通用焊接工艺卡.docx
《通用焊接工艺卡.docx》由会员分享,可在线阅读,更多相关《通用焊接工艺卡.docx(35页珍藏版)》请在冰豆网上搜索。
通用焊接工艺卡
通用焊接工艺卡
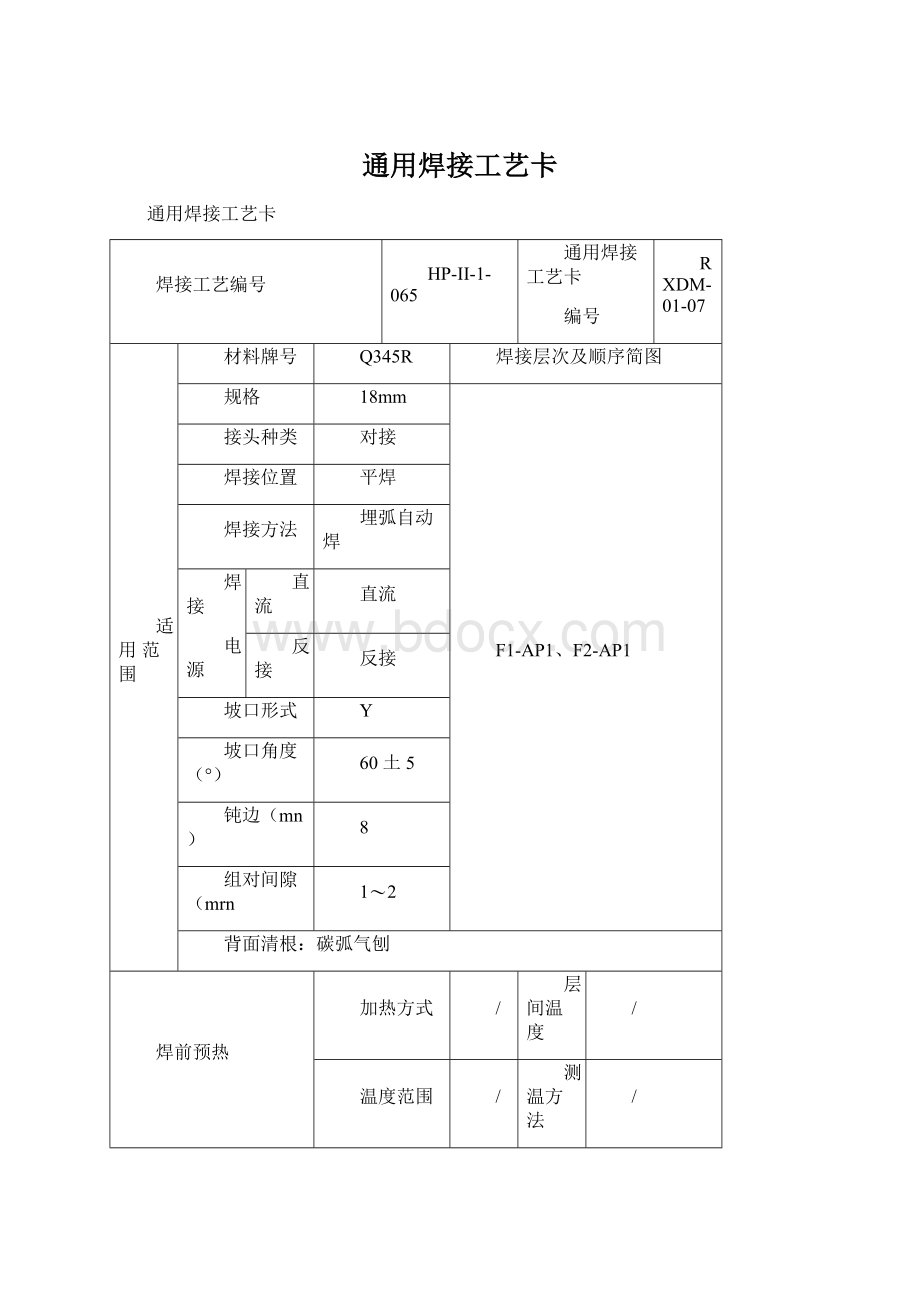
焊接工艺编号
HP-II-1-065
通用焊接工艺卡
编号
RXDM-01-07
适用范围
材料牌号
Q345R
焊接层次及顺序简图
规格
18mm
F1-AP1、F2-AP1
接头种类
对接
焊接位置
平焊
焊接方法
埋弧自动焊
焊接
电源
直流
直流
反接
反接
坡口形式
Y
坡口角度(°)
60土5
钝边(mn)
8
组对间隙(mrn
1〜2
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度范围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
加热方式
炉内加热
冷却方式
随炉缓冷炉外空
冷
温度范围
600〜640C
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
(mm
焊接电流
(A)
电弧电压
(V)
焊接速度
Cm/min
气流量
L/min
钨极直径
(mm
喷嘴直径
(mm
线能量
(KJ/cm)
1
H10Mn2/HJ431
e
450〜480
32~35
48~50
/
/
/
2
H10Mn2/HJ431
520〜550
34~36
46~48
/
/
/
3〜4
H10Mn2/HJ431
580〜600
35~37
46~48
/
/
/
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-065
通用焊接工艺卡
编号
RXDM-01-06
适用
范围
材料牌号
Q345R
焊接层次及顺序简图
规格
16mm
A1〜A5B2〜B5
接头种类
对接
焊接位置
平焊
焊接
电源
直流
直流
反接
反接
坡口形式
Y
坡口角度
(°)
50±5
钝边(mm
6
组对间隙
(mm
1〜2
焊接方法
埋弧自动焊
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度范围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
加热方式
炉内加热
冷却方式
随炉缓冷炉外
空冷
温度范围
600〜640C
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
(mrjn
焊接电流
(A)
电弧电压
(V)
焊接速度
Cm/min
气流量
L/min
钨极直径
(mm
喷嘴直径
(mr)
线能量
(KJ/cm)
1
H10Mn2/HJ431
e
450〜480
32~35
48~50
/
/
/
2~3
H10Mn2/HJ431
550〜580
33~36
46~48
/
/
/
4
H10Mn2/HJ431
580〜600
35~37
46~48
/
/
/
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-065
通用焊接工艺卡
编号
RXDM-01-06
适用
范围
材料牌号
Q345R
焊接层次及顺序简图
规格
18/16mm
B1、B6
接头种类
对接
焊接位置
平焊
焊接方法
埋弧自动焊
焊接
电源
直流
直流
反接
反接
坡口形式
Y
坡口角度
(°)
50±5
钝边(mm
10
组对间隙
(mm
1~2
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度范围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
加热方式
炉内加热
冷却方式
随炉缓冷炉外
空冷
温度范围
600〜640C
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
