电渣压力焊施工方案完成.docx
《电渣压力焊施工方案完成.docx》由会员分享,可在线阅读,更多相关《电渣压力焊施工方案完成.docx(5页珍藏版)》请在冰豆网上搜索。
电渣压力焊施工方案完成
电渣压力焊施工方案
一、工程概况
本工程为无锡富士时装有限公司新厂区建设工程,其中车间和办公楼为框架结构五层,总建筑面积为18000m2,其中,车间建筑面积为14000M2;办公楼为建筑面积为4000m2,根据设计要求本工程柱筋接头均采用电渣压力焊。
二、施工方法
1、进场焊接施工人员必须具有相关操作证件,施工前必须进行技术交底。
2、本工程采用手动电渣压力焊,由一名专业焊工操作,另配4~5名辅工
帮助竖立钢筋、除污等工作。
3、现场焊接钢筋必须经复试合格后方可使用。
4、电渣压力焊的焊剂,使用前,须经恒温250°烘焙1~2小时(在施工现场烘焙)。
焊剂回收重复使用时,应除去熔渣和杂物。
如果受潮,尚须按上述要求烘焙。
5、焊接前必须清除钢筋焊接部位的铁锈、熔渣、油污等。
6、焊接前钢筋端部的扭曲、弯折应予以矫正或切除。
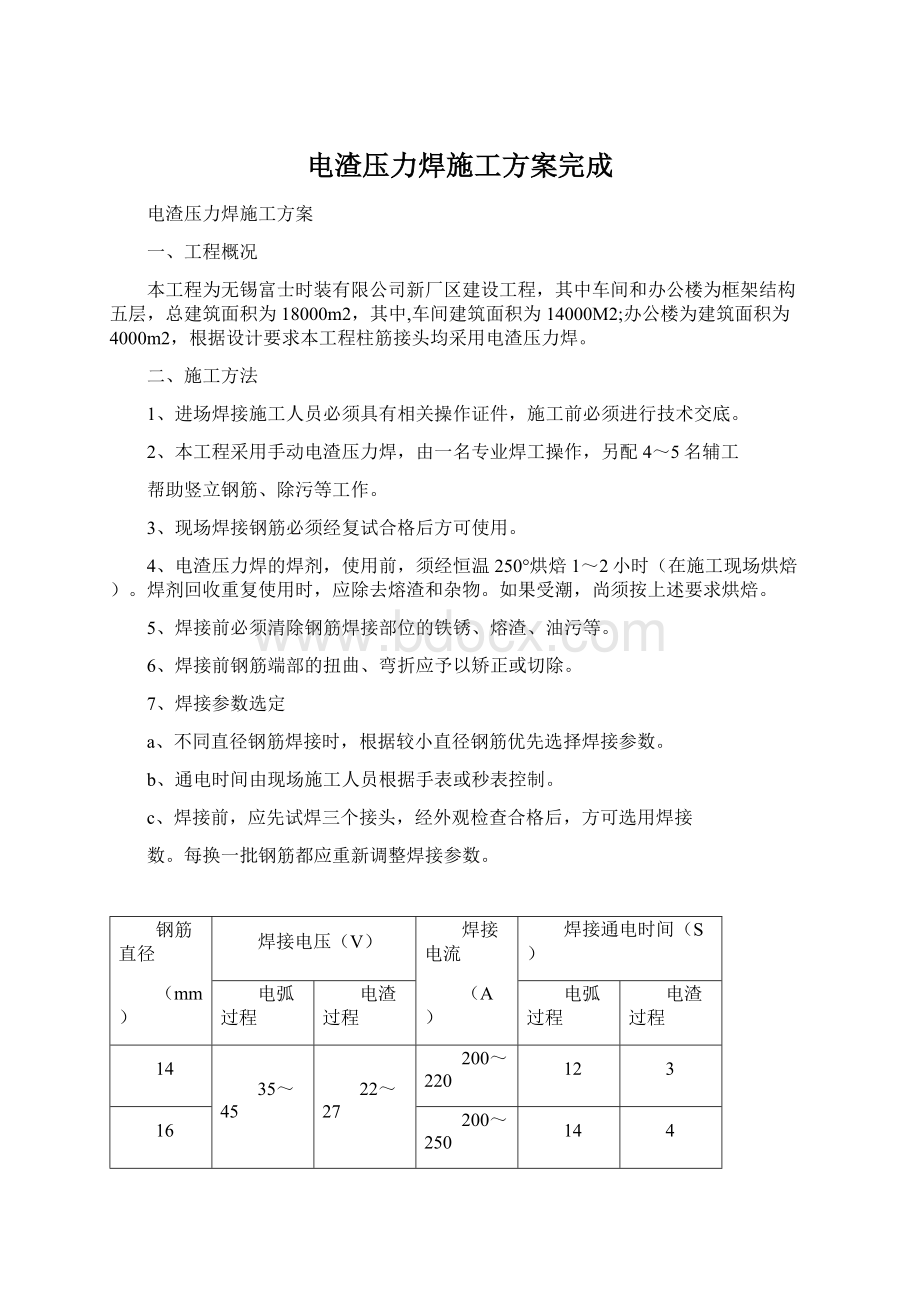
7、焊接参数选定
a、不同直径钢筋焊接时,根据较小直径钢筋优先选择焊接参数。
b、通电时间由现场施工人员根据手表或秒表控制。
c、焊接前,应先试焊三个接头,经外观检查合格后,方可选用焊接
数。
每换一批钢筋都应重新调整焊接参数。
钢筋直径
(mm)
焊接电压(V)
焊接电流
(A)
焊接通电时间(S)
电弧过程
电渣过程
电弧过程
电渣过程
14
35~45
22~27
200~220
12
3
16
200~250
14
4
18
250~300
15
5
20
300~350
17
5
22
350~400
18
6
25
400~450
21
6
三、焊接工艺流程
钢筋断料→钢筋端面刷净、加工→钢筋放入提升架、上紧夹→焊剂烘干装放焊剂盒→接通电源引弧→启动电动机对接头加压、接头墩粗→拆除夹具、清除焊渣→质量检验。
(1)、施焊前,先将钢筋端部120mm范围内的铁锈、油污清刷干净,钢筋端部用焊接机械上的小砂轮磨平。
(2)、钢筋安装于夹具钳口内予以夹紧,上下钢筋轴线应保持在一条直线上,钢筋夹紧后不得晃动。
(3)、关闭焊剂盒,四周装满所需的焊剂(焊剂在使用前,须经烘箱250°烘焙1-2小时后方可使用);下部钢筋与焊剂盒的缝隙必须用石棉布塞严,防止焊剂漏失。
(4)、用铁丝圈引弧法引弧(铁丝必须除锈去锌后方可使用)。
(5)、在电弧高温的作用下,钢筋端头的凸出部分不断熔化,同时接口周围的焊剂充分熔化,形成一定深度的渣池。
(6)、渣池形成一定深度后,将上钢筋缓缓插入渣池中,此时电弧熄灭,电流直接通过渣池,产生大量电阻热,使渣池温度升至2000℃,将钢筋端头迅速而均匀熔化。
(7)、当钢筋端头达到全截面熔化时,迅速将上钢筋向下顶压,将熔化的金属、熔渣及氧化物等杂质全面挤出结合面,同时切断电源,焊接即告结束。
