高精密的博创闪电系列注塑机.docx
《高精密的博创闪电系列注塑机.docx》由会员分享,可在线阅读,更多相关《高精密的博创闪电系列注塑机.docx(8页珍藏版)》请在冰豆网上搜索。
高精密的博创闪电系列注塑机
高精密的博创闪电系列注塑机
随着中国社会经济的高速发展,塑料制品行业对高精密注塑机的需求量与日剧增:
电子接插件,精密工程塑料齿轮,精密光学仪器仪表制件、透镜,手机及电池外壳,导光板,CD,VCD,DVD音像制品等等,此类制品无不需要高速、高精密的注塑机,由此摧生了博创闪电系列注塑机。
高速、高精密的博创闪电系列注塑机,规格从15吨到368吨,共有九个机型,已开发成功的有三个规格:
15吨、30吨和50吨。
我们知道,一台性能超群的高速精密的注塑机,首先它必须拥有合理而高刚度的锁模和射胶机构。
其二是它必须拥有强劲的动力和反应灵敏而精确的液控系统。
二者缺一不可。
下面,我就重点从这两个方面来介绍高速、高精密的博创闪电系列注塑机,以及其制品成形工艺特点。
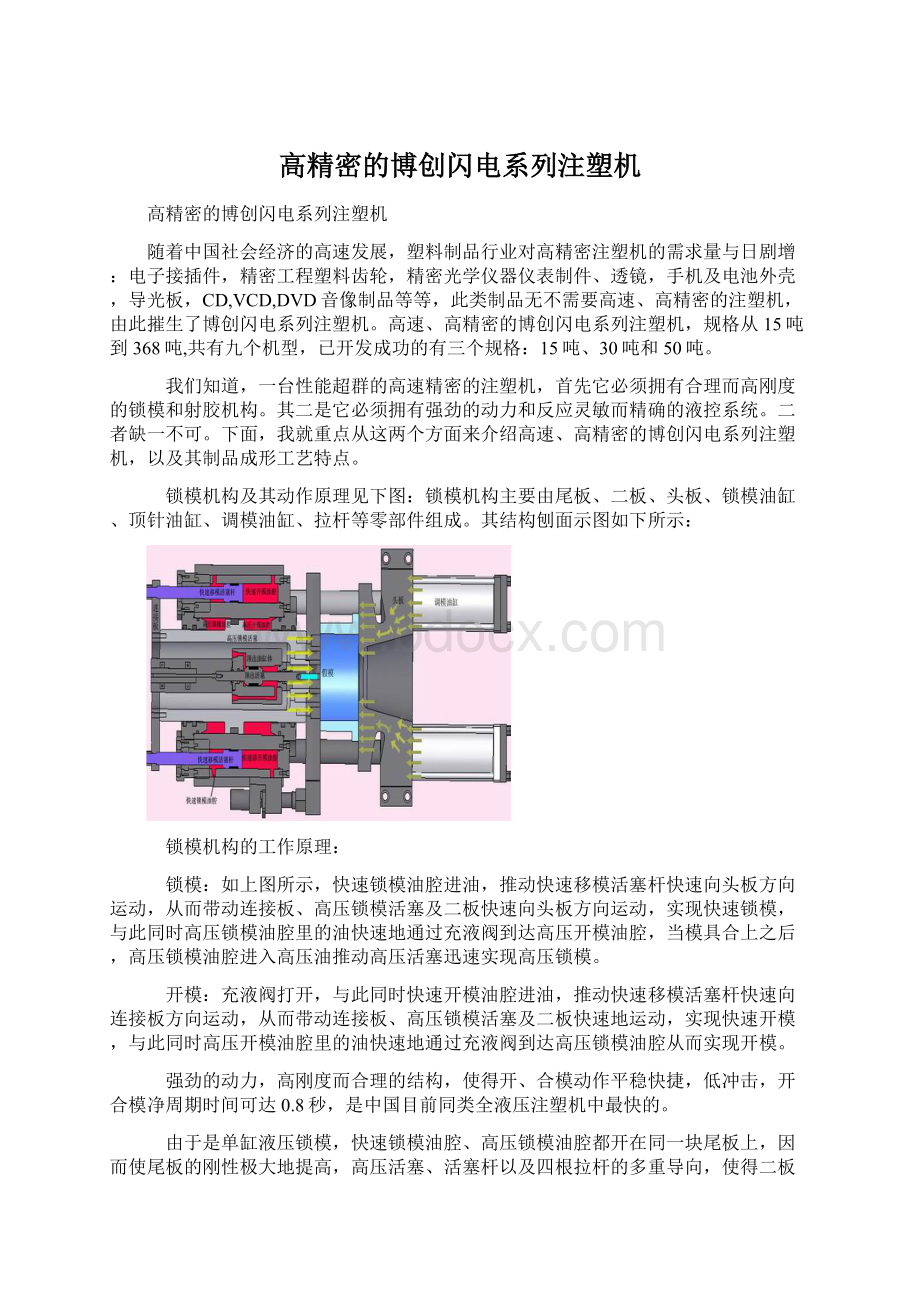
锁模机构及其动作原理见下图:
锁模机构主要由尾板、二板、头板、锁模油缸、顶针油缸、调模油缸、拉杆等零部件组成。
其结构刨面示图如下所示:
锁模机构的工作原理:
锁模:
如上图所示,快速锁模油腔进油,推动快速移模活塞杆快速向头板方向运动,从而带动连接板、高压锁模活塞及二板快速向头板方向运动,实现快速锁模,与此同时高压锁模油腔里的油快速地通过充液阀到达高压开模油腔,当模具合上之后,高压锁模油腔进入高压油推动高压活塞迅速实现高压锁模。
开模:
充液阀打开,与此同时快速开模油腔进油,推动快速移模活塞杆快速向连接板方向运动,从而带动连接板、高压锁模活塞及二板快速地运动,实现快速开模,与此同时高压开模油腔里的油快速地通过充液阀到达高压锁模油腔从而实现开模。
强劲的动力,高刚度而合理的结构,使得开、合模动作平稳快捷,低冲击,开合模净周期时间可达0.8秒,是中国目前同类全液压注塑机中最快的。
由于是单缸液压锁模,快速锁模油腔、高压锁模油腔都开在同一块尾板上,因而使尾板的刚性极大地提高,高压活塞、活塞杆以及四根拉杆的多重导向,使得二板码模面与头板码模面的平行度达到0.05mm以内。
四个调模油缸的布置,可在一个循环内全自动完成模具厚度的调整,方便而快捷。
同时头板采用了独特的结构,从而使得锁模力通过二板和头板均匀地从中间传递给模具(见上图),使模具受力比普通注塑机的均匀,最大限度地减少模具产生不利于制品精度的变形。
从而提高了制品的精度。
射胶机构的结构及其动作原理见下图:
射胶机构主要由:
螺杆、熔胶筒组件,射胶座组件,射胶活塞杆组件,射胶油缸体组件,油马达,直线导轨组件等零部件组成。
其动作原理:
当发热圈把熔胶筒加热到额定温度时,油马达通过传动轴上的花键驱动与射胶活塞杆连在一起的螺杆按设定的转速旋转,旋转的螺杆将从料斗落下来的塑料颗粒(粉末)往射嘴方向输送。
被螺杆往前输送的塑料在螺杆剪切力及熔胶筒热力的作用下由固态逐步转化为熔融态。
当在螺杆前端储蓄有足够的熔融塑料时,射胶进油口进油,推动射胶活塞杆和螺杆往射嘴方向运动,将储蓄在螺杆前端的熔融塑料推出射嘴进入到模具里,从而实现射胶。
由于是单缸射胶,射胶时,活塞杆的推力方向与螺杆的轴线同轴,射胶时,只有螺杆组件和射胶活塞组件运动,与传统的双缸射胶机构相比,运动的质量小,惯性小,因而更容易实现高速射胶和精确的位置及速度控制。
