大模数蜗杆铣刀专用机床设计毕业设计.docx
《大模数蜗杆铣刀专用机床设计毕业设计.docx》由会员分享,可在线阅读,更多相关《大模数蜗杆铣刀专用机床设计毕业设计.docx(29页珍藏版)》请在冰豆网上搜索。
大模数蜗杆铣刀专用机床设计毕业设计
第1章概述
1.1大模数蜗杆铣刀专用机床的主要技术规格
1.工艺范围:
加工模数10~33蜗杆齿槽
2.工件主轴中心高:
230mm
3.主轴端面与顶尖间最大距为:
750mm
4.主箱体:
(1)进给速度:
0.0270、0.0515、0.0915、0.1720转/分,共四种
(2)快速运动:
11.5转/分
(3)手动:
1/60转/手轮一圈
5.铣头箱:
(1)主轴转速:
125、210、315转/分,共三种
(2)铣头箱纵向最大调整量:
200mm
(3)铣头箱横向最大调整量:
100mm)
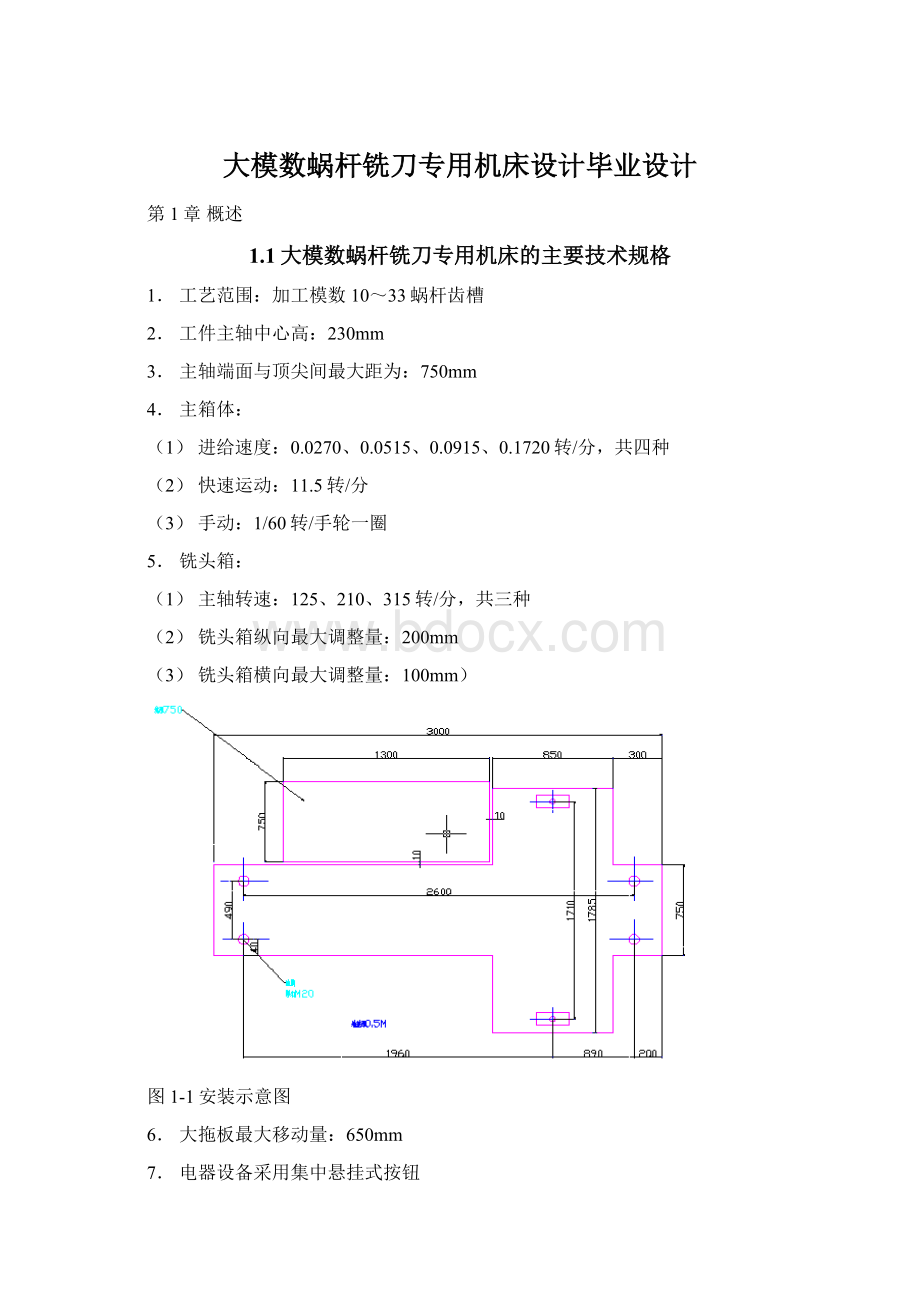
图1-1安装示意图
6.大拖板最大移动量:
650mm
7.电器设备采用集中悬挂式按钮
8.机床最大轮廓尺寸:
长×宽×高=3000×2000×1275mm(长度不包括丝杆伸出量)
9.机床总结构:
T
10.安装示意图:
(图1-1)
1.2大模数蜗杆铣刀专用机床的运动
1.工件螺旋运动的获得:
(见图1-2)
图1-2工件螺旋运动的获得
工件心轴1,主箱体主轴2,大丝杆3,是刚性联成一体的,工件与大丝杆3,具有相同导程和螺旋方向,电机5通过主箱体减速,使主轴2,工件心轴1,大丝杆3一起转动,在3、4丝杆螺母副的作用下,大拖板7带动工件作直线运动,于是工件本身完成螺旋运动,因此在加工过程中,铣头是不动的。
2.主箱体传动:
(见图1-3)
图1-3主箱体传动
主轴转数:
n1=1380
=0.0270转/分
n1=1380
=0.0515转/分
n1=1380
=0.0915转/分
n1=1380
=0.1720转/分
快速:
n快=1380
=11.5转/分
3.铣头传动(见图1-4)
图1-4铣头传动
主轴转数:
n1=1420×
×
=125转/分
n2=1420×
×
=210转/分
n3=1420×
×
=315转/分
1.3目前国内外研究状况
国内长期以来加工此类大模数螺旋刀具,只有极少数厂家信赖70年代天津轻工业机械厂生产的专用铣床,该企业属于非专业机床生产厂,该设备早已停产,且技术资料早已流失了。
但该铣床只能加工右旋工件,且对于模数达到40的螺旋刀具因其结构影响而无法加工等不足,限制了企业生产能力,因此,该种刀具依赖进口现象突出。
采用通用铣床、车床、大型数控铣、加工中心等加工,受到效率、能力、生产成本等影响,无企业应用。
国外刀具生产企业,加工大模数螺旋刀具也采用专用机床。
如英国Holroyd公司的2AC、5AC螺旋转子铣床及其配套设备,德国Klingelnberg公司的HNC35SL全数控高精度螺杆磨床等。
英国Holroyd公司的2AC、5AC螺旋转子铣床,最大加工直径为300,德国Klingelnberg公司的HNC35SL全数控高精度螺杆磨床,其生产效率低、年生产能力约8000件,而且该专用机床如果从国外引进,价格相当于国产设备10倍以上,一般企业难以接受。
