控制电磁阀〔YV1到YV4〕来实现整个动作。
在手动控制中有启动和复位按钮。
其动作表如表3所示:
表3液压控制动作表
YV1
YV2
YV3
YV4
快进〔SB1〕
+
-
-
+
工进1(SQ1镗孔旋钮〕
+
-
-
-
工进2〔SQ2铰孔旋钮〕
+
+
-
-
停止(SQ3,SQ4)
-
-
-
-
快退(SB2)
+
+
由上表可知,在设计液压控制回路时。
在表中,SQ1,SQ2为工进信号,SQ3,SQ4为工进停止信号。
如此只要有一个行程开关的信号,如此应该立即动作。
然后自动完毕。
在手动控制中,利用选择开关SA的转换控制机床镗孔铰孔动作。
另外,在控制PLC上参加SB2来手动复位。
图4PLC程序框图
3.2PLC程序设计
3.3元件选型
〔1〕电动机的选型
根据任务书要求,动力头电动机M1为Y100L—6型(1.5kW-4A)三相异步拖动,单向运转;液泵电动机M2为Y801-2型(750W、1.9A)。
(2)熔断器的选型
根据选择出的电机型号,可大致计算该电机工作时的最大电流:
根据经验公式,计算熔断器的最大允许电流值:
故计算得:
I
=8A
I
=4A
由经验可知,控制回路中的电流最大不会超过5A,故查取设计手册,并选择熔断器结果如下:
FU0:
RL-60/25,最大熔断电流25A;
FU1:
RL-160/25,最大熔断电流25A;
FU2:
RL-160/25,最大熔断电流25A;
〔3〕热继电器的选型
根据前面算出的电动机工作电流,查手册可直接选出热继电器,得如下结果:
FR1:
JR20-10,整定电流X围3~5A;
FR2:
JR20-10,整定电流X围3~5A;
〔4〕交流接触器选型
根据前面计算出的电动机工作电流值,可知交流接触器的工作电流应在4A以内,而由设计的原理图知交流接触器所需要的主触点为4对辅助触点不超过3常开2常闭,再根据380V三相交流电的要求,查手册,可选出交流接触器为:
KM1~KM5型号为CJ0—20,线圈电压为110V。
〔5〕压力继电器与电磁阀的选型
在整个过程中,压力继电器起到一个传感器的作用,它将静压电机开启后建立的静压达到一定程度传给主轴电机控制回路,无特殊要求;电磁阀在220V电压下工作,应当选其电磁线圈电压应为220V,查手册可得:
压力继电器:
PS6—439,额定电压110V
电磁阀KP:
2W-250-25,AC220VDC24VDC12V
〔7〕照明与显示灯的选型
一般照明灯使用的是36V交流电,手工控制闭启。
查手册得,选照明灯型号为:
PZ220—60。
在设计的系统中,由于在每一个指示灯的地方都有标注,所以统一选为灰色,即H1~H4,型号:
AD1—22/212电压6V。
〔8〕变压器的选型
由于设计的系统中,需要将380V三相交流电转换成110V、36V、24V等三种不同压值的交流电,应当选择变压器时应同时考虑考虑变压器的容量与接处的点数。
查手册,选择变压器结果如下:
TC:
K3-2500,4变压接出头。
〔9〕按钮与刀开关的选型
在电路控制中SB7,SB8为手动开关,SB1,SB2,SB6为电机启动按钮,SB3,SB4,SB5为电机停止按钮。
电路中照明电路开关为旋钮开关,查手册得:
QS:
DZ20-100/3,;
而总电源开关选择的是一个刀开关QG.
SQ1~SQ5为行程开关,在电路中的功能几乎一样,应当选择型号也一样,查手册可得:
型号为JW2—11Z。
四、设计心得
为期一周的机械设备控制课程设计完毕了,在这一周中我收获到的比预想的要多很多。
在课程设计中,我们根据题目根据机床运动的过程设计镗床机床控制系统的PLC的设计。
从刚开始手忙脚乱的到处翻书,无厘头的乱画图。
到后来的熟练检查分析,以与修改以前的图纸。
直到最后,学会了如何去设计一个电路系统,它的步骤,参考,工具和设计思路都了然于胸。
我觉得这是我们最应该学习的地方,理所当然也是我们收获最大的地方。
分开设计各局部功能,然后慢慢的有机结合起来,这个方法格外的重要。
在这一周中我收获到的本预想的要多很多。
在课程设计中,我们根据题目根据机床运动的过程设计镗床机床控制系统的RLC和PLC的设计。
我们要分清他所有的运动过程,并根据所学习的机电设备控制的知识进展设计。
在这个过程中,我才意识到知识不是学会就是真的掌握了,只有经过真正完全独立的设计才知道自己终究差距在哪里。
参考文献
[4]《工厂常用电气设备手册》编写组.工厂常用电气设备手册.中国电力.1998
 升级会员
升级会员 