数控车加工件图.docx
《数控车加工件图.docx》由会员分享,可在线阅读,更多相关《数控车加工件图.docx(14页珍藏版)》请在冰豆网上搜索。
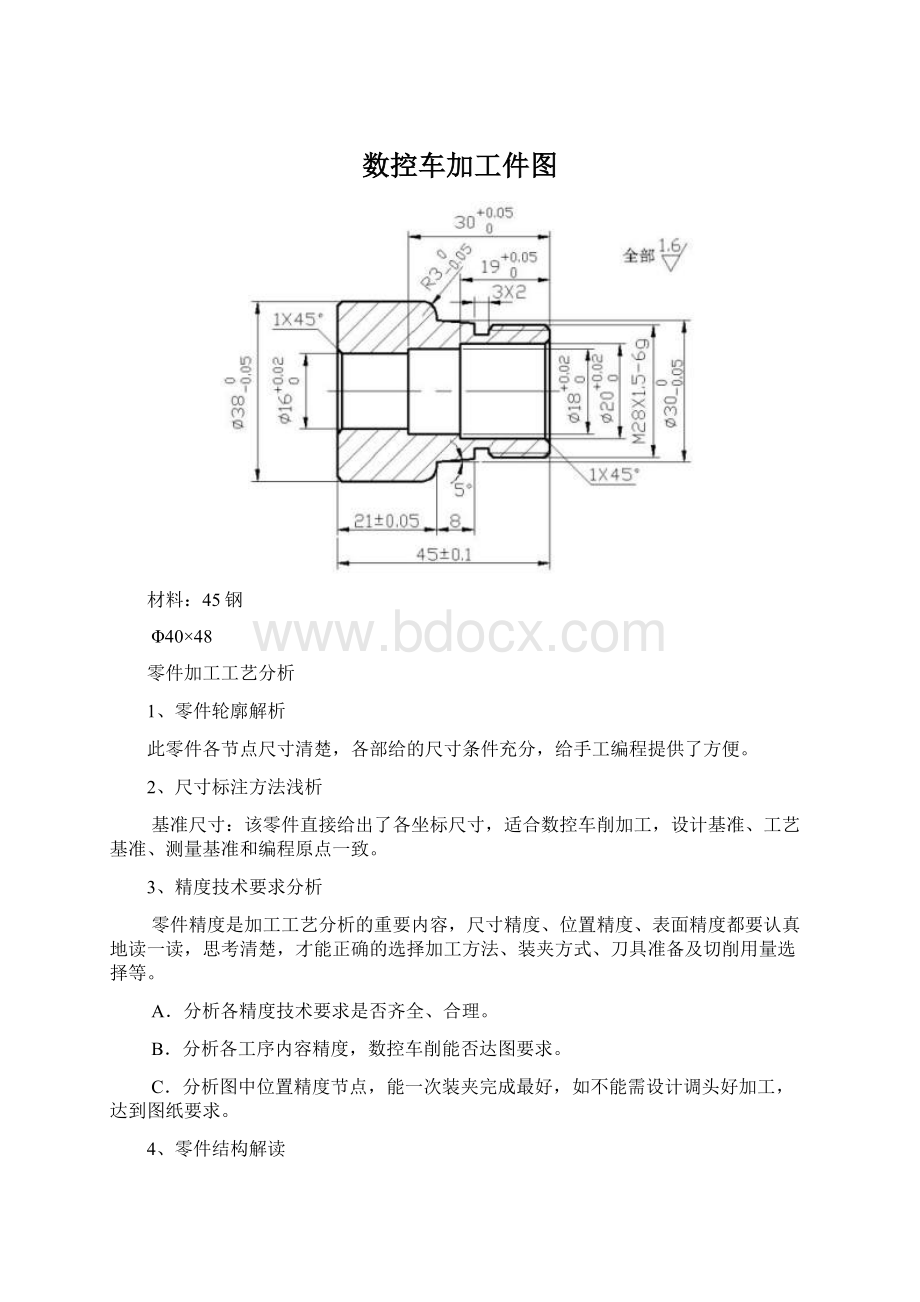
数控车加工件图
材料:
45钢
Φ40×48
零件加工工艺分析
1、零件轮廓解析
此零件各节点尺寸清楚,各部给的尺寸条件充分,给手工编程提供了方便。
2、尺寸标注方法浅析
基准尺寸:
该零件直接给出了各坐标尺寸,适合数控车削加工,设计基准、工艺基准、测量基准和编程原点一致。
3、精度技术要求分析
零件精度是加工工艺分析的重要内容,尺寸精度、位置精度、表面精度都要认真地读一读,思考清楚,才能正确的选择加工方法、装夹方式、刀具准备及切削用量选择等。
A.分析各精度技术要求是否齐全、合理。
B.分析各工序内容精度,数控车削能否达图要求。
C.分析图中位置精度节点,能一次装夹完成最好,如不能需设计调头好加工,达到图纸要求。
4、零件结构解读
从图上看出,零件外轮廓由螺纹、退刀槽,锥度、圆弧、外圆台阶组成;内孔由Φ16、Φ18、Φ20三个台阶组成,符合数控车床加工的特点。
5、零件毛坯工艺分析
由于毛坯尺寸的限定,这个工件要两次装夹才能完成。
A、从零件的技术精度、表面精度的要求考虑,这个工件应先外后内加工成型。
B、外轮廓先左后右,两次装夹才能完成。
C、钻孔、镗孔可分开加工,因为图纸上没有位置精度要求。
6、量具、刀具准备
做好以上案头工作后,零件将实施加工。
加工前根据图纸尺寸精度要求,需备好检测量具。
该零件量具配备如下:
钢尺:
0-----3001把
外径千分尺:
25-----501把
内径量表:
18-----352把
内径千分尺:
0-----251把
环规:
181个
201个
根据零件金属材料的要求,领取相对应的刀具。
该零件应准备的刀具如下:
刀具准备卡片
产品名称
代号
M-0921
零件
名称
轴
零件图号
SX-04
序号
刀具号
刀具规格名称
数量
加工表面
备注
1
T01
YT90度外圆刀
1
粗车外轮廓
2
T02
YT90度外圆刀
1
精车外轮廓
3
T03
YT割刀(刀头宽4.5mm)
1
切退刀槽
4
T04
YT60度螺纹刀
1
车螺纹
5
Φ15
钻头
1
钻孔
7、车削线路设计
1、左端:
棒料伸长27校正夹紧→车端面→车Φ38外圆→倒C1.5角。
2、取总长:
掉头夹棒料伸长5mm校正夹紧→车端面→测量→车端面………
3、钻孔:
把Φ15钻头装在尾架套筒中,孔钻通。
4、右端:
夹Φ38圆校正夹紧→倒C1.5角→车螺纹外圆→车锥度→车平面→车R3顺圆弧→切螺纹退刀槽→倒左C1.5角→车螺纹。
5、镗内孔:
装镗孔刀(高于中心2—3mm)→粗镗Φ16孔→粗镗Φ18孔→粗镗Φ20孔→倒C1角→精镗Φ20孔→精镗Φ18孔→精镗Φ16孔。
8、切削用量选择
数控车削加工中的切削用量包括主轴转数、吃刀深度、进给速度等。
数控车床加工工艺卡片
工步号
工步
内容
刀具号
刀具
种类
主轴
转速
r/min
进给
速度
Mm/r
背吃
刀量
mm
备注
1
车端面、
T01
90度外圆刀
S500
0
0.3
手动
2
车左端
外轮廓
T01
90度外圆刀
S500
F60
2.0
自动
3
取总长
T01
90度外圆刀
S500
0
0.3
手动
4
钻孔
尾架
Φ15钻头
S300
0
0
手动
5
车右端外轮廓
T01
90度外圆刀
S500
F60
2.0
自动
6
切退刀槽
T02
割刀
S300
F20
4.0
自动
7
车螺纹
T03
60度螺纹刀
S500
F1.5
递减
自动
8
镗孔
T04
刀杆10mm
S400
F30
1
自动
8、程序编制
左端:
O0811
%01
T0101M03S500
G00X41
Z1
G01X36F60
Z0
X37.975Z-1.5
Z-23
G00X100
Z100
M05
M30
掉头夹毛坯5mm
取总长
钻Φ15通孔(转速300)
右端:
O0821
%01
T0101M03S600
G00X41
Z1
G71U1R1P10Q20X0.3Z0.05F60
G00X100
Z100
M05
M00
T0101MO3S800
G00X26
Z1
N10G01Z0F30
X27.85Z-1.5
Z-16
X30Z-24
X32
G03X38Z-27R3
N20G01X30
G00X100
Z100
T0202S300
G00X30
Z-16
G01X24F20
X28
Z-14.5
X24Z-16
G00X100
Z100
T0303S400
G00X32
Z5
G82X27.35Z-15F1.5
X27.00Z-15F1.5
X26.80Z-15F1.5
X26.60Z-15F1.5
X26.40Z-15F1.5
X26.30Z-15F1.5
X26.20Z-15F1.5
X26.15Z-15F1.5
X26.14Z-15F1.5
G00X100
Z100
M05
M30
镗孔程序
O0831
%03
T0404S400M03
G00X15
Z1
G71U1R1P10Q20X-0.2Z0.03F30
G00Z200
X100
M05
M00
T0404M03S500
G00X22