近几年来,我国刀具生产厂家大模数螺旋刀具任务不断加大,仅哈尔滨第一工具厂现有的两台专用铣床24小时不间断工作,也完成不了生产任务,很多合同因生产能力限制不得不放弃。
哈尔滨第一工具厂在该形势下,提出研制专用大模数蜗杆铣床的课题。
根据我们国内调研结果,国内空气压缩机,制冷机,螺杆泵等行业对大模数螺杆的需求量也很大,加工成本当然很高,但大模数螺杆仍无法加工,每年我国大模数螺杆缺口量达2-3万支。
因此,研制大模数螺旋铣刀专用机床符合我国机械加工行业的需要。
随着我国加入WTO,由于低廉的加工费,不断提高的产品质量,使我国逐渐成为世界机械加工强国,特别是刀具产品早已进入国际市场。
目前东北老工业基地改造,拉动制造业的高速发展,刀具市场需用量巨增,我省作为刀具制造业的强省,占领大型特种刀具的国内外市场有深远的意义,故此,开发、研制大模数螺旋刀具的专用设备是国内刀具制造企业的共同心声。
1.4机床典型机构说明
图3第Ⅴ传动轴上有超越离合器,其结构如图1-5:
图1-5超越离合器
当进给传到蜗轮1,带动外壳2,如图示箭头方向转动时,由图可见,钢珠3在外壳2与轮毂4之间是楔紧方向,于是轮毂4被带动,轴Ⅴ也转动。
当进给方向与此相反,钢珠3在外壳2与轮毂4之间是松开方向,轮毂4不能被带动,轴Ⅴ也不能转动,因此进给方向只有一个。
快速由拨叉5的齿轮传入,如果拨叉5的转向是顺时针的话,那么拨叉推动钢珠3,钢珠3推动轮毂4转动,于是轴Ⅴ转动,这时钢珠3是被推向外2与轮毂4松开方向,因此外壳与蜗轮不会被带动。
反之,拨叉逆时针转动,那末拨叉直接推动轮毂转动,轴也转动,这时钢珠相对于轮毂是顺时针转的趋势,(此时必须拨叉速度大于外壳),因此不能楔紧外壳与轮毂。
由此可见,只要拨叉速度大于外壳,两运动是不会干涉的。
快速有两个方向。
1.5机床电器说明
电器原理见图1-6,能完成以下控制:
1.电机的起动顺序是:
冷却泵电机接通,铣头电机才能起动,铣头电机起动后,进给电机才能起动。
2.快速移动,只有铣头电机,进给电机断路,而且须铣头让离工件一定位置接通行程开关3BK、4BK、(在铣头支座上)才能起动。
3.第一铣头快切完,行程开关5BK接通,铃响,而一直到第一铣头切完。
如果没有人退刀,6BK打开,全机停车。
4.
大拖板上备有极限行程开关1BK、2BK。
(在床身上的行程开关,位置如图1-6所示)
图1-6电器原理
5.铣头电机过电流20%,全机停车。
6.铣头电机和进给电机有点动用于变速挂轮。
1.6机床调整与操作
一般操作调整按常规,仅提示以下几点:
(1)因本机是大功率切削,所以主箱体主轴和铣头主轴的间隙应调整到最小,否则容易震动和栽叉。
Ⅰ主箱体前铜瓦调整。
(见图1.7)
图1-7主箱体前铜瓦调整
松开压盖螺钉1,旋转调整螺盖2,顺时针转便是使铜瓦轴承间隙减小。
Ⅱ铣头轴承间隙调整。
(见图1-8)
图1-8铣头轴承间隙调整
掀开铣头箱盖可以见圆螺母1,旋紧即可使轴承间隙减小。
(2)
为了防止铣削过程中轴向窜动,大丝杆和螺母在丝杆螺母
间隙调整机构,在切削前注意将其间隙调整到最小,见图1-9。
将圆螺母1旋紧即可。
图1-9轴向窜动间隙调整
(3)第一铣头切完后,第二铣头仍在切削中,如果第一铣头不
