第一章 注塑机工作原理及构造.docx
《第一章 注塑机工作原理及构造.docx》由会员分享,可在线阅读,更多相关《第一章 注塑机工作原理及构造.docx(16页珍藏版)》请在冰豆网上搜索。
第一章注塑机工作原理及构造
第一章注塑机工作原理及构造
第一节注塑机工作原理
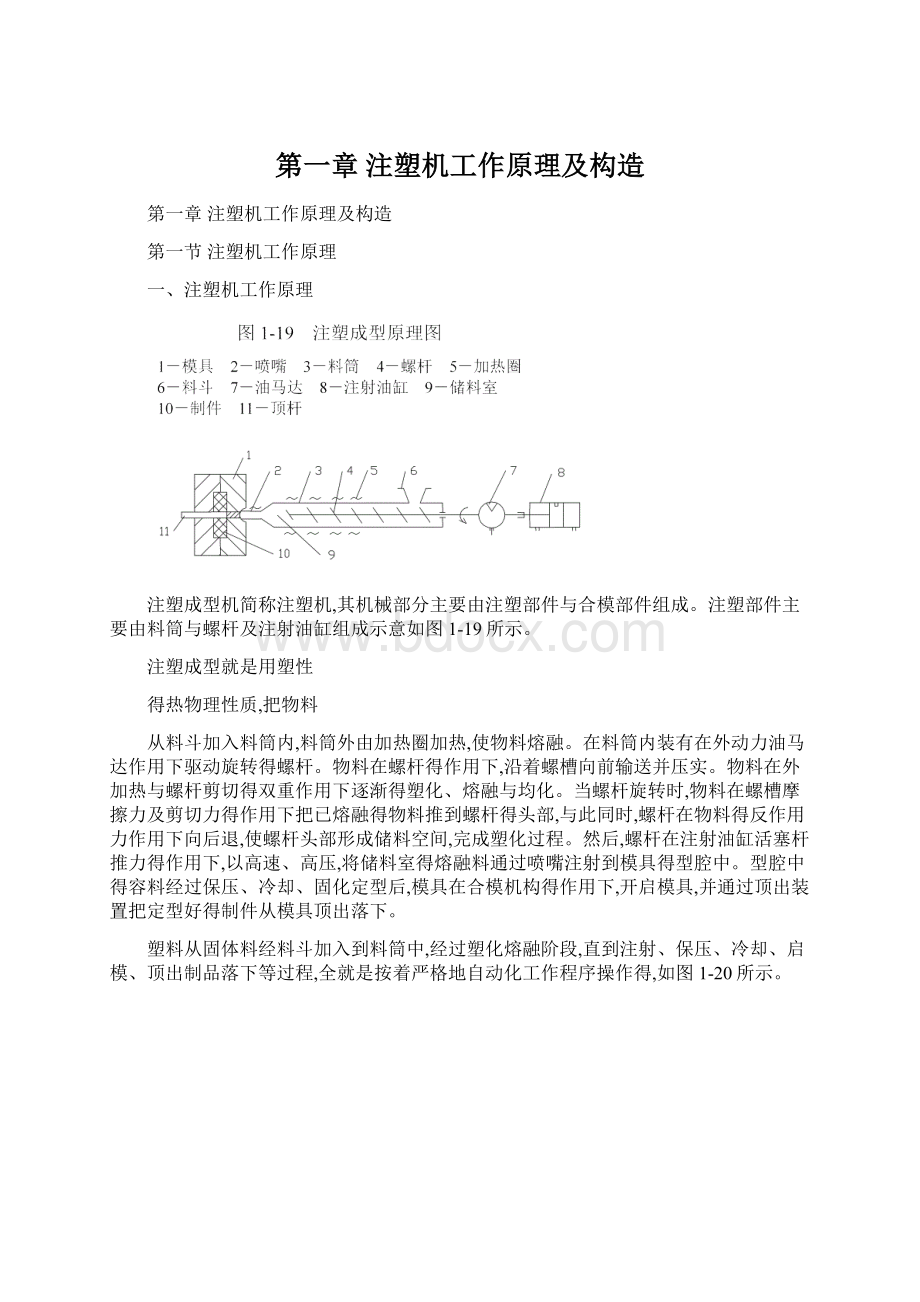
一、注塑机工作原理
注塑成型机简称注塑机,其机械部分主要由注塑部件与合模部件组成。
注塑部件主要由料筒与螺杆及注射油缸组成示意如图1-19所示。
注塑成型就是用塑性
得热物理性质,把物料
从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转得螺杆。
物料在螺杆得作用下,沿着螺槽向前输送并压实。
物料在外加热与螺杆剪切得双重作用下逐渐得塑化、熔融与均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力得作用下把已熔融得物料推到螺杆得头部,与此同时,螺杆在物料得反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力得作用下,以高速、高压,将储料室得熔融料通过喷嘴注射到模具得型腔中。
型腔中得容料经过保压、冷却、固化定型后,模具在合模机构得作用下,开启模具,并通过顶出装置把定型好得制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全就是按着严格地自动化工作程序操作得,如图1-20所示。
图1-20 注塑机工作程序框图
第二节注塑机组成
注塑机根据注塑成型工艺要求就是一个机电一体化很强得机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
第二节注塑机结构
2、1注塑机总体结构
公司目前主力机型为HTFX系列,该机型主要可分为注射部分(01部分)、合模部分(02部分)、安全防护门(03部分)、液压传动部分(04部分)、润滑部分(05部分)、电器控制部分(06部分)与机身部分(07部分),括号内为公司内部简称。
2、2注射部分
该部分功能要求在规定时间内将规定数量得塑料均匀地熔融塑化到成型温度,以一定压力与速度将熔料注射到模具成型腔内,并对其压力保持。
按注射、储料结构可以分为柱塞式、螺杆式与复合式(双料筒,螺杆储料,柱塞注射),其中螺杆式传输效率高、结构简单,就是最为广泛应用得一种,公司采用既就是该种结构,如图(2、2-1)。
图(2、2-1)
该部分可分为塑化组件、注射油缸组件、预塑组件、料斗组件、注射座及射座油缸组件。
塑化组件结构如图(2、2-2)所示,主要有⑤喷嘴(01-01)、⑧前机筒(01-02)、⒃螺杆头(01-03)、⒄止逆环(01-04)、⒅推力环(01-05)、⑦料筒(01-06)、⒆螺杆(01-07)与⒅混炼环(01-09)。
通过对料筒加热,螺杆旋转,将原料从下料口输送到料筒前端并熔融,接着将螺杆向前推进,使熔融态得塑料经喷嘴射入模具成型腔内。
图(2、2-2)
下面对核心零件螺杆作简单介绍:
以传统三段式单棱螺杆,如图(2、2-3)所示:
图(2、2-3)
L:
螺杆有效螺纹段总长,DS:
螺杆直径,L3:
