四船舶机仓自动控制实例节辅锅炉自动控制.docx
《四船舶机仓自动控制实例节辅锅炉自动控制.docx》由会员分享,可在线阅读,更多相关《四船舶机仓自动控制实例节辅锅炉自动控制.docx(51页珍藏版)》请在冰豆网上搜索。
四船舶机仓自动控制实例节辅锅炉自动控制
考点1柴油机货轮辅锅炉由于蒸发量小,蒸汽压力低,为简化其控制系统,一般对水位都是进行双位控制,当水位下降到允许的下限水位时,自动起动动给水泵向锅炉供水。
锅炉水位会逐渐升高。
当锅炉水位达到允许上限水位时,自动停止给水泵的工作,停止向锅炉供水。
因此,锅炉在工作期间,其水位是在允许的上、下限之间波动,不会稳定在某一个水位上。
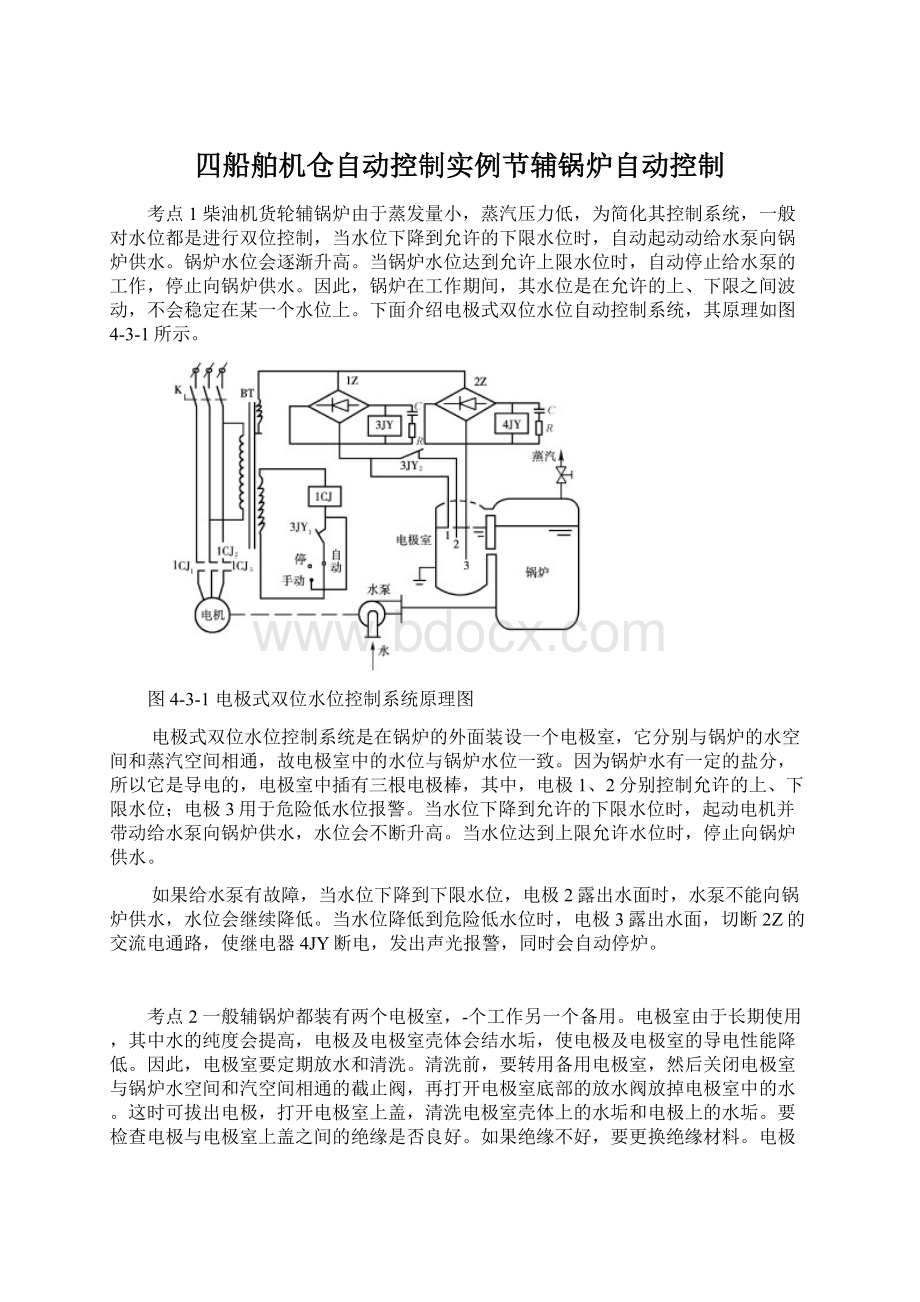
下面介绍电极式双位水位自动控制系统,其原理如图4-3-1所示。
图4-3-1电极式双位水位控制系统原理图
电极式双位水位控制系统是在锅炉的外面装设一个电极室,它分别与锅炉的水空间和蒸汽空间相通,故电极室中的水位与锅炉水位一致。
因为锅炉水有一定的盐分,所以它是导电的,电极室中插有三根电极棒,其中,电极1、2分别控制允许的上、下限水位;电极3用于危险低水位报警。
当水位下降到允许的下限水位时,起动电机并带动给水泵向锅炉供水,水位会不断升高。
当水位达到上限允许水位时,停止向锅炉供水。
如果给水泵有故障,当水位下降到下限水位,电极2露出水面时,水泵不能向锅炉供水,水位会继续降低。
当水位降低到危险低水位时,电极3露出水面,切断2Z的交流电通路,使继电器4JY断电,发出声光报警,同时会自动停炉。
考点2一般辅锅炉都装有两个电极室,-个工作另一个备用。
电极室由于长期使用,其中水的纯度会提高,电极及电极室壳体会结水垢,使电极及电极室的导电性能降低。
因此,电极室要定期放水和清洗。
清洗前,要转用备用电极室,然后关闭电极室与锅炉水空间和汽空间相通的截止阀,再打开电极室底部的放水阀放掉电极室中的水。
这时可拔出电极,打开电极室上盖,清洗电极室壳体上的水垢和电极上的水垢。
要检查电极与电极室上盖之间的绝缘是否良好。
如果绝缘不好,要更换绝缘材料。
电极室装复后,打开与锅炉汽和水空间相通的截止阀,电极室的水位就与锅炉的实际水位一致了。
考点3大型油轮辅锅炉由于蒸发量和蒸汽压力都较大,对水位和蒸汽压力的要求比较严格,一般是不准许有较大波动的,所以对水位和蒸汽压力都采用定值控制系统。
在锅炉水位控制系统中,常采用蒸汽泵把水从热水井抽出来,经给水调节阀打进锅炉。
控制给水量往往是通过控制给水调节阀的开度来实现的。
锅炉水位控制系统通常有两个控制回路组成:
一个是根据水位偏差控制给水调节阀开度的水位控制回路;另一个是根据给水调节阀前后压差控制蒸汽调节阀的开度,维持给水调节阀前后压差恒定的给水差压控制回路。
给水差压控制回路的被控量是给水调节阀前后的压差信号ΔP。
差压变送器检测这个压差信号并把它成比例的转换成气压信号送到PI调节器。