退刀,可能铣头碰上主箱体,因此备有行程开关5BK、0BK,在第二铣头快切完时,5KB接通,铃响,操作者就应准备去退刀到一定位置,接通3BK或4BK,否则第一铣头切完后,压下行程开关6BK,全机停止,再起切削时第二铣头留下接刀痕,这是不允许的。
因此在开车前须按工件调整5BK、6BK位置,同时调整行程极限开关1BK、2BK位置。
(4)主箱体最后一级传动是蜗轮蜗杆,传动有间隙,而主轴上
没有加阻力器,因此须保证:
第一铣头切入时逆铣,第二铣头切入时顺铣,这样虽第二铣头切入是顺铣,因为第一铣头切削力给抵消,不会发生窜动,而在出来时第一铣头变为顺铣,同样因有第二铣头在切削中,切削力相抵消,亦不会发生窜动,而第二铣头出来恰是逆铣,用此方法消除顺铣的窜动,必须注意第一、二铣头的切削量不可相差太大。
加工时要特别注意。
1.7机床切削用量
1.模数26、30、33的钢蜗杆走刀可用0.0270n/min,铣刀的转速可用210n/min。
2.模数22以下的铜蜗杆,走刀可用0.0515n/min,铣刀转速可用315n/min。
3.铸铁件转速应相应低一级。
4.对于模数30以下的蜗杆均可以两个铣头一次切完。
1.8课题来源
本课题是根据学校安排,由老师安排拟订的题目。
1.9课题目的
一方面,本着要自己动手,并在实践中创新求学的认真态度,让理论知识与社会实践能很好的结合,让我们对大学四年有一个总结性认识。
另一方面,毕业设计是另一种科学技术创新的来源所在,社会的进步、人类的发展要求我们能够自己研究,自己开发,自己创造,在充分吸收和总结前人的知识和经验的基础之上,有所创新,有所作为。
第2章大模数蜗杆铣刀专用机床的设计
2.1大模数蜗杆铣刀专用机床的设计方案
2.1.1设计目标、研究内容和拟解决的关键问题
目标:
机床主传动运行可靠,可加工16-40的较大模数范围的螺杆工件及螺旋铣刀且可以实现加工左右两种螺旋。
研究内容:
主动力部分:
主轴动力传动系统包括主轴变速、慢速、快速进给及工件反正转。
铣头部分:
铣头动力传动系统包括铣头主轴变速及反正转、铣头系统进给和固定夹紧。
解决关键问题:
设备主要传动部件、进给系统精度、安装精度控制。
2.1.2总体设计方案设计的主轴动力传动系统能够实现主轴的变速、慢速、快速进给及工件反正转。
其传动系统图如下图2-1所示:
图2-1
主轴动力传动系统
设备床身主传动采用丝杠螺母传动,可以简化传动系统,减少传动误差的产生环节,加工精度较高;而且通过控制丝杆的长度调整床身的纵向移动量,解决了大型工件移动的困难。
如下图2-2所示:
图2-2床身主传动的丝杠螺母传动
2.2.基本参数确定(已知给定)
2.2.1主箱体传动的基本参数:
主轴转数:
n1=1380
=0.0270转/分
n1=1380
=0.0515转/分
n1=1380
=0.0915转/分
n1=1380
=0.1720转/分
快速:
n快=1380
=11.5转/分
2.2.2铣头传动部分的基本参数
传动部分的主轴转数:
n1=1420×
×
=125转/分
n2=1420×
×
=210转/分
n3=1420×
×
=315转/分
2.3蜗杆、蜗轮的基本尺寸计算