计量段长度,L2:
压缩段长度,L1:
加料段长度,h3:
计量段螺槽深度,h1:
加料段螺槽深度,s:
螺距,e:
螺棱宽度,θ:
螺纹升角。
螺杆直径DS:
从保证注塑机得主参数──注射量V来确定螺杆直径DS,从而再校核其塑化能力(单位时间塑化塑料得能力);
注射量V就是螺杆得截面积与注射行程之积,注射行程一般4DS~5DS,现取4DS计算。
V=π/4×D×4DS×α=π×D×α
DS=
式中α为注射系数,根据塑料类型与螺杆结构来确定,一般取值范围0、75~0、9,通常取0、85。
螺杆有效螺纹总长L(长径比L/DS)与分段长:
螺杆预塑时要发生轴向位移,所以开始进入与最后进入塑料经过螺纹长度不同,为保证得到等温均质得熔体,对于通用型螺杆,螺纹段总长一般选取18~22DS,以前考虑成本问题,推荐取小值,但近来更多考虑整体效果,长径比有加大趋势,例如公司大型机上有些达到25,一般习惯选20DS左右,计量段L3取20~30%L,压缩段L2=20~30%L,加料段L1=50~60%L。
螺槽深度h3与螺杆压缩比i:
计量段螺槽深度就是由加工塑料性能及塑化时压力等因素所定,就是螺杆得重要参数之一,螺槽浅,剪切热大,工作稳定性较好,但在其她条件不变情况下,塑化能力较低,通用型螺杆h3一般取0、05~0、07DS(小直径螺杆取大值)。
较大螺杆得螺槽深度一般不宜超过6mm。
螺杆压缩比约为加料段深h1与计量段h3之比(压缩比i),小压缩比有利于提高塑化能力,而剪切塑化效果较差,在工艺上对背压调节反映较为敏感,通用型螺杆压缩比一般为2~2、8,通常取2、4,即加料段深为h1=2、4h3。
由于加料段为螺杆底径最小,从而必须对其校合剪切应力τ,τ<τ0。
经计算得h1螺棱宽度e:
一般取0、08~0、12DS,在保证螺棱强度得条件下,e值取小些,因为比较大得e值不但占据一部份螺槽容积,而且增加螺杆得功率消耗,容易引起物料得局部过热,当然e值也不能过小,否则会削弱螺棱得强度,增大漏流量,从而降低生产效率,特别对低粘度塑料更为明显。
螺纹升角θ得确定:
根据权威机构实验证明,要达到最佳螺纹副输送物料能力,比较合理得螺纹升角为17°20’~19°,有趣得就是,当螺纹导程(单头螺纹即为螺距)等于螺杆直径DS时,这样θ角可用下式解得为17、6°,从而设计上一般螺距s取为1DS。
tgθ=
θ=arctg
θ=arctg≈17、6°
若s=DS,即螺距等于螺杆直径。
螺杆与料筒间隙:
从固体输送理论考虑,小得间隙能提高输送效率,但要提高精度增加制造成本,而且小得间隙会使磨损加剧,一般我们将间隙控制在0、001DS。
公司一般在每种吨位注塑机都配有三根或四根直径不同得螺杆,以提供多种不同得注射量与注射压力来满足用户对不同产品得要求。
能加工PP、PE、PS、ABS等多种塑料。
由于螺杆处于比较恶劣得条件下工作,它不仅要承受注射时得高压,同时还要经受熔料得磨蚀作用与预塑时得频繁负载启动,注射螺杆得磨损就是相当严重得,对于小直径螺杆也常会发生疲劳断裂破坏,所以螺杆材料要选用耐磨蚀,高强度,传统选用优质合金钢并经整体热处理,表面硬化、防腐处理,或采用双金属材料,螺杆加工表面要求良好得光洁度;螺杆头部还有螺杆头、推力环、止逆环、混炼环等零件,根据其工作状况,同样选用优质合金钢并经整体热处理,表面硬化、防腐处理。