Z1
N10G01Z0F15
X20.01Z-1
Z-19
X18.01
Z-30
X16.01
N20Z-47
G00Z200
X100
M05
M30
材料:
45钢
规格:
Φ30×75
加工工艺
1、零件图样分析
这是一个典型的轴类零件,。
从图上看轮廓和尺寸的标注方法适应数控车床的加工特点,坐标尺寸清楚,既便于编程、又利于设计基准、工艺基准、测量基准和编程原点的一致。
2、结构工艺分析
从外形结构分析,零件由两个Φ24和一个Φ16外圆、R4和R14.5圆弧、M20×1.5螺纹与螺纹退刀槽组成。
3、毛坯工艺分析
毛坯没有热处理要求,由于材料的限定,该零件需要2—3次的装夹才能完成加工,如何装夹才能完成生产加工,让我们做一个毛坯工艺的分析。
a.为方便加工又便于装夹,零件左右分段加工是必然的。
b.怎样划分零件的中点,才能保证零件的技术精度要求。
c.左右应先车削那一段,使工序合理又操作简便。
4、零件加工工序
在基本理清思路,确定了加工工艺要素,从毛坯到制造成型的工序如下:
a.因零件的尺寸精度。
表面精度有要求,左右两端的中点从R14.5中间分较合理,因为球上没有尺寸精度与长度精度要求。
b.先加工左端,螺纹外圆及螺纹退刀槽、Φ24外圆台阶、接着车R14.5圆弧的一半,螺纹暂不车,但Z向长度要车过长一点。
C.掉头夹毛坯伸长5mm校正夹紧,取总长达图要求。
d.夹Φ19.85圆校正夹紧,车右端R4、Φ14外圆、锥度、Φ24及R14.5的另一半圆弧。
e.掉头夹Φ14圆校正夹紧,车M20×1.5螺纹。
5、量具、刀具准备
零件即将生产加工前,根据尺寸精度要求,备好所需量具是必做的工作。
a.量具准备
钢尺:
0------3001把
外径千分尺:
0------251把
25-----501把
游标卡尺:
0------1501把
b.刀具准备
量具所用的金属材料,确定了刀具种类的选用,以应对零件生产的
需要,做好加工前的案前工作。
图样中轴类零件所需用的刀具种类相对简单,3类4把刀即可。
刀具准备卡片
产品名称
代号
M-0921
零件
名称
轴
零件图号
SX-04
序号
刀具号
刀具规格名称
数量
加工表面
备注
1
T01
YT90度外圆刀
1
粗车外轮廓
2
T02
YT90度外圆刀
1
精车外轮廓
3
T03
YT割刀(刀头宽4.5mm)
1
切退刀槽
4
T04
YT60度螺纹刀
1
车螺纹
6、切削用量选择
数控车床加工切削用量包括主轴转速、吃刀深度、进给速度等。
1、主轴转速
主轴转速的确定应根据零件背加工部位的直径、零件和刀具材料等条件所允许的切削速度来确定.
