叠合板生产线工艺流程.docx
《叠合板生产线工艺流程.docx》由会员分享,可在线阅读,更多相关《叠合板生产线工艺流程.docx(5页珍藏版)》请在冰豆网上搜索。
叠合板生产线工艺流程
叠合板生产线工艺流程
1、叠合板生产线简介
叠合板生产线采用高精度、高结构强度的成型模具,经布料机把混凝土浇筑在模具内、振动台振捣后并不立即脱模,而是经预养护、蒸汽养护,使构件强度满足设计强度时才进行拆模处理的生产工艺,拆模后的成品构件运输至室外成品堆放区域,而空模台沿生产线自动返回。
叠合板生产线主要用于生产叠合板。
2、工艺流程
叠合板的生产均只需要一次混凝土浇筑即可成型,工艺相对简单,因此将两种产品在一条生产线上进行混合生产就能够满足工艺及产能的要求。
叠合板工艺流程简单,工位数量少,内墙板工艺流程布局完全可以满足叠合板生产的节拍要求,因此将内墙板和叠合板的生产合为一条生产线。
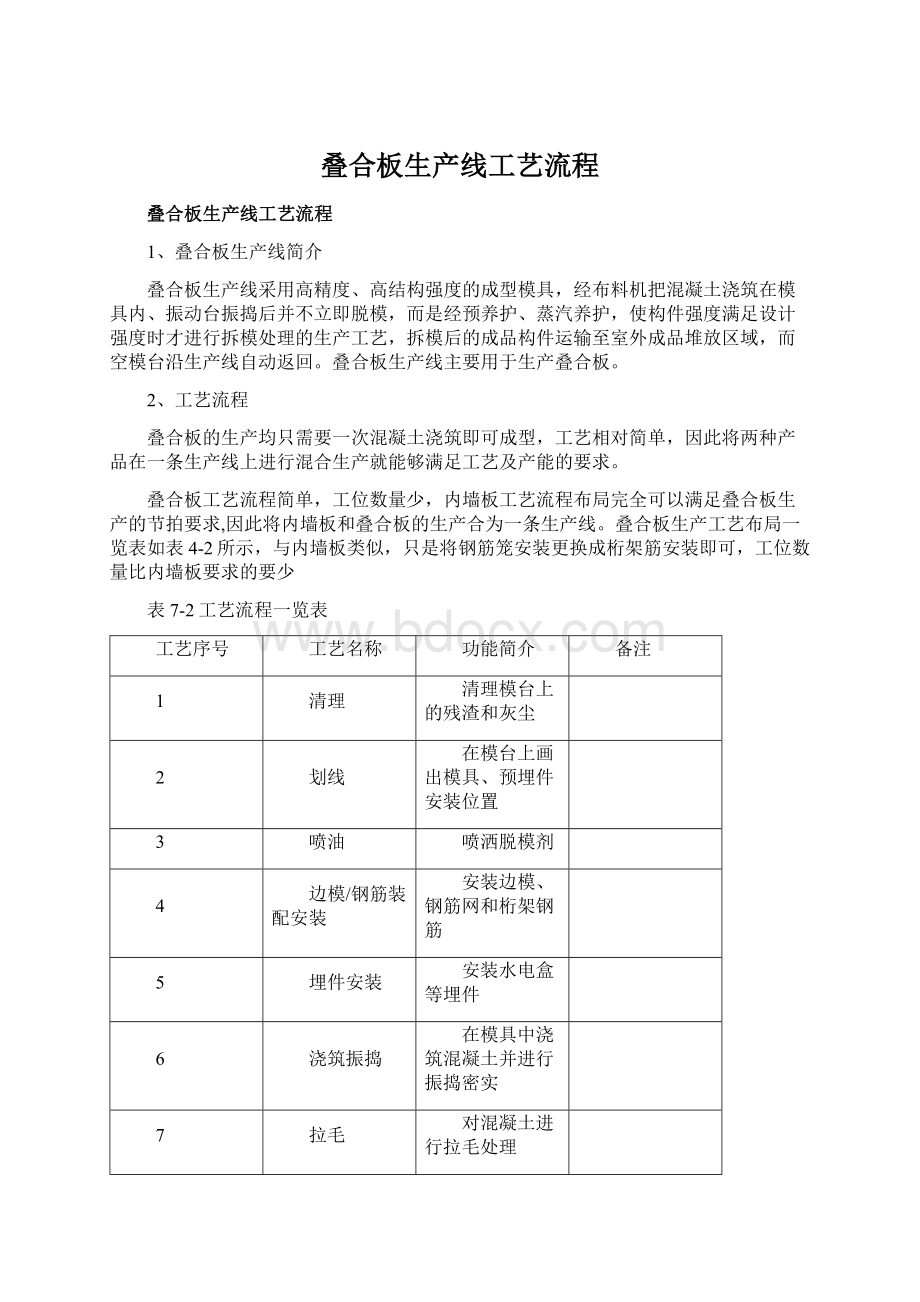
叠合板生产工艺布局一览表如表4-2所示,与内墙板类似,只是将钢筋笼安装更换成桁架筋安装即可,工位数量比内墙板要求的要少
表7-2工艺流程一览表
工艺序号
工艺名称
功能简介
备注
1
清理
清理模台上的残渣和灰尘
2
划线
在模台上画出模具、预埋件安装位置
3
喷油
喷洒脱模剂
4
边模/钢筋装配安装
安装边模、钢筋网和桁架钢筋
5
埋件安装
安装水电盒等埋件
6
浇筑振捣
在模具中浇筑混凝土并进行振捣密实
7
拉毛
对混凝土进行拉毛处理
8
静停
完成构件的初凝
10
构件养护
对构件进行养护,达到预期强度
11
拆模
拆除边模及其它模具
12
吊装
将构件水平吊装至指定区域存放
3、叠合板生产线工艺流程详细说明
(1)清理
①工艺功能:
对模台表面进行光洁处理,为模台喷油及划线及浇筑做好准备。
②作业描述:
上一周期拆模后的模台表面上难免会附着残余混凝土渣,对模台表面进行清理,使模台表面整洁干净。
外墙板拆模、吊运完成后,模台表面上会残留浇筑振捣抹光作业时未完全清理掉的混凝土残渣、凝固的砂浆及其它残留物,这些残留物必须进行清理,确保模台表面光洁,为下一工艺的作业做好准备。