当齿顶高ha=1m,工作齿高h′=2m;采用短齿时,齿顶高ha=0.8m,工作齿高h′=1.6m,顶隙c=0.2m,必要时允许减小到0.15m或增大至0.35m。
齿根圆半径
f=0.3m,必要时允许减小到0.2或增大至0.4,也允许加工成单圆弧。
1.
2.
3.
4.
5.操纵机构
由于主轴换向并不频繁。
因此采用电气控制操纵。
根据各滑移齿轮变速传动组的特点,分别采用了集中变速操纵机构和单独操纵机构。
6.润滑系统设计
主轴箱内采用了飞溅式润滑。
油面高度为65mm左右,甩油轮浸油深度为10mm左右。
润滑油型号为:
HJ30。
卸荷皮带轮轴承采用脂润滑方式。
润滑脂型号为:
钙质润滑脂。
7.密封装置设计
Ⅵ轴轴颈较小,线速度较低,为了保证密封效果,采用皮碗式接触密封。
而主轴直径大、线速度高,则采用非接触式密封。
卸荷皮带轮的润滑采用毛毡式密封,以防外界杂物进入。
8.主轴箱箱体设计
该箱体为铸造箱体,箱体外形采取了各面间直角连接的方式,使箱体线条简单、明快。
主轴箱采用了箱体底面和两个导向块为定位安装面,并用螺钉和压板固定。
安装简单,定位可靠。
第四章用途分析
该机床为加工大模数螺旋铣刀的专用铣床,其加工模数范围为16-40.普通车床由于切削量小,效率低,不适用于大尺寸螺旋工件的加工。
普通铣床由于其工作台较窄,加工空间小,也无法加工尺寸螺旋工件。
为此,一工具急需开发加工大模数螺旋工件的专用设备。
该设备除了加工刀具外,同时还可以生产大型特种螺杆工件。
螺杆在电站设备生产企业、工程机械制造企业、空压机、冷冻机、工业泵、塑料机械等装备制造企业应用极其广泛。
第五章经济分析与资源分析
近几年来,我国刀具生产厂家大模数螺旋刀具任务不断加大,仅哈尔滨第一工具厂现有的一台专用铣床24小时不间断工作,也完成不了生产任务,因此很多合同因生产能力限制不得不放弃。
哈尔滨第一工具厂在该形势下,提出研制加工范围大的专用大模数蜗丁铣床。
随着我国加入WTO和产业政策的调整,机械行业开始复
苏,我国也在逐渐成为世界机械加工强国,特别是刀具产品早已进入国际市场。
目前东北老工业基地改造,拉动制造业的高速发展,大型机械加工企业尤其是机床、电站等行业对大模数蜗轮、蜗杆等工件的需求量增加。
相应的大模数螺旋铣刀需求量剧增,我省作为刀具制造业的强省,占领大型特种刀具的国内外市场有深远的意义,由于普通车床、普通铣床,不适用于大尺寸螺旋工件的加工,因此,开发,研制大模数螺旋刀具加工的专用设备对国内刀具制造企业意义重大。
哈尔滨第一工具厂根据近几年的生产任务,大模数螺旋刀具加工依赖现有设备,已远远满足不了生产需求,因此提出该开发该专用设备的课题。
该机床解决了大模数螺杆工件的移动、翻转、安装找正及夹紧工作的,且可根据不同要求,实现变速、进退等不同运动,加工精度高,生产效率高。
目前国内尚无厂家制造生产该种专用机床,该机床属于国内首创。
如果该设备研制成功,将会大大提高大模数螺旋工件的生产率,为工具厂带来可观的经济效益。
全国各专业工具厂二百多家,预期在国内工具生产企业三年内平均年用量30台,产值1200万元。
该设备除了加工刀具外,同时还可以生产大型特种螺杆工件。
螺杆在电站设备生产企业、工程机械制造企业、空压机、冷冻机、工业泵、塑料机械等装备制造企业应用极其广泛。
