安全教育.docx
《安全教育.docx》由会员分享,可在线阅读,更多相关《安全教育.docx(31页珍藏版)》请在冰豆网上搜索。
安全教育
课业设计方案
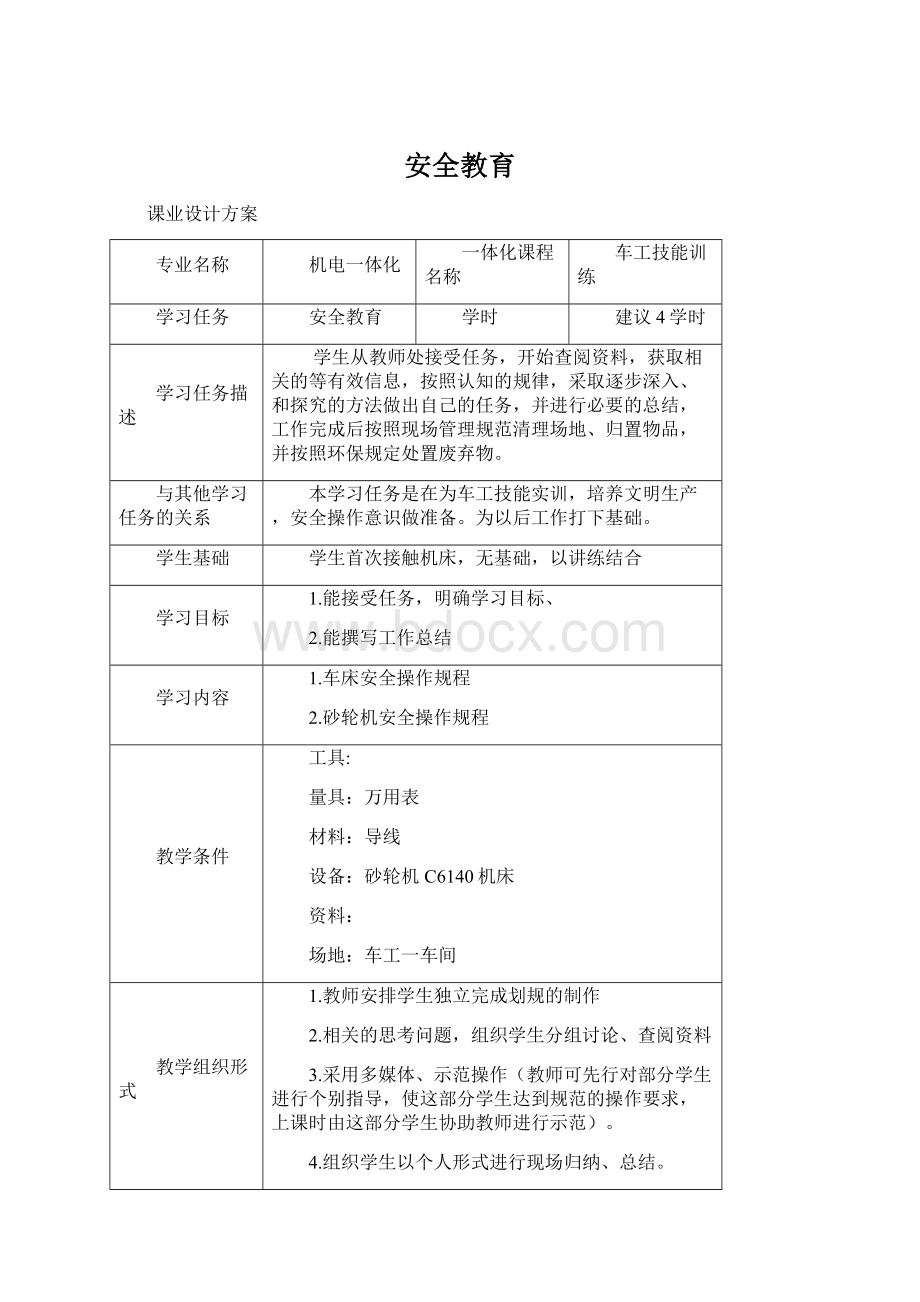
专业名称
机电一体化
一体化课程名称
车工技能训练
学习任务
安全教育
学时
建议4学时
学习任务描述
学生从教师处接受任务,开始查阅资料,获取相关的等有效信息,按照认知的规律,采取逐步深入、和探究的方法做出自己的任务,并进行必要的总结,工作完成后按照现场管理规范清理场地、归置物品,并按照环保规定处置废弃物。
与其他学习任务的关系
本学习任务是在为车工技能实训,培养文明生产,安全操作意识做准备。
为以后工作打下基础。
学生基础
学生首次接触机床,无基础,以讲练结合
学习目标
1.能接受任务,明确学习目标、
2.能撰写工作总结
学习内容
1.车床安全操作规程
2.砂轮机安全操作规程
教学条件
工具:
量具:
万用表
材料:
导线
设备:
砂轮机C6140机床
资料:
场地:
车工一车间
教学组织形式
1.教师安排学生独立完成划规的制作
2.相关的思考问题,组织学生分组讨论、查阅资料
3.采用多媒体、示范操作(教师可先行对部分学生进行个别指导,使这部分学生达到规范的操作要求,上课时由这部分学生协助教师进行示范)。
4.组织学生以个人形式进行现场归纳、总结。
教学流程与活动
教学活动一:
砂轮机使用操作规程(2课时)
教学活动二:
机床安全操作规程(2课时)
评价内容与标准
穿戴劳动保护用品,符合规范要求,服从工作安排,态度端正
正确对待老师的问题,了解砂轮机和机床的安全操作规程
可以识别简单零件图
工作场地整理
三相电的认知教学活动策划表
教学
活动
关键
能力
学生学习活动
教师活动
学习内容
资源
评价点
学时
地点
活动一
砂轮机安全操作规程
信息采集、处理
沟通
分析
思考
文字描述
计划
决策
1.领取工作任务书,
2.学生小组讨论
3.制定工作计划
4.提交讨论结果
1.安排工作任务,明确工作要求。
2.组织学生小组讨论
3.巡回指导编制工作计划
4.点评工作计划
1砂轮机使用注意事项
2.查阅资料的能力
3.进度安排
4.人员协调
5.设备协调
1.安全规章制定
3.计算机(互联网)
4.学材
1.信息收集
2.资源的应用
3.学习结果的归纳
2
车工一车间
活动二
机床安全操作规程
自我学习
分析
沟通
1.领取工作任务书,
2.学生小组讨论
3.制定工作计划
4.提交讨论结果
1.安排工作任务,明确工作要求。
2.组织学生小组讨论
3.巡回指导编制工作计划
4.点评工作计划
1.机床安全操作规程