注射油缸组件结构如图(2、2-3)所示,主要零件有射台前板,1注射缸后盖,3注射活塞,4注射活塞杆,5注射油缸筒,6导向套,8注射缸前盖,9端盖,11射胶杆紧母,14压盖,17、18、19、22、23、24、25为油缸密封件(O型圈、Y型圈、防尘圈、活塞环等)。
公司采用双缸平衡注射,既有二个注射油缸推动螺杆实现注射,该结构注射压力高,结构紧凑,注射平稳。
当注射活塞右方油缸筒内通压力油时,带动预塑座(射台后板),将螺杆向左方前进,图示位置为注射到极限位置。
当活塞左方油缸筒内通压力油时,带动预塑座向右退,既为射退动作(倒索功能)。
当预塑时,随着原料得向前输送,螺杆带动预塑座向右后退,通过控制活塞右方油缸筒内得油液压力来实现预塑背压。
另外,公司有些机型在活塞左方也设计活塞杆,一般直径较注射活塞杆大,既所谓得注射双出杆,此方法能有效提高注射速度与油缸得导向精度。
图(2、2-3)
预塑组件结构如图(2、2-4)所示,主要零件有射台后板,预塑马达,1联轴节,3推力轴承,5向心轴承,6圆锥滚子轴承,13轴承迫母,16油封盖,17骨架式油封。
公司采用低转速大扭距液压马达直接驱动螺杆,采用一线式排布,结构简单,同轴度好。
图(2、2-4)
注射座组件结构如图(2、2-5)所示,主要零件有2射台前板,3前板盖,5射台后板,6液压马达连接法兰,7液压马达,9导杆支座,10定位轴,11射台导杆,12导向套,13导杆支座,14定位挡块,19射台调节螺丝等。
该结构简单可靠,能保证射台前板与射台后板良好得同心度,并带有水平、垂直位置调节得微调装置,以便喷嘴与模具良好对中。
大机采用拖板式结构,承载能力大,如图(2、2-6)所示。
并配有射座旋转装置,可使料筒水平向转过一定角度后,避开头板,直接拆装螺杆组件。
图(2、2-5)
图(2、2-6)
料斗组件既为料筒得进料暂存筒,其容积通常为注塑机1~2小时得用料量即可。
公司在中大型机器上配置了带烘干功能得干燥料斗,并带真空自动吸料机。
注射座油缸组件既为注射座得牵引机构,保证注射时注射座得喷嘴与模具得进浇口紧密接触,不漏料,公司小机采用单油缸,中大机采用双油缸,牵引力大且平衡性好。
2、3合模部分
该部分功能就是:
快速平稳地操纵活动模板,用来开启与闭合成型模具,要求足够大得模板面积、足够长得模板行程及模板开距;足够得锁模力与机构钢性保持模具闭合,不使模腔内得高压熔融塑料外溢而造成飞边等缺陷。
(机构钢性得倒数为机构内各零件钢性得倒数与)
该部分按实现锁模力得方式分为机械式、液压式与液压-机械复合式,公司HTK系列采用液压式合模机构,HTFX系列属于液压-机械复合式,我们称其为斜排五支点内卷式双曲轴合模机构,既用较小合模油缸产生得推力经曲轴连杆机构放大达到足够得锁模力,并且机构本身能实现活动模板慢-快-慢得运动特性,模具锁紧后机构自锁(即使撤掉合模油缸推力,模具依旧锁紧)。
结构如图(2、3-1)所示。
图(2、3-1)
根据活动模板行程与油缸活塞行程得比值(行程比)大小,大于1,称其为增速型;小于1,称其为扩力型。
一般小型机选用扩力型,扩力比24~30,行程比0、5~0、85,机构受力小,容易达到锁模力要求,使用寿命长;中大型选用增速型,行程比一般1、2~1、5之间,机构轴向长度小,重量相对轻,结构紧凑,钢性好,模板速度快,实现更低能耗、更高效率。