螺杆年需求量2.2亿元,其中大模数螺杆年需求量超过三分之一。
目前,这些工件的加工全国只有为数不多的企业可以生产,而且依赖进口设备,其中以80年代英国HOLROYD公司2AC、5AC数控铣床和90年代德国KLINGELNBERG公司的HNC35SL数控专用磨床为主,这些进口设备价格极其昂贵,国内企业很难接受。
国内螺杆应用领域不断加大,螺杆生产远远不能满足需求,现在江西气体压缩机厂、烟台空压机总厂(烟台兰星压缩机有限公司)、沈阳空气压缩机厂、南京三达机械有限公司、北京第一通用机械厂、天津市华北空气压缩机厂、宁波欣达螺杆压缩机有限公司、中山复盛机电有限公司、大连空气压缩机厂等均采用外协购买(从台湾、美国进货)。
因此,该设备开发具有很好的市场前景。
结论
该机床为加工大模数螺旋铣刀的专用铣床,其加工模数范围为16-40.普通车床由于切削量小,效率低,不适用于大尺寸螺旋工件的加工。
普通铣床由于其工作台较窄,加工空间小,也无法加工尺寸螺旋工件。
为此,一工具急需开发加工大模数螺旋工件的专用设备。
该设备除了加工刀具外,同时还可以生产大型特种螺杆工件。
螺杆在电站设备生产企业、工程机械制造企业、空压机、冷冻机、工业泵、塑料机械等装备制造企业应用极其广泛。
通过对该机床的主动力部分(主轴动力传动系统包括主轴变速、慢速、快速进给、制动及工件的正反转)、铣头部分(铣头动力传动系统包括铣头主轴变速及反正转、铣头系统进给和固定夹紧)和尾座部分的设计,达到了预期的设计目标。
机床主传动运行可靠,可加工16-40的较大模数范围的螺杆工件及螺旋铣刀且可以实现加工左右两种螺旋。
设计的创新之处是:
(1)设备床身主传动采用丝杠螺母传动,可以简化传动系统,减少传动误差的产生环节,加工精度较高;而且通过控制丝杆的长度调整床身的纵向移动量,解决了大型工件移动的困难。
(2)采用双铣头铣削加工,降低了工件加工过程中的振动和变形;通过改变主进给螺杆、螺母及进给方向、铣头转向等,实现不同模数、不同旋向螺杆加工,提高了机床加工范围。
致谢
在这炎炎夏日,专心于自己的毕业设计中,这将是我们最后一次在校园里带着一颗执著的心去创造新的一页,学习的过程是艰辛的,它像带着刺的玫瑰,而我们的芳香是那些无怨无悔的辛勤园丁们传授给我们的,在这即将离校的日子,在我们把收获果实装上行囊要带走的离别时刻,我们最应该做的就是向教育过我们的恩师们说一声“谢谢,谢谢你们的栽培”。
此次毕业设计首先要感谢黑龙江省机械科学研究院的副院长刘斌老师以及胡成昕老师和郑佳德老师等的精心指导,其次要感谢我们学校机制教研室各位老师的大力支持与帮助。
在此,我向你们表示由衷的感谢。
这经过了三个多月紧张而有序的认真设计,我顺利完成了《大模数蜗杆铣刀专用铣床》这个题目的毕业设计,圆满地完成了预定目标。
在这过程中我苦恼过设计任务的沉重,兴奋于收获的点点滴滴,我将沿着此样的道路前进,不畏艰辛,用我最大的力量去换取成功,为我的母校争光!
目前国内这方面的书籍是非常少见,我希望能有更多的人加入此方面的探索,由于编者水平有限,如有误漏之处,殷切希望广大读者指正。
参考文献
1、熊文修.机械零件.高等教育出版社.1997:
298-323
2、杨可桢,程光蕴.机械设计基础.高等教育出版社.2001:
4~29-4~150
3、陈立德.机械设计基础课程设计指导书.高等教育出版社.2000:
256-258
4、成大先.机械设计手册机械制图·极限与配合.化学工业出版社.2004.2~23-2~40
5、周广林.机械工程基础.黑龙江人民出版.2000:
460-500
6、任嘉卉.公差配合手册.第II版.机械工业出版社2000:
659-670
大庆石油焊接研究与培训中心
7、黄云清.公差配合与技术.机械工业出版社.200117-25
8、刘德新.袖珍液压气动手册,第II版.机械工业出版社.2001:
309-310
9、李洪.实用机床设计手册.辽宁科学技术出版社,1999:
1107—1111
10、郑修学.机械制造工艺学.机械工业出版社.1991:
210-298
11、成大先.机械设计手册连接与紧固.化学工业出版社.2004.4~19-4~58
12、王涛,朱文坚.摩擦式制动器.华南理工大学出版社.1992:
11-120
13、东北工学院《机械零件设计手册》编写.组机械零件设计手册.2000:
6~49-6~82
14、王涛.制动摩擦学.1986:
5-255
15、机械零件设计手册.哈尔滨工业大学.1998:
56~35-5~60
16、张树森.机械制造工程学东北大学出版社.2000:
214-245
专题论文
计量器具的选择
摘要:
孔、轴实际尺寸通常使用普通计量器具按两点法进行测量,测l量结果获得孔、轴实际尺寸的具体数值。
孔、轴实际尺寸和形状误差综合结果可以使用光滑极限量规进行检测,检验的结果可以判断实际孔、轴合格与否,但不能获得孔、轴实际尺寸和形状误差的具体数量值。
量规的使用极为方便,检验效率高,因而在产生中得到广泛应用。
关键词:
计量器、量规、塞规
Abstract:
theactualsizeofbore,stalkusuallyusesthecommonnesstocalculatethetooltopressmethodtocarryonthediagraph2:
00,measuringtheamountofltoasaresultacquirethebore,stalkactualconcretenumberofthesize.Thecomprehensiveresultofthebore,stalkactualsizeandtheshapeerrormarginscanusethesmoothextremelimitquantityrulestocarryontheexamination,theresultoftheexaminationcanjudgetheactualbore,stalkqualifiedornot,butcan'tacquirethebore,stalkactualconcretequantityofthesizeandtheshapeerrormarginvalue.Theusagethatmeasurestherulesisextremelyconvenient,examiningtheefficiencyhigh;asaresultgettheextensiveapplicationinthecreation.