调节器根据给水调节阀前后压差的偏差值,经PI控制作用输出一个控制信号来改变蒸汽调节阀的开度,从而可改变蒸汽泵的转速和排量,这样可保证给水调节阀在任何开度下,其前后压差(如0.2MPa)保持不变。
只要ΔP保持不变,则流人锅炉水的流量就与给水调节阀的开度成比例。
为了克服虚假水位对实际水位造成的影响,一般都采用双冲量水位控制,它的检测装置有两个:
一个是检测水位变化的水位冲量信号;另一个是检测蒸汽流量变化的蒸汽流量冲量信号,这两个冲量信号都送到双冲量水位调节器。
考点4对锅炉的蒸汽压力控制,是通过改变向炉膛的喷油量和送风量,控制锅炉的燃烧强度来实现的。
对柴油机货船辅锅炉蒸汽压力自动控制系统的要求是简单、可靠。
对经济性的要求并不严格。
因此,大多数货船辅锅炉均采用汽压的双位控制,少数采用比例控制。
并保证在锅炉不同负荷下,其送风量基本上适应喷油量的要求。
1.燃烧的双位控制
在燃烧的双位控制系统中,锅炉的蒸汽压力不能稳定在某一值上,而是在允许的范围内波动。
其中,最简的方案是,在蒸汽管路上装一个类似YT-1226压力检测开关。
当汽压上升到允许的上限值时,压力检测开关断开,切除油泵和风机的工作,停止向炉膛喷油和送风,即自动停炉。
当汽压下降到允许的下限值时,压力检测开关闭合,自动起动油泵和风机,即自动起动锅炉进行点火燃烧。
2.燃烧的比例控制
在少数货船辅锅炉的蒸汽压力控制系统中,采用压力比例调节器和电动比例操作器所组成的比例控制系统。
其工作原理框图如图4-3-2所示。
其中,图(a)是压力比例调节器的结构原理,蒸汽压力的变化会使划针2沿着电位器滑动,改变电阻R1和R2[见图(b)]的比值,于是A点电位就与汽压信号成比例。
扭动调整螺钉6可改变弹簧5的预紧力,可调整蒸汽压力的给定值。
图(b)是电动比例操作器的工作框图。
图4-3-2燃烧比例控制工作原理图
通过改变测量电位器4的倾斜角度,可调整比例作用强弱。
该电位器倾斜角越大,在蒸汽压力变化量相同的情况下,即划针左右移动相同距离时,电阻R1和R2的变化量越大,电桥所输出的不平衡电压信号U入变化量越大,电机M需要转一个较大的角度,也就是对炉膛的送风量和喷油量改变比较大,才能达到新的平衡。
我们就说,它的比例控制作用强;反之亦然。
考点5在大型油船辅锅炉燃烧自动控制系统中,蒸汽压力是被控量。
要求锅炉在不同负荷下,蒸汽压力都能稳定在给定值上,油船辅锅炉燃烧自动控制系统通常是由两个控制回路组成的。
其中,一个回路是根据蒸汽压力的偏差值经PI控制作用的蒸汽压力调节器(称主调节器)来控制燃油调节阀的开度,即改变向炉膛内的喷油量;另一个是根据喷油量对向锅炉送风量的控制回路。
显然,在改变喷油量的同时,必须改变向炉膛的送风量(空气量可用风道与炉内的压差来表示)。
为了保证燃油完全燃烧并得到较高的经济性,对应某一喷油量要有一最佳的空气压力(送风量)与之相匹配,即要有一个最佳风油比。
经实验测定,喷油量F0与风压PB之间的最佳关系如图4-3-3所示。
其空气压力PB与喷油量F0之间近似成平方关系。
油量变送器输出的气压信号代表喷油量,函数发生器输出与喷油量平方成比例的气压信号。