1、《车工工艺》
2、计算机(互联网)
3.学材
1.信息收集
2.资源的应用
3.学习结果的归纳
2
车工一车间
任务一安全教育
●砂轮机安全操作规程
●机床安全操作规程
●能运用7S进行现场管理并做到安全生产。
4课时
✧教学活动一:
砂轮机安全操作规程(3课时)
✧教学活动二:
机床安全操作规程(2课时)
生产实习课的任务是培养学生全面牢固地掌握本工种的基本操作技能:
学会本工种中级技工等级工件的工作。
文明生产是工厂管理的一项十分重要的内容,直接影响产品质量的好坏,影响设备和工量具的使用寿命,影响操作工人技能的发挥。
所以作为技工学校的学生,工厂的后备工人,从开始学习基本操作技能时,就要重视培养文明生产的良好习惯。
序号
教学活动
评价内容
权重
活动成果
(40%)
参与度
(10%)
安全生产
(20%)
劳动纪律
(20%)
工作效率
(10%)
一
砂轮机安全操作规程
工作计划
活动记录
工作记录
教学日志
完成时间
50%
二
机床安全操作规程
收获总结
活动记录
工作记录
教学日志
完成时间
50%
总计
100%
学习活动一砂轮机安全操作规程
5课时
车工一车间
一、教学准备
请准备安全手册、设备清单表、教材
二、引导问题
磨刀不误砍柴工,车工七分磨刀,三分车件,磨刀我们用到的工具就是砂轮机,下面我们介绍一下砂轮机使用操作规程。
(1)刃磨车刀时不能用力过大,以防打滑伤手。
(2)车刀高度必须控制在砂轮水平中心,刀头略向上翘,否则会出现后角过大或负后角。
(3)刃磨车刀时应做水平的左右移动,以免砂轮表面出现凹坑。
(4)在平行砂轮上磨刀时,应尽可能避免磨砂轮侧面。
(5)砂轮磨削表面须经常修整,使砂轮没有明显的跳动。
对平形砂轮一般可用砂轮刀在砂轮上来回修整。
(6)磨刀时按要求戴防护镜。
(7)刃磨硬质合金车刀时,不可把刀头部分放在水中冷却,以防刀片突然冷却而碎裂。
刃磨高速钢车刀时,应随时用水冷却,以防车刀过热退火,硬度降低。
(8)在磨刀前,要对砂轮机的防护设施进行检查。
如防护罩壳是否齐全;有搁架的砂轮,其搁架与砂轮之间的间隙是否恰当等。
重新安装砂轮后,要进行检查并经试转后才可使用。
(9)刃磨结束后,应随手关闭砂轮机电源。
三、.小组交流互审学习成果
活动过程评价自评表
班级:
姓名:
学号:
号201年月日
评价项目及标准
权重(%)
等级评定
A
B
C
D
操作
技能
对砂轮机安全操作规程考核
60
实习
过程
1、安全操作情况。
2、平时实习的出勤情况。
3、每天的练习完成质量。
4、每天考核的操作技能。
5、每天对实习岗位卫生清洁、工具的整理保管及实习场所卫生清扫情况。
20
情感