模台通过生产线驱动单元向前运行到模台清理机,模台清理机及除尘器启动,进行清扫作业。
前端铲板首先清除大块混凝土、凝固砂浆及部分粉尘等进入废料收集斗,相向运动的滚刷进行模台表面光洁处理,符合喷油及划线的表面质量要求,同时启动的除尘器对清扫过程中产生的粉尘进行收集并沉降,确保现场作业环境符合环保及人身健康要求。
如果模台通过后,清理效果达不到要求,可进行进行人工处理,确保模台表面质量。
(2)画线
①工艺功能:
在模台上画出模板装配及预埋件安装的位置线,确保模具及埋件安装的准确性
②作业描述:
根据任务需要,在模台表面画出模具和埋件的安装位置线,提高模具和埋件的安装速度和准确度。
(3)喷油
①工艺功能:
对模台全平面实施脱模剂喷涂,确保墙体脱模方便及墙体表面光洁度。
②作业描述:
模台通过生产线驱动单元,向前运行并通过脱模剂喷涂机的过程中,喷涂机开始运转,在表面光洁的模台表面进行喷涂脱模剂作业,最终使模台表面均匀地涂上一层脱模剂。
(4)边模钢筋装配安装
①工艺功能:
在画好线的模台上完成边模的安装及钢筋的绑扎。
②作业描述:
脱模后的边模经过清洁处理后传送到此工艺的工位,边模内表面要手工刷涂脱模剂;
当生产内墙板时,将绑扎好的钢筋笼吊装到模台上,作业人员在模台上进行钢筋笼及模板组模作业。
当生产叠合板时,将预制好的钢筋网和桁架钢筋吊装到模台上,作业人员在模台上进行钢筋网、桁架钢筋和边模的组模作业。
(5)埋件安装
①工艺功能:
安装水电盒、穿线管等埋件。
②作业描述:
按照图纸的要求,安装水电盒、穿线管等埋件。
(6)浇筑
①工艺功能:
进行混凝土浇筑。
②作业描述:
混凝土浇筑由布料机完成。
根据构件的厚度、几何尺寸、需要混凝土的数量及塌落度等参数调整布料机相应的运转参数,混凝土通过输送料斗由搅拌站运送至布料机料斗内部,在进行手动布料时,可以对布料机行走速度,布料机下料速度进行调整。
确保生产线的节拍要求,当布料机需要补充料时,布料机可移动至混凝土输送料斗下料口位置进行补料。
布料机可实现自动布料,布料机自动布料程序可在台式电脑上预先编制,而后存到布料机控制器中,随时调用,同时,还可以通过直接在布料机的控制面板上进行手动编程。
