夹具设计工艺过程卡与工序卡.docx
《夹具设计工艺过程卡与工序卡.docx》由会员分享,可在线阅读,更多相关《夹具设计工艺过程卡与工序卡.docx(19页珍藏版)》请在冰豆网上搜索。
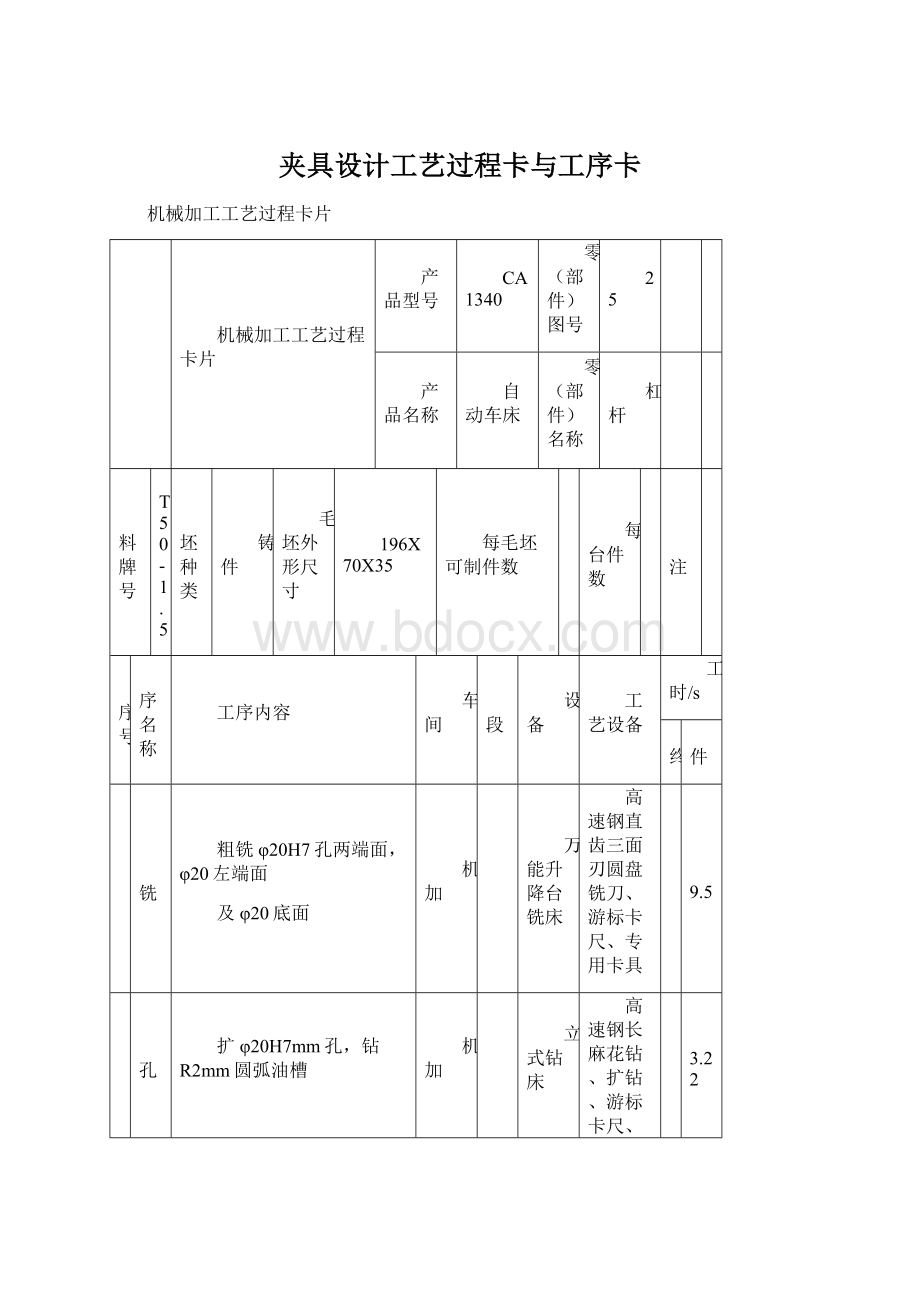
夹具设计工艺过程卡与工序卡
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
CA1340
零(部件)图号
25
产品名称
自动车床
零(部件)名称
杠杆
共
1
页
第
1
页
材料牌号
QT50-1.5
毛坯种类
铸件
毛坯外形尺寸
196X70X35
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺设备
工时/s
准终
单件
Ⅰ
粗铣
粗铣φ20H7孔两端面,φ20左端面
及φ20底面
机加
万能升降台铣床
高速钢直齿三面刃圆盘铣刀、游标卡尺、专用卡具
49.5
Ⅱ
钻孔
扩φ20H7mm孔,钻R2mm圆弧油槽
机加
立式钻床
高速钢长麻花钻、扩钻、游标卡尺、专用卡具
83.22
Ⅲ
钻孔
钻Φ3mm油孔
机加
立式钻床
高速钢麻花钻、游标卡尺
4.8
Ⅳ
铰孔
粗铰、精铰Φ20H7mm孔,车Φ20H7mm孔两端倒角1×45°
机加
立式钻床
扩孔钻、铰刀、卡尺、塞规、专用卡具
21.96
Ⅴ
铰孔
钻、粗铰、精铰Φ8H7mm孔
机加
立式钻床
扩孔钻、铰刀、卡尺、塞规、专用卡具
27.54
Ⅵ
铣槽
粗铣,半精铣8
mm槽
机加
万能升降台铣床
高速钢直齿三面刃圆盘铣刀、游标卡尺、量块、专用卡具
42
Ⅶ
铣端面
粗铣,半精铣,精铣Φ8H7mm孔的四个端面
机加
万能升降台铣床
高速钢直齿三面刃圆盘铣刀、游标卡尺、量块、专用卡具
54
Ⅷ
钻孔
钻、粗铰、精铰Φ8H8mm的孔
机加
立式钻床
扩孔钻、铰刀、卡尺、塞规、专用卡具
31.2
Ⅸ
钻孔
钻M4mm、M5mm螺纹底孔,攻M10mm螺纹孔
机加
立式钻床
丝锥、游标卡尺
14.1
Ⅹ
清洗
清洗
机加
清洗机
Ⅺ
终检
终检
机加
塞规、百分表、卡尺等
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
CA1340
零(部件)图号
25
产品名称
自动车床
零(部件)名称
杠杆
共9页
第1页
车间
工序号
工序名
材料牌号
机加
Ⅰ
粗铣
QT50-1.5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
196*70*35
1
1
设备名称
设备型号
设备编号
同时加工
铣床
X61W
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/s
准终
单件
49.5
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
①
粗铣Φ20mm外圆端面
硬质合金直齿三面刃圆盘铣刀
2.67
0.67
1.63
24.7
1
5.7
②
半精铣Φ20mm外圆端面
硬质合金直齿三面刃圆盘铣刀
3
0.75
1.33
24.7
1
6.18
③
粗铣Φ20H7mm孔的左端面
硬质合金直齿三面刃圆盘铣刀
2.67
0.67
1.63
39.7
1
9.18
④
半精铣φ20H7mm孔的左右端面
硬质合金直齿三面刃圆盘铣刀
3
0.75
1.33
39.7
2
9.9
⑤
精铣φ20H7mm孔的左右端面
硬质合金直齿三面刃圆盘铣刀
3.67
0.92
1.2
39.7
2
11.34
⑥
铣M10左端面
硬质合金直齿三面刃圆盘铣刀
3.67
0.92
1.2
39.7
1
7.2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA1340
零(部件)图号
25
产品名称
自动车床
零(部件)名称
杠杆
共9页
第2页
车间
工序号
工序名
材料牌号
机加
Ⅱ
钻孔
QT50-1.5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