态度
1、教师的互动。
2、良好的劳动习惯。
3、组员的交流、合作。
4、实践动手操作的兴趣、态度、主动积极性。
20
合 计
100
简要
评述
等级评定:
A:
优(10)B:
好(8)C:
一般(6)D:
有待提高(4)
学习活动二机床操作规程
2课时.
车工一车间
(1)需穿工作服,戴套袖。
女同志应戴工作帽,头发或辫子应塞入帽内。
(2)需戴防护眼镜,注意头部与工件不能靠得太近。
(3)为确保安全,操作人员进入车间不准戏嬉打闹、不准做与实习无关的事情。
(4)操作车床前应检查各传动部位是否正常,并按要求加油,发现异常情况应立即停机检查并汇报处理。
(5)加工零件时,严禁戴手套进行操作,操作人员思想要集中,不准多人同时操作一台车床。
(6)车床运转时,严禁用手触摸各转动部位。
(7)车床未完全停止时,不准用手进行刹车。
(8)必须在停机的状态下用铁钩或刷子清除铁屑,不准用手拉或嘴吹的方式清除,同时严禁用纱布擦正在旋转的工件。
(9)装拆工件后,卡盘扳手应及时拿下。
(10)换刀时,刀架要远离工件、卡盘和尾座。
(11)严禁在运转中测量工件,或在旋转工件的上方互相传递物品。
(12)更换和调整挂轮箱齿轮必须切断电源。
三、.小组讨论记录
通过今天的学习你觉得在车工车间进行实习中如何去年全文明生产。
四、.小组工作计划交流互审学习成果
评价项目及标准
权重(%)
等级评定
A
B
C
D
操作
技能
对砂轮机安全操作规程考核
60
实习
过程
1、安全操作情况。
2、平时实习的出勤情况。
3、每天的练习完成质量。
4、每天考核的操作技能。
5、每天对实习岗位卫生清洁、工具的整理保管及实习场所卫生清扫情况。
20
情感
态度
1、教师的互动。
2、良好的劳动习惯。
3、组员的交流、合作。
4、实践动手操作的兴趣、态度、主动积极性。
20
合 计
100
简要
评述
学习活动三卡尺工具介绍
4课时
车工一车间
一、教学准备:
卡尺千分尺
二、引导问题
1、卡尺的外观是什么样的?
2、卡尺结构组成是什么样的?
3、如何正确实用卡尺?
4、外观,及结构如何?
5、如何正确使用卡尺?
读数原理。
1.在主尺上读出副尺零刻度线以左的刻度,该值就是最后读数的整数部分。
图示33mm。
2.副尺上一定有一条与主尺的刻线对齐,在副尺上读出该刻线距副尺的零刻度线以左的刻度的格数,乘上该游标卡尺的精度0.02mm,就得到最后读数的小数部分。
或者直接在副尺上读出该刻线的读数,图示为0.24mm。
3.将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
三.小组讨论记录
使用用卡尺注意的事项有哪些?