(mrjn
焊接电流
(A)
电弧电压
(V)
焊接速度
Cm/min
气流量
L/min
钨极直径
(mm
喷嘴直径
(mr)
线能量
(KJ/cm)
1
H10Mn2/HJ431
e
450〜480
32~35
48~50
/
/
/
2〜3
H10Mn2/HJ431
550〜580
33~36
46~48
/
/
/
4
H10Mn2/HJ431
580〜600
35~37
46~48
/
/
/
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
通用焊接工艺卡编
焊接工艺编号HP-ll-1-055RXDS-01-07
号
材料牌号
Q345R/16Mnil
Q345R
焊接层次及顺序简图
规格
16mm
接头种类
对接
焊接位置
平焊
焊接方法
焊条电弧焊
焊种类
直流
接
电极性
源
反接
A6A7、B14、B15
坡口形式
Y
坡口角度
50±5
(°)
钝边(mm
2~3
组对间隙
1〜2
(mrjn
适用范围
背面清根:
碳弧气刨
焊前预热
加热方式
/
层见温度
/
温度范围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
加热方式
炉内加热
冷却方式
随炉缓冷炉外空
冷
温度范围
600〜640C
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
(mm
焊接电流
(A)
电弧电压
(V)
焊接速度
Cm/min
气流量
L/min
钨极直径
(mm
喷嘴直径
(mm
线能量
(KJ/cm)
1
J507
e
160~165
23~24
15~16
/
/
/
2
J507
165~170
23~24
15~16
/
/
/
3〜4
J507
170~175
24~25
14~15
/
/
/
5〜6
J507
e
170~175
24~25
14~15
/
/
/
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-1-1/11-1-094
通用焊接工艺卡编
号
RXDTYS-01-02
适
用
材料牌号
20/16Mnil
焊接层次及顺序简图
规格
①57*5、①89*6
B7〜B13
范
接头种类
对接
围
焊接位置
平焊
焊接方法
手工钨极氩弧焊
+焊条电弧焊
焊
种类
直流
接
电
极性
正接+反接
源
坡口形式
Y
坡口角度
(°)
60±5
钝边(mn)
1〜
组对间隙
(mm
背面清根:
/
焊层
焊道
焊前预热
加热方式
/
层间温度
/
温度范围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度范围
600〜640C
测温方法
热电偶
焊接工艺参数
1
J50
巾
90〜95
13〜14
8〜9
9〜
11
10
〜10
2
J427
巾
110〜
115
21〜22
17〜
18
/
/
/
3
J427
巾
110〜
115
21〜22
15〜
16
/
/
/
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-I-1/II-1-094
通用焊接工艺卡
编号
RXDTYS-01-01
适用范围
材料牌号
20/16Mnil
焊接层次及顺序简图
规格
①25x3mm
接头种类
对接
B16B17
焊接位置
平焊
焊接方法
手工钨极氩弧焊
+焊条电弧焊
60±5
钝边(mn)1
组对间隙
(mm
背面清根:
/
焊前预热
加热方式
/
层间温度
/
温度范围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度范围
600〜640C
测温方法
热电偶
焊接工艺参数
115
18
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
 升级会员
升级会员 