Keywords:
CalculatethemachineMeasuretherulesFilltherules
正文:
我国有关孔、轴的检测标准有:
GB1957—81《光滑极限量规》和GB/T3177—1997《光滑工件尺寸的检验》,它们是贯彻执行孔、轴《极限配合》国家标准的技术保证。
1光滑极限量规的功能和分类
孔和轴采用包容要求时,它们应该使用光滑极限量规来检验。
光滑极限量规有通规和止规,如图1-1所示。
通规用来模拟最大实体边界,检验孔或轴的实际轮廓(实际尺寸和形状误差的综合结果)是否超出最大实体边界,即检验孔或轴的体外作用尺寸是否超出最大实际尺寸。
止规用来检验孔或轴的实际尺寸是否超出最小实体尺寸。
检验孔的量规称为塞规。
检验轴的量规称为环规或卡规。
图1-1光滑极限量规和止规
量规按用途可分为:
工作量规:
指在零件制造过程中,操作者所使用的量规。
操作者应该使用新的或磨损较少的量规。
验收量规:
指在验收零件时,检验人员或用户代表所使用的量规。
验收量规一般不另行制造,检验人员应该使用与操作者所用相同类型且已磨损较多但未超过磨损极限的通规。
这样,由操作者自检合格的零件,检验人员验收时也一定合格。
校对量规:
指用以检验工作量规或验收量规的量规。
孔用量规(塞规)使用指示式计量器具器测量很不方便,不需要校对量规。
所以,只有轴用量规(环规、卡规)才使用校对量规(塞规)。
2光滑极限量规的设计原理
设计光滑极限量规时,应遵守泰勒原理(极限尺寸判断原则)的规定。
泰勒原则(图2-1)是指孔或轴的实际尺寸和形状误差综合形成的体外作用尺寸(D或d)不允许超出最大实际尺寸(D或d),在孔或轴任何位置上的实际尺寸(D或d)不允许超出最小实体尺寸(D或d)。
即:
对于孔Dfe≥Dmin且Da≤Dmax
对于轴dfe≤dmax且da≥dmin
式中Dmax与Dmin——孔的最大与最小极限尺寸(孔的最小与最大实体尺寸);
dmax与dmin——轴的最大与最小极限尺寸(轴的最小与最大实体尺寸)。
图2-1孔轴外作用尺寸
包容要求是从设计的角度出发,反映对孔、轴的设计要求。
而泰勒原则是从验收的角度出发,反映对孔、轴的验收要求。
从保证孔与轴的配合性质的要求来看,两者是一致的。
参看图2-2,满足泰勒原则要求的光滑极限量规通规工作部分应具有最大实体边界的形状,因而应与被测孔或被测轴成面接触(全形通规,图2-2b、d),且其定形尺寸等于被测孔或被测轴的最大实体尺寸。
止规工作部分应与被测孔或被测轴成两个点的接触(两点式止规,图2-2a、c),且这两点之间的距离即为定形尺寸,它等于被测孔或被测轴的最小实体尺寸。
图2-2光滑极限量规
用光滑极限量规检测孔或轴时,如果通规能够自由通过,且止规不能通过,则表示被测孔或轴合格。
如果通规不能通过,或者止规能够通过,则表示被测孔或轴不合格。
例如图2-3所示,孔的实际轮廓超出了尺寸公差带,用量规检测应该判定该孔不合格。
该孔用全形通规检验,不能通过;用两点式止规检验,虽然沿x方向不能通过,但沿y方向却能通过;因此这就能正确地判定该孔不合格。
反之,该孔若用两点式通规检验,则可能沿y方向通过;若用全形止规检验,则不能通过。
这样一来,由于所使用量规的形状不正确,就会误判该孔合格。
在被测孔或轴的形状误差不致影响孔、轴配合性质的情况下,为了克服制造或使用符合泰勒原则的量规时的不方便或困难,允许使用偏离泰勒原则的量规。
例如,量规制造厂供应的统一规格的量规的长度不一定等于或近似于被测孔或轴的配合长度,但实际检验中却不得不使用这样的量规。
大尺寸的孔和轴通常分别使用非全形通规进行检验,以代替笨重的全形通规。
由于曲轴“弓”字形特殊结构的限制,它的轴颈不能使
 升级会员
升级会员 