四.小组工作交流互审学习成果
活动过程评价自评表
班级:
姓名:
学号:
号201年月日
评价项目及标准
权重(%)
等级评定
A
B
C
D
操作
技能
1、熟悉加工工艺流程选择、技能技巧工艺路线优化.
10
2、动手能力强,理论联系实际善于灵活应用.
10
3、熟练车工专业各项操作技能,基本功扎实。
10
4、熟悉质量分析、结合实际,提高自己综合实践能力。
10
5、掌握加工精度控制和尺寸链的基本算法。
10
6、识图能力强(串联、并联),掌握车工的相关专业理论知识。
10
7、了解卡尺常用工具种类和用途;掌握量具的结构、刻线原理及读数方法,并了解量具的维护保养。
10
实习
过程
1、安全操作情况。
2、平时实习的出勤情况。
3、每天的练习完成质量。
4、每天考核的操作技能。
5、每天对实习岗位卫生清洁、工具的整理保管及实习场所卫生清扫情况。
20
情感
态度
1、教师的互动。
2、良好的劳动习惯。
3、组员的交流、合作。
4、实践动手操作的兴趣、态度、主动积极性。
10
合 计
100
简要
评述
等级评定:
A:
优(10)B:
好(8)C:
一般(6)D:
有待提高(4)
学习活动四千分尺
2课时
车工一车间
一、教学准备:
千分尺
二、引导问题
1千分尺的外观是什么样的?
2卡尺结构组成是什么样的?
3如何正确使用卡尺?
读数原理。
1)先读整数。
看微分左边固定套筒上有数字的刻线露出部分是多少,那么它即是测得零件尺寸的整数部分。
2)读小数。
看微分筒的哪条刻线与固定套筒上的轴向刻线对齐。
首先读出该读数,再看半刻度线(0.5mm刻线)是否露出,如果半刻度线没露出来,那么刚才读出的刻线读数即为小数;如果半刻度线露出来了,那么要加上0.5mm作为毫米小数(小数部分)。
在读数时要注意,看0.5mm的刻线是否露出来,否则就会少读或多读0.5mm。
3)两次读数相加(把整数部分和小数部分相加)即为千分尺的读数。
三.小组讨论记录
使用用千分尺注意的事项有哪些?
四.小组工作交流互审学习成果
活动过程评价自评表
班级:
姓名:
学号:
号201年月日
评价项目及标准
权重(%)
等级评定
A
B
C
D
操作
技能
1、熟悉加工工艺流程选择、技能技巧工艺路线优化.
10
2、动手能力强,理论联系实际善于灵活应用.
10
3、熟练车工专业各项操作技能,基本功扎实。
10
4、熟悉质量分析、结合实际,提高自己综合实践能力。
10
5、掌握加工精度控制和尺寸链的基本算法。
10
6、识图能力强(串联、并联),掌握车工的相关专业理论知识。
10
7、了解卡尺常用工具种类和用途;掌握量具的结构、刻线原理及读数方法,并了解量具的维护保养。
10
实习
过程
1、安全操作情况。
2、平时实习的出勤情况。
3、每天的练习完成质量。
4、每天考核的操作技能。
5、每天对实习岗位卫生清洁、工具的整理保管及实习场所卫生清扫情况。
20
情感
态度
1、教师的互动。
2、良好的劳动习惯。
3、组员的交流、合作。
4、实践动手操作的兴趣、态度、主动积极性。
10
合 计
100
简要
评述
等级评定:
A:
优(10)B:
好(8)C:
一般(6)D:
有待提高(4)
二、教师对学成学习情况作评价:
1、找出各组的优点点评;
2、展示过程中各组的缺点点评,改进方法;
3、整个任务完成中出现的亮点和不足;
三、总体评价
任课教师:
年月日
学习活动五刃磨外圆车刀
4课时
车工一车间
一、教学准备:
90度外圆车刀砂轮机
二、引导问题
磨刀不误砍柴工,车工七分磨刀,三分车件,下面我们介绍一下外圆车刀的刃磨方法。
1外圆车刀外观是什么样的?