该信号代表该喷油量下最佳空气量的气压信号。
这个信号一路送高压选择阀,另一路与微分控制阀的微分部分输出相加再送到高压选择阀。
当锅炉负荷突然增大时,主调节器输出信号会突然增大。
微分控制阀将有一个很大的阶跃输出,高压选择阀输出该信号作为风压控制回路新的给定值,使风门挡板提前开大,防止在短时间内发生油多气少的现象,以后微分控制阀的输出逐渐消失。
最后风压控制系统的风压给定值就是函数发生器的输出值。
当锅炉负荷突然减小时,由于微分控制阀微分输出大大降低,高压选择阀选择函数发生器的输出,使风门挡板不会在短时间内关得很小。
图4-3-3喷油量与风压之间的关系
考点6辅锅炉燃烧时序控制是指,给锅炉一个起动信号后,能按时序的先后,自动进行预扫风、预点火、喷油点火,点火成功后对锅炉进行预热,接着转入正常燃烧的负荷控制阶段。
同时对锅炉的运行进行一系列的安全保护。
为了实现辅锅炉的时序控制,必须要有一些控制元件。
其中,包括信号发讯器、时序控制元件及火焰感受器。
信号发讯器是发送各种控制信号的元件,其中包括手动信号发讯器和自动信号发送器。
时序控制器是辅锅炉燃烧时序控制的核心部分。
它根据起动信号发讯器送来的电信号,接通或切断电路,或者根据规定的时间来接通或断开电路,用以实现预扫风、预点火、点火及转入正常燃烧等一系列时序动作。
火焰感受器用来监视炉膛有无火焰。
当点火失败或在持续燃烧期间熄火时,为避免再向炉内喷油引起故障,要求立即关闭燃油电磁阀停止喷油,并发出声光报警。
因此,自动化锅炉都装有火焰感受器来监炉膛内的火焰。
辅锅炉上常用的火焰感受器有光敏电阻、光电池。
考点7某柴油机货轮所配备的全自动燃烧锅炉是一种蒸发量为1000kg/h,工作压力为0.6MPa,它产生的蒸汽主要用来加热主、辅柴油机所用的燃油、厨房及空调机等用汽。
它是一种采用可编程序控制器控制的较新型全自动锅炉。
可编程序控制器(PLC)作为传统继电接触控制系统的替代产品已广泛应用于工业控制的各个领域,由于它可通过软件来改变控制过程,而且具有体积小、组装灵活、编程简单、抗干扰及可靠性高等特点,非常适合于在恶劣的工业环境下使用。
PLC在船用辅锅炉燃烧自动控制系统中的应用,替代传统辅锅炉燃烧自动控制系统是一种必然。
在这里着重介绍PLC控制的船用辅锅炉燃烧时序控制系统的工作原理,水位和燃烧双位控制控制也一并简略介绍。
本锅炉水位采用双位控制,锅炉的水位是用参考水位罐和气动差压变送器检测的,差压变送器输出的气压信号与锅炉的实际水位成正比。
一路经气/电转换器转换成4~20mA直流电流并送集控室电动显示仪表来显示锅炉水位;另一路分别送到低水位、高水位和危险低水位三个压力开关,以此来控制水泵向锅炉供水等。
锅炉汽压也是采用双位控制。
燃油循环、蓄压、加热系统管路到油头之间设有燃油电磁阀控制是否向炉内供油。
燃烧系统采用单油头,定油量和定风量燃烧,只是在点火期间用电磁线圈控制风门挡板将风门关小。
并不设点火油头,直接用点火电极给油头喷射到炉膛内的重油点火。