。
由于合理得利用了曲轴连杆得机械特性,该种合模机构与液压式比较特点见表(2、3-2),国内中大型机器大多数厂家采用液压机械式机构。
液压机械式
全液压式
移模速度
速度就是变化得,不容易控制
速度可设定为常数,易控制
移模力,锁模力
与构件材料、尺寸、质量、速度有关,与肘杆机构行程位置有关
移模力与锁模力为常数
自锁性
合模后肘杆机构进入自锁
不能自锁
系统刚性
较强,允许适量短时间超载工作
较弱,超载时制品易形成毛边
机器能耗
较低
较高
结构特点
需设调模装置,零件多,精度要求高,结构复杂,行程短,机身长
结构简单,零件少,行程大,机身短
模具适应性
调模要求高,模具平行度要求严
好
全机成本
较低
高
特殊注射工艺
较差
好
液压系统
一般
压力高,耗油量大,元件多,系统复杂
表(2、3-2)
合模部分按功能可分解为:
曲轴模板连接组件、调模装置组件、锁模油缸组件、顶出组件、机械保险组件、二板滑块及尾板滑座组件。
曲轴模板连接组件可分为模板连接装置与曲轴连接装置,如图(2、3-3)、图(2、3-4)所示。
图(2、3-3)
模板连接装置主要有①拉杆、②尾板、③二板、④导向套、⑤密封圈、⑥压盖、⑧头板、⑨拉杆螺母、⑩拉杆压紧圈等零件。
⒂⒃为二板滑块零件。
曲轴连接装置主要有①②后连杆、④前连杆、⑤⑥小连杆、⑧夹板拉杆、⑨导向套、⑿小锁轴、⒀小钢套、⒁推力座、⒆(23)大钢套、⒇大锁轴。
图(2、3-4)
下面介绍一下该单元得主关件拉杆与模板。
拉杆主要承受机构锁模得反向力——拉应力,另受开模冲击——压应力(一般比拉力小一个数量级),既在使用中拉杆承受交变应力作用(所以一般断裂分析都就是疲劳破坏),甚至因模板变形等引起得弯距作用。
另外,拉杆对二板得移动起导向作用。
所以拉杆材料要求有良好得抗拉强度与抗疲劳强度,晶相组织细化均匀,一般采用优质合金钢并经整体热处理。
结构设计上加卸荷槽,表面光洁度要求高,避免因细小裂缝而引起应力集中,表面镀铬处理提高耐磨性。
拉杆直径大小设计按抗拉强度计算,校核以抗疲劳强度为依据。
模板主要承受合紧模具得反作用力,材料需要有良好压应力特性,并有足够钢度,因模板一般结构复杂,要求材料有良好得铸造工艺特性。
公司曾经采用铸钢件,其压应力大,钢性好,使用寿命长,但其浇铸流动性较差,难以实现目前越来越复杂得造型设计与表面质量要求。
随着工业技术得发展,铸铁件能完全适合模板得使用要求,目前公司系列产品采用中等延伸率得球墨铸铁,能适合集成化箱体式模板得成型要求,表面光洁度高,铸件心部球化好,并具有良好得压应力特性与钢性。
调模装置组件能调节定模板与动模板得装模距离,调节过程中能保持两模板得平行度(四拉杆得同步性)。
其结构如图(2、3-5)所示。
图(2、3-5)
⑦调模丝母,⑥⑧调模丝母垫,⑿向心球轴承,⒀啤呤定位销,⒁调模大齿圈,⒂液压马达,⒃调模马达齿轮,(23)液压马达座。
另外大型机器得调模大齿圈与调模丝母之间还有4个调模介轮过渡,以使调模大齿圈得直径不至太大。
锁模油缸组件结构如图(2、3-6)所示。
主要零件有②锁模缸后盖,③锁模油缸拉杆,⑧锁模缸前盖,⑩锁模缸前盖铜套,⑿锁模油缸筒,⒀锁模活塞杆,⒂锁模活塞,⑤、⑨、⑾、⒁、⒃、⒄、⒅为油缸密封件(O型圈、Y型圈、防尘圈、活塞环等)。