自动布料是用预先编译好的程式,布料机按程序进行自动布料
(3)振捣
①工艺功能:
对完成布料的混凝土构件进行振捣密实
②作业描述:
模台上所有的构件完成布料后,震动台上升(或下降)并将模台锁死在振动台上使之
在振捣过程中没有相对移动,根据构件的厚度等参数调整振捣器的频率使之振捣力与构件的参数相匹配,振捣过程中在密实质量符合要求的前提下控制振捣时间.
(8)拉毛
①工艺功能:
对混凝土构件表面进行拉毛面处理,用于叠合板构件表面拉毛。
②作业描述
当生产叠合板时,对面层进行拉毛处理。
(9)构件养护
①工艺功能
对构件进行养护,使之达到拆模及吊装的强度要求。
②作业描述
构件在抹光符合质量要求后,进入生产线在养护窑内的通道,由码垛车将模台送入养护窑内进行蒸养,在蒸养8-10小时后,再由码垛车将平台从养护窑内取出将其送入生产线在养护窑内的另一通道,进入到下一道工艺。
立体养护窑采用蒸汽湿热蒸养方式,利用蒸汽管道散发的热量及直接通入窑内的蒸汽获得所需的温度及湿度;温度及湿度自动监控,温度及湿度变化全自动控制,蒸养温度最高不超过60°,确保升温及降温的速度符合要求,同时确保养护窑内各点温度均匀。
(10)拆模
①工艺功能:
构件养护完成之后,拆除边模及其它模具。
②作业描述:
通过码垛车从立体养护窑中取出已养护完毕的构件,用专用工具松开模板的固定装置、螺纹联接装置、轴销固定装置等,利用起重机配合拆除所有的模板,并对边模和门窗口模板进行清洁,模板洁净程度符合要求后传到模板钢筋笼装配工位。
(11)翻转
①工艺功能
将带制品的模台进行翻转。
②作业描述
当生产内墙板时,将载有内墙板成品的模台翻转一定角度,使得内墙板成品可以方便地被起吊设备竖直吊起并运输到指定区域。
当生产叠合板时,不需要进行翻转,而是直接水平吊装至指定区域。
4.2.2.3固定台座生产线
固定台座生产线能够通过对整条预制构件生产线的制造系统结构及其组成单元进行快速重组,采用模台固定,作业设备移动的生产方式,能及时调整制造系统的功能和生产能力。
固定台座生产线主要用于生产一些不适合进入生产线进行生产的构件产品(高度超过养护窑层高等异型构件)。
 升级会员
升级会员 