2、吃刀深度
吃刀深度由机床、材料、刀具的刚度决定的。
在刚度允许的条件下,尽可能选择大的背吃刀量,以减少走刀次数,提高生产效率。
3、进给速度
进给速度是指在单位时间里,车刀沿进给方向移动的距离(mm/min),有些数控车床规定可以选用进给量(mm/r)表示进给速度。
进给速度的大小直接影响表面粗糙度的值和车削效率,因此进给速度的确定应在保证表面质量的前提下,选择较高的切削速度,当然要考虑零件表面粗糙度、刀具、零件材料等因素,查阅切削用量手册选取。
数控车床加工工艺卡
工步号
工步
内容
刀具号
刀具
种类
主轴
转速
r/min
进给
速度
Mm/r
背吃
刀量
mm
备注
1
车端面、
T01
90度外圆刀
S500
0
0.3
手动
2
粗车左
外轮廓
T01
90度外圆刀
S500
F60
2.0
自动
3
精车左
外轮廓
T02
90度外圆刀
S800
F30
0.3
自动
4
割槽
T03
割刀
S300
F20
4.0
自动
5
取总长
T01
90度外圆刀
S500
0
0.3
手动
6
粗车右端外轮廓
T01
90度外圆刀
S500
F60
2.0
自动
7
精车右端外轮廓
T02
90度外圆刀
S800
F30
0.3
自动
8
车螺纹
T04
螺纹刀
S400
F1.5
递减
自动
6、加工线路的设计
1、左端加工线路:
棒料伸长40mm校正夹紧→车端面→车螺纹外圆→车Φ24台阶→车R14.5圆弧的一半→螺纹两端倒C1.5角。
注:
螺纹暂不加工
2、夹毛坯伸长5mm校正夹紧,取总长达图要求。
3、右端加工线路:
调头夹螺纹外圆校正夹紧→车R4圆弧→车Φ16外圆→车锥度→车Φ24台阶→车R14.5圆弧另一半。
4、调头夹Φ16外圆校正夹紧,车螺纹达图要求。
7、程序编制(焊接式车刀)
零件左端程序:
O0908
%01
T0101M03S500
G00X31
Z1
G71U1R1P10Q20X0.3Z0.05F60
G00X100
Z100
M05
M00
T0101M03S800
G00X17
Z1
N10G01Z0F30
X19.85Z-1.5
Z–18
X23
X23.987Z–18.5
Z–22
G03X29Z-29.5R14.5
N20G01X31
G00X100
Z100
T0202S300M03
G00X21
Z–18
G01X16F20
X20
Z–16.5
X16Z–18
G00X100
Z100
M05
M30
零件右端程序:
O0909
%02
T0303M03S500
G00X31
Z1
G71U1R1P10Q20X0.3Z0.05F60
G00X100
Z100
M05
M00
T0303M03S800
G00X12
Z1
N10G01Z0F30
G03X15.99Z–4R4
G01Z–16
X16.5
X19.975Z–31
X23
X23.987Z–31.5
Z–35
G03X29–42.5R14.5
N20G01X31
G00X100
Z100
M05
M30
螺纹程序:
O0910
%03
T0404M03S400
G00X23
Z5
G82X19.35Z–16F1.5
X19.00Z–16F1.5
X18.70Z–16F1.5
X18.50Z–16F1.5
X18.30Z–16F1.5
X18,20Z–16F1.5
X18.14Z–16F1.5
G00X100
Z100
M05
M30
 升级会员
升级会员 