射胶前后板连体铸造成射台座,通过螺栓将射胶油缸体及油马达等组件与射台座连在一起,并通过直线轴承坐在直线导轨上,从而极大地提高了射台机构的整体刚性。
因此整个射胶机构动作平稳,运动冲击小,可靠性高,适合高速高压射胶。
博创闪电系列注塑机的螺杆前进速度超过500mm/s,重复精度为0~0.1mm,注射压力为2800Kg/cm2。
液控系统:
采用性能超群的奥地利KEBA或韩国电脑。
反应灵敏性能卓越的变量泵。
采用性能卓越的司服阀,作射胶和锁模动作控制元件(作注射压缩工艺时用)。
博创闪电系列注塑机,整体外形见下图:
博创闪电系列注塑机特别适合注射成型以下制品:
电子接插件,精密工程塑料齿轮,精密光学仪器仪表制件、透镜,导光板,手机及电池外壳,cd,vcd,dvd音像制品等等。
可替代日本进口的全电动注塑机及全液压注塑机。
是高精密工程塑料制品和精密光学制品的首选注塑机。
由于上述制品的注射模具的价格昂贵,博创闪电系列注塑机灵敏的低压模具保护性能尤其显得重要。
如博创BTH30型全液压注射机低压模保厚度可小到一张名片的厚度。
博创BTH30型全液压注射机,其移模速度达700mm/s,射胶速度达500mm/s,净周期时间为0.8秒,循环周期时间最快为1.6秒。
以成形DVD光碟为例,DVD光碟是由一张0.6毫米厚的信号盘和一张0.6毫米厚的保护盘复合而成,直径120毫米厚0.6毫米的信号盘和保护盘,原材料为干燥后的光学级透明PC,采用预注射压缩成型工艺:
三段(机器有四段)锁模速度和压力、两段顶出速度和压力、二段(机器有五段)射胶速度和压力、三段(机器有四段)熔胶温度PID控制,其循环周期时间为3—4秒。
动作顺序:
预锁模(快速、低压慢速)----预注射(快速、慢速)----高压锁模(压塑成型)----冲断水口----开模(同步进行熔胶)----顶出(机械手同步动作取出制品)。
动作之间的衔接采用时间及位置控制:
预锁模动作启动后,延时0.30秒进行射胶动作,射胶动作启动后,延时0.18秒进行高压锁模(压塑成型),延时1秒(延时的时间长短视模具的不同而进行调整)进行开模,开模行程至65mm后机械手动作,机械手动作启动后,延时0.2秒机械手真空气阀打开,机械手到位确认后进行顶出动作,顶出动作完成确认后机械手复位,机械手复位确认后进行预锁模动作从而完成一个循环周期。
循环周期时间为3.4秒。
使用BT30型注塑机进行手提电话及其它电子接插件产品生产时,往往无须机械手而可以更快、效率更高。
特别是打一些无需冷却时间的产品,在开模同步熔胶和顶出时,其循环周期时间在两秒左右。
使用BT30型双连泵注塑机打一种电子产品的接插件,一出四,制品单重0.8克,热流道,开模同步熔胶和顶出,原材料为PA66加30%的玻纤,成型时的熔胶筒四段温度依次设定为:
250,300,315,300摄氏度,两段注射速度和压力依次设定为:
第一段流量80%、压力120巴,位置由20mm移动到13mm,第二段流量30%、压力160巴,位置11.5mm,保压流量10%、压力100巴延时0.3秒后开模。
开模三段速度和压力依次设定为:
第一段流量75%、压力150巴,位置20mm,第二段流量95%、压力150巴,位置90mm,第三段流量5%、压力20巴,位置115mm,延时0.2秒转锁模动作。
锁模四段速度和压力依次设定为:
第一段流量75%、压力150巴,位置100mm,第二段流量95%、压力150巴,位置50mm,第三段流量2%、压力5巴(低压模保),位置0.5mm,第四段流量80%、压力175巴,位置0mm。
循环周期时间2.5秒。
博创闪电系列注塑机的结构性能参数见下表:
闪电系列结构性能参数表
SPECIFICATIONS
UNIT
技术参数
单位
BT15H
BT30H
BT50H
A20
A25
A30
InjectionUnit
射胶系统
Screwtype
-
Theoreticalshotvolume
cm3
理论注射容积
cm3
25
49
91
Injectionweight(PS)
g
实际注射量(PS)
g
23
45
85
Injectionweight(PS)
oz
实际注射量(PS)
oz(盎司)
0.8
1.6
3
Injectionrate
cm3/sec
最大注射速率
cm3/sec
85(140)
106(160)
137(220)
Screwmovespeed
mm/sec
螺杆最大前进速率
mm/sec
270(450)
216(330)
193(315)
Plasticizingcapacity(PS)
kg/hr
熔胶能力
kg/hr
15
27.9
39
Screwdiameter
mm
螺杆直径
mm
20
25
30
Injectionpressureonmaterial
Mpa
注射压力
Mpa
280
280
280
ScrewL/Dratio
-
螺杆长径比
-
22:
01
22:
1
22:
1
Screwstroke
mm
螺杆行程
mm
80
100
130
Screwrotatespeed
rpm
螺杆转速
rpm
0--433
0-340
0--330
ClampingUnit
锁模系统
Clampingforce
KN
锁模力
KN
150
300
500
Moldopendaylight
mm
开模行程
mm
100
120
160
Platensize(VxH)
mmxmm
模板尺寸
mmxmm
300X300
430x430
490X490
Spacebetweentiebars
mmxmm
拉杆间距
mmxmm
300
260x260
330X330
Clampingstroke
mm
模板最大距离
mm
355
440
540
Moldshut-offthickness
mm
最小容模量
mm
105
150
150
Ejectorstroke
mm
顶出行程
mm
35
50
50
Ejectionforce
KN
顶出力
KN
14
16.5
21.5
No.ofejectors
-
顶针数
-
1
1
1
Power/heating
动力/电热
Systempressure
Mpa
液压系统压力
MPa
17.5
17.5
17.5
Pumpmotorpower
kW
油泵马达
KW
11
15
18.5
Heatingcapacity
kW
电热量
KW
4
6
6
No.ofheatingzones
-
温度控制区数
-
4
4
4
General
其他
Machinenozzlecenterheight
mm
Oiltankcapacity
L
油箱容量
L
250
306
400
Machinedimention(LxWxH)
mxmxm
外形尺寸(LxWxH)
mxmxm
Machineweight
ton
机重
ton
56
70
90
 升级会员
升级会员 