图(2、3-6)
顶出组件结构如图(2、3-7)所示。
主要零件有①顶出缸拉杆,②顶出缸后盖,③顶出油缸筒,④顶出活塞,⑤顶出活塞杆,⑥顶出缸固定套,⑦顶出缸前盖铜套,⑧顶出缸前盖,⑩顶出导板,⑾顶出杆螺母,⑿主顶出杆,⒀副顶出杆
图(2、3-7)
机械保险组件既用最直接得机械装置阻止模板得非法关闭,公司标准结构为二板伸向头板,如图(2、3-8)所示。
一般内销机器采用上图直通式保险杆,适合半自动生产方式,该结构要求根据不同模具厚度与实际开模行程而调整长度,一般正常使用开模到位后,机械保险挡块闸下,另留适量间隙即可;下图为竹节式保险杆,该结构免去调节长度得不便,一般用于外销机,适合全自动或电眼自动生产方式(半自动生产方式时,机械保险挡块较容易损坏)。
图(2、3-8)
二板滑块主要支承二板与模具得重力,保护拉杆免受径向载荷,公司目前小机采用锲型块(俗称斜铁)结构参见图(2、3-3),大机采用浮动油缸有一定自适应功能,其工作原理如图(2、3-9)所示。
支承压力一般调整范围为2-6MPa,具体根据模具重量在此范围内调整至拉杆水平为止。
尾板滑座组件一般用于大型机器,因大机重量大,调模相对困难,现将尾板下垫上该装置,既将与机身得滑动副改为滚动副,以减小摩擦力,使调模更加顺畅,其装配结构如图(2、3-10)所示。
图(2、3-10)
2、4安全防护门
防护门主要为隔离机器得运动部件,起安全作用,另还需讲究美观,操作方便。
公司安全门设计要求起点高,有较高防护等级,表面静电喷粉处理,美观,可靠。
中大型机采用双移动门,使设备维修更加方便。
2、5液压传动部分
公司机器采用进口高性能定量叶片泵,配以双(多)泵组合,系统压力、流量采用(闭环)PQ比例阀控制,世界名牌换向阀配以插装系统,合理得液压传动系统实现低能耗、低噪音、低脉动、高精度、高响应、性能可靠。
目前公司另有变量泵、变频机节能系列,蓄能器快速注射及注射全闭环高速高精密系列等选购配置。
液压传动部分详情另有专门介绍。
2、6润滑部分
合模部分模板得滑动副与曲轴转动副采用自动集中控制,配以定量加压式分配器(小机器采用定阻式)与压力检测报警,保证每一运动部位充分润滑,其工作原理如图(2、3-11)所示,公司目前主要采用油脂润滑,部分机型与大机模板、推力座采用稀油润滑。
另注射部分及调模等速度低或不常运动部分得运动副采用手动定期润滑保养。
图(2、3-11)
2、7电器控制部分
公司控制采用注塑机专用控制器,多重CPU全电脑控制,超大TFT液晶操作显示屏,响应快、稳定性好、可扩充性强、操作简便;预塑采用陶瓷电热圈加温,配以PID方式控制,加热快、保温好、温控精确;注射、合模、顶出等动作位置采用位移传感器检测,位置控制精确,参数设定方便。
电器控制部分详情另有专门介绍。
2、8机身部分
机身既机器得基础,要求有一定得强度与钢性(尤其对于高速机),公司机身结构设计合理,做工讲究,并有良好力学性能。
2、9注塑机参数
公司样本参数有螺杆直径、螺杆长径比、注射容量、注射重量、注射速率、塑化能力、注射压力、螺杆转速;合模力、移模行程、拉杆内间距、最大模厚、最小模厚、顶出行程、顶出力、顶出杆根数;系统压力、马达功率、电热功率等。
详情另有专门介绍。
 升级会员
升级会员 