(8)、焊接完成后,应冷却2min,再打开焊剂盒,拆除夹具,待钢筋充分冷却后去掉渣壳。
四、现场检验
1、焊剂必须保持干燥。
2、通电时间由现场施工人员根据手表或秒表控制。
项目部质量员或技术员待焊接开始1小时后对其进行抽检,连续检查以后1小时的工作量作为质量控制依据,并作记录。
若发现1小时内有3个以上接头外观不合格,则再连续检查同时的焊接质量情况。
五、质量验收要求
1、项目部质量员或技术员对所有钢筋接头进行外观检验,外观检验不合格则下令立即返工重新施焊。
2、外观检验合格后,与建设单位/监理单位一起从成品中抽取试件,送试验室进行机械性能试验。
3、电渣压力焊接头外观检查结果应符合下列要求:
(1)、焊包均匀,四周焊包凸出钢筋表面的高度应大于或等于4mm,不得有裂纹,且钢筋表面无明显烧伤等缺陷。
(2)、接头处钢筋轴线的偏移不得超过钢筋直径的0.1倍,同时不得大于2mm。
(3)、接头处的弯折角不得大于4°。
(4)、对外观检查不合格的接头,应将其切除重焊。
4、钢筋电渣压力焊接头拉伸试验结果,三个试件均不得低于该级别钢筋规定的抗拉强度值。
若有一个试件的抗拉强度值低于规定数值,应取双倍数量的试件进行复验,复验结果,若仍有一个试件的强度达不到要求,该批接头即为不合格。
六、电渣压力焊接头焊接缺陷及消除措施
项次
焊接缺陷
消除措施
1
轴线偏移
(1)矫正钢筋端部
(2)正确安装夹具和钢筋
(3)避免过大的顶压力
(4)及时修理或更换夹具
2
弯折
(1)矫正钢筋端部
(2)注意安装和扶持上钢筋
(3)避免焊后过快卸夹具
(4)修理或更换夹具
3
咬边
(1)减小焊接电流
(2)缩短焊接时间
(3)注意上钳口的起点和止点,确保上钢筋顶压到位
4
未焊合
(1)增大焊接电流
(2)避免焊接时间过短
(3)检查夹具,确保上钢筋下送自如
5
焊包不匀
(1)钢筋端面力求平整
(2)填装焊剂尽量均匀
(3)延长焊接时间,适当增加熔化量
6
气孔
(1)按规定要求烘焙焊剂
(2)清除钢筋焊接部位的铁锈
(3)确保接缝在焊剂中合适埋置深度
7
烧伤
(1)钢筋导电部位除净铁锈
(2)尽量夹紧钢筋
8
焊包下淌
(1)彻底封堵焊剂筒的漏孔
(2)避免焊后过快回收焊剂
七、安全技术措施
1、焊接设备必须有可靠的接地或接零保护措施。
2、伸出箱外的接线端要用防护罩盖好,电源线应设在人体不易触及的地方,长度不宜超过2-3m,电源线不应拖在地上。
电焊工只可接、拆焊接软线,其他接线均应由电工负责。
3、电焊设备和线路等带电体之间必须有良好的绝缘,并应安装自动断电装置。
4、做好个人防护,工作前要戴好手套、穿好绝缘鞋和工作服。
5、雨天、电压不稳不得施焊,六级以上大风室外不得施焊,夜间焊接作业必须有足够的照明。
6、焊工拉推闸刀时,头部不得正对闸刀,防止短路造成的电弧火花烧伤面部;焊接设备维修时,应切断电源。
7、高空作业必须使用标准的安全带,并将安全带系紧牢靠。
8、焊工敲打焊渣时,必须戴上防护眼镜,防止熔渣溅入眼内。
 升级会员
升级会员 