火焰监视器采用光电池作为火焰检测传感器。
系统设有中途熄火、危险低水位和低风压等安全保护装置。
自动控制系统失灵时可转为手动操作。
系统控制梯形图如图4-3-4所示。
图4-3-4辅锅炉燃烧自动控制梯形
考点8如果辅锅炉燃烧时序控制系统采用PLC控制,由于PLC具有很高的可靠性,因此,燃烧时序控制系统的日常管理与维护工作不是太多,主要是对PLC控制系统的日常管理与维护。
日常维护检查的注意事项:
(1)应注意系统的环境温度、湿度以及是否积尘。
(2)检查系统的供电和输入输出使用的电源是否在基准范围之内,尽量避免不必要的停电。
(3)检查外部配线螺丝有无松动,外部配线电缆是否有断裂。
定期检查PLC系统的I/O(输入/输出)的接线情况。
特别注意,尽量不要将灰尘、油污弄到接线端子上,引起接触不良。
(4)注意输出继电器的寿命,检查控制系统外部电气、继电器触头、滑动接触电器的状况。
(5)在PLC产品中,有些使用电池保证在停电时CPU模块内存中存储的工作参数等信息不丢失。
要经常注意电池故障灯状况,一旦灯亮,就应在一周之内更换电池。
对于西门子S7系列PLC,更换时应保持电源供电,即带电更换电池。
而日本的一些PLC产品,如:
欧姆龙、三菱和富士电机公司的产品,在更换电池时是断电更换的,这是因为在更换的过程中,有一个大电容在放电,这类PLC在更换电池时往往要求在数十秒内完成即可。
电池的更换周期一般不超过5年。
为防止意外,要求船上始终要存有该电池的备件。
(6)阅读系统的技术资料,接船、交船时对系统进行全面的功能测试,或进行模拟试验。
注意与资料对照或记录系统正常工作时的参数,注意系统正常运行时的仪表和指示灯显示,以便在维修或发生故障时进行对照。
考点9燃烧时序控制系统的功能是自动地根据时间顺序与过程状态和控制指令对执行机构发出控制信号,对被控制对象锅炉进行控制。
在PLC时序控制系统中,各种物理量(如:
风压、火焰状态、汽压和水位等)都是以电气信号的形式输入到PLC,由PLC中预先输入的用户程序进行处理。
当系统的功能不符合该系统的规定时,则往往是系统出现了故障。
在故障查找时,一般先看电源是否正常。
如果电源正常,再看故障的影响范围,是整个系统(包括PLC设备的显示信息和被控制的设备)都瘫痪,还是局部的故障(此时,PLC模块的RUNLED仍然亮,PLC设备基本没有问题)。
如果是局部故障,则使用提供的技术资料图纸,找到该项出问题的功能所涉及的外部逻辑条件,及其所对应的具体I/O通道和具体设备,进行检查测量。
下面介绍一些故障排除方法和注意事项。
(1)在进行故障判断前要熟悉系统的结构、工作原理、功能和操纵方法,熟悉操作开关的用途,显示灯的含义,熟悉各种操纵方式之间的转换方法和相互关系,系统运行的条件和结果,仔细阅读说明书。
充分利用显示灯、LED的信息,尤其是自检显示的信息。
发生故障时,可以首先查看PLC的CPU模块POWERLED显示,判断是否是电源故障。
如果POWERLED亮
 升级会员
升级会员 