2外圆车刀几何角度
车刀刀头的组成具体描述如下:
1.前刀面:
切削时刀具上切屑流出的表面。
2.主后刀面:
切削时与工件上过渡表面相对的表面。
3.副后刀面:
切削时与工件上已加工表面相对的表面。
4.主切削刃:
前刀面与主后刀面的交线,担负主要的切削工作。
5.副切削刃:
前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
6.刀尖:
主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
车刀的主要角度有前角(γ0)、后角(α0)、主偏角(κr)、副偏角(κ′r)和刃倾角(λs)。
①前角(γ0)
前角是前刀面与基面之间的夹角,主要作用是使刀刃锋利,便于切削。
车刀的前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。
加工塑性材料时,前角可选大些,若用硬质合金车刀切削钢件可取γ0=10°~20°;精加工时,车刀的前角应比粗加工大,这样刀刃锋利,降低工件的粗糙度。
②后角(α0)
后角是主后刀面与切削平面之间的夹角,主要作用是减小车削时主后刀面与工件的摩擦,α0一般取6°~12°,粗车时取小值,精车时取大值。
2.在基面中测量的角度
①主偏角(κr)
主偏角是主切削刃在基面的投影与进给方向的夹角,主要作用是可改变主切削刃、增加切削刃的长度,影响径向切削力的大小以及刀具使用寿命。
小的主偏角可增加主切削刃参加切削的长度,因而散热较好,有利于延长刀具使用寿命。
车刀常用的主偏角有45°、60°、75°、90°等几种。
②副偏角(κ′r)
副偏角是副切削刃在基面上的投影与进给反方向的夹角,主要作用是减小副切削刃与已加工表面之间的摩擦,以改善已加工表面的粗糙度。
κ′r一般取5°~15°。
3.在切削平面中测量的角度
刃倾角λs是主切削刃与基面的夹角,主要作用是控制切屑的流出方向。
主切削刃与基面平行时,λs=0;刀尖处于主切削刃的最低点时,λs为负值,刀尖强度增大,切屑流向已加工表面,用于粗加工;刀尖处于主切削刃的最高点时,λs为正值,刀尖强度减小,切屑流向待加工表面,用于精加工。
车刀刃倾角λs一般取-5°~+5°。
3车刀的刃磨方法
车刀一般在砂轮机上刃磨。
磨高速钢车刀用白色氧化铝砂轮,磨硬质合金车刀用绿色碳化硅砂轮。
车刀刃磨时,往往根据车刀的磨损情况,磨削有关的刀面即可。
车刀刃磨的一般顺序是:
磨主后刀面→磨副后刀面→磨前刀面→磨刀尖圆弧。
车刀刃磨后,还应用油石细磨各个刀面,这样可有效地延长车刀的使用寿命,减小工件表面的粗糙度。
三.小组讨论记录
刃磨车刀注意的事项有哪些?
四.小组工作交流互审学习成果
活动过程评价自评表
班级:
姓名:
学号:
号201年月日
评价项目及标准
权重(%)
等级评定
A
B
C
D
操作
技能
1、熟悉加工工艺流程选择、技能技巧工艺路线优化.
10
2、动手能力强,理论联系实际善于灵活应用.
10
3、熟练车工专业各项操作技能,基本功扎实。
10
4、熟悉质量分析、结合实际,提高自己综合实践能力。
10
5、掌握加工精度控制和尺寸链的基本算法。
10
6、识图能力强(串联、并联),掌握车工的相关专业理论知识。
10
7、了解卡尺常用工具种类和用途;掌握量具的结构、刻线原理及读数方法,并了解量具的维护保养。
10
实习
过程
1、安全操作情况。
2、平时实习的出勤情况。
3、每天的练习完成质量。
4、每天考核的操作技能。
5、每天对实习岗位卫生清洁、工具的整理保管及实习场所卫生清扫情况。
20
情感
态度
1、教师的互动。
2、良好的劳动习惯。
3、组员的交流、合作。
4、实践动手操作的兴趣、态度、主动积极性。
10
合 计
100
简要
评述
等级评定:
A:
优(10)B:
好(8)C:
一般(6)D:
有待提高(4)
 升级会员
升级会员 