196*70*35
1
1
设备名称
设备型号
设备编号
同时加工
钻床
Z5125
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/s
准终
单件
83.22
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
①
扩Φ19.8mm孔,选用高速钢扩钻
高速钢扩钻
2.33
0.14
0.75
94.5
1
49.8
②
钻R2mm圆弧油槽
高速钢长麻花钻
11.33
0.21
0.22
83.4
1
33.42
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA1340
零(部件)图号
25
产品名称
自动车床
零(部件)名称
杠杆
共9页
第3页
车间
工序号
工序名
材料牌号
机加
Ⅲ
钻孔
QT50-1.5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
196*70*35
1
1
设备名称
设备型号
设备编号
同时加工
钻床
Z5125
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/s
准终
单件
4.8
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
①
钻Φ3mm的油孔
高速钢麻花钻
16
0.15
0.13
10
1
4.8
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
共9页
第4页
车间
工序号
工序名
材料牌号
机加
Ⅳ
铰孔
QT50-1.5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
196*70*35
1
1
设备名称
设备型号
设备编号
同时加工
钻床
Z5125
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/s
准终
单件
21.96
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
①
粗铰Φ19.94mm两孔
硬质合金铰刀
11.33
0.71
1
103.1
1
9.12
②
精铰Φ20H7mm的孔
硬质合金铰刀
16
1.01
1
103.05
1
6.42
③
车Φ20H7mm孔两端倒角1×45°
90°锥面锪钻
9.08
0.22
0.13
103.05
1
6.42
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA1340
零(部件)图号
25
产品名称
自动车床
零(部件)名称
杠杆
共9页
第5页
车间
工序号
工序名
材料牌号
机加
Ⅴ
铰孔
QT50-1.5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
196*70*35
1
1
设备名称
设备型号
设备编号
同时加工
钻床
Z5125
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/s
准终
单件
27.54
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
①
钻Φ7.8mm两孔
高速钢麻花钻
8.16
0.22
0.22
30.8
2
16.2
②
粗铰Φ7.96mm的两孔
高速钢铰刀
9.08
0.23
0.81
46.16
2
6.3
③
精铰Φ8H7mm的两孔
高速钢铰刀
11.33
0.29
0.81
46.02
2
5.04
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA1340
零(部件)图号
25
产品名称
自动车床
零(部件)名称
杠杆
共9页
第6页
车间
工序号
工序名
 升级会员
升级会员 