饲料厂设备常见故障及排除方法.docx
《饲料厂设备常见故障及排除方法.docx》由会员分享,可在线阅读,更多相关《饲料厂设备常见故障及排除方法.docx(17页珍藏版)》请在冰豆网上搜索。
饲料厂设备常见故障及排除方法
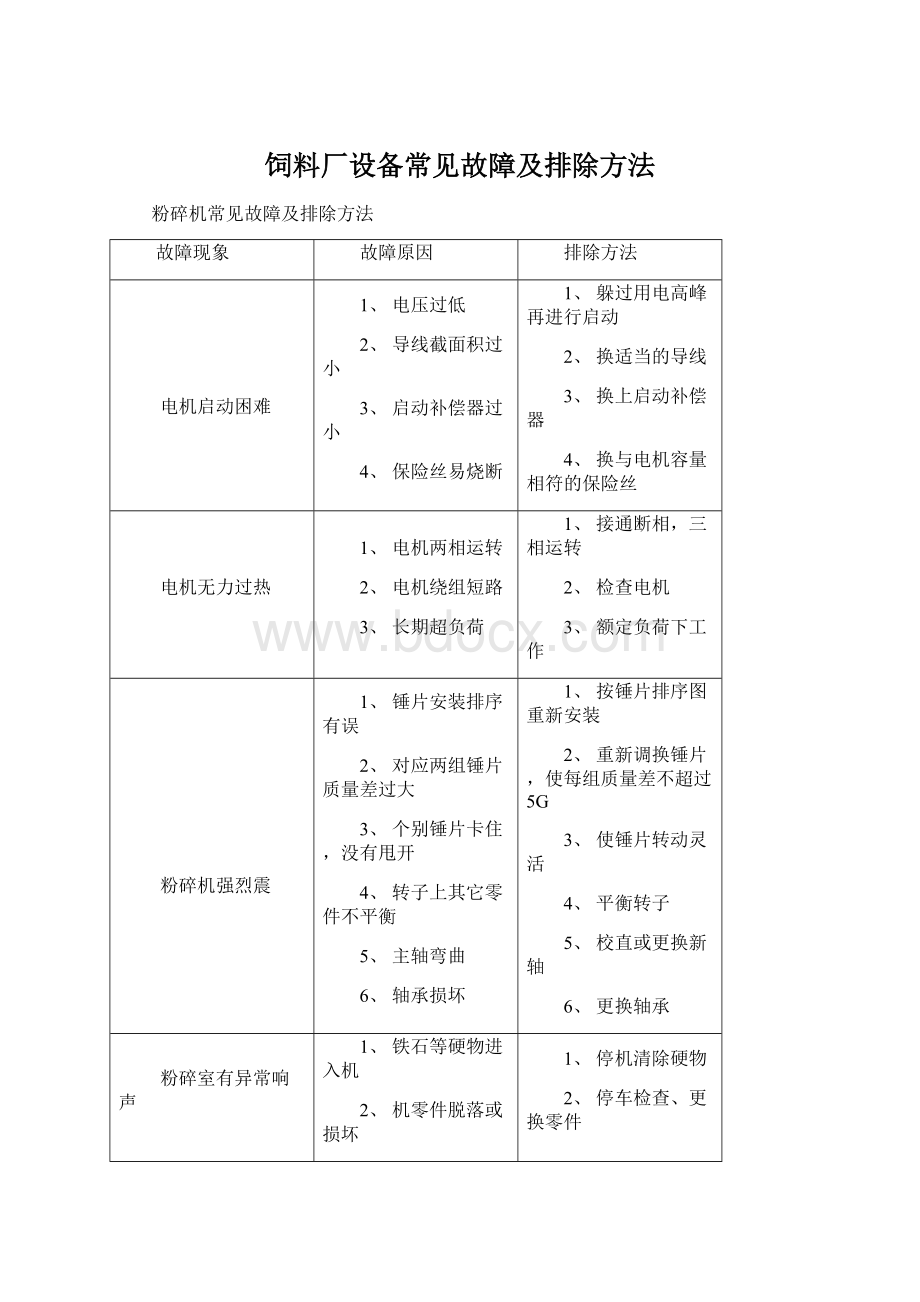
粉碎机常见故障及排除方法
故障现象
故障原因
排除方法
电机启动困难
1、电压过低
2、导线截面积过小
3、启动补偿器过小
4、保险丝易烧断
1、躲过用电高峰再进行启动
2、换适当的导线
3、换上启动补偿器
4、换与电机容量相符的保险丝
电机无力过热
1、电机两相运转
2、电机绕组短路
3、长期超负荷
1、接通断相,三相运转
2、检查电机
3、额定负荷下工作
粉碎机强烈震
1、锤片安装排序有误
2、对应两组锤片质量差过大
3、个别锤片卡住,没有甩开
4、转子上其它零件不平衡
5、主轴弯曲
6、轴承损坏
1、按锤片排序图重新安装
2、重新调换锤片,使每组质量差不超过5G
3、使锤片转动灵活
4、平衡转子
5、校直或更换新轴
6、更换轴承
粉碎室有异常响声
1、铁石等硬物进入机
2、机零件脱落或损坏
3、锤筛间隙过小
1、停机清除硬物
2、停车检查、更换零件
3、使间隙符合规定尺寸
生产率显著下降
1、电机功率不足
2、锤片严重磨损
3、原料喂入不均匀
4、原料水分过高
1、检修电机
2、调头使用或更换新锤片
3、均匀喂入
4、干燥原料
进料口反喷
1、输送管道堵塞
2、筛孔堵塞
1、疏通堵塞管道
2、清理筛孔或更换筛板
成品过粗
1、筛板磨损严重或有孔洞
2、筛板与筛架贴合不严,或侧面间隙过大
1、补洞或更换筛板
2、停车检修,使筛板和筛架贴合严密
轴承过热
1、主轴与电机中心不同心
2、润滑脂过多、过少或不良
3、轴承损坏
4、主轴弯曲或转子不平衡
5、长期超负荷工作
1、调整电机中心使其与主轴同心
2、换润滑脂,按规定加注
3、换新轴承
4、校直主轴、平衡转子
5、减少喂入量
混合机常见故障及排除方法
故障现象
故障原因
排除方法
漏料
1.卸料门变形
2.卸料门托杆螺栓松动、滑丝
3.卸料门密封条损坏
4.行程开关移动导致关门不严
5.卸料门上附着物料导致关门不严
1.修整卸料门
2.更换滑丝的螺栓螺母并拧紧
3.更换密封条
4.调整行程开关位置
5.清理卸料门上附着物
混合质量下降
1.转子螺带或桨叶损坏
2.转子与壳体之间间隙过大,导致混合效率降低、混合顶残留量大
3.漏料
4.混合机充填系数过大或过小
5.油脂添加不均匀
6.小料添加时间不正确
1.修补或更换转子损坏部分
2.调整转子与壳体之间的间隙
3.见漏料排除方法
4.控制每批混合量,保证合理的充填系数
5.检查油脂添加系统,确保油脂能以喷雾形式添加
6.小料应在配料部分卸料后再添加
制粒机常见故障及排除方法
序号
故障现象
故障原因
排除方法
1
无原料进入制粒室
1.料斗结拱
2.喂料器绞龙传动装置发生故障
3.喂料器绞龙堵死
1.破拱
2.检查喂料器绞龙传动装置,排除故障
3.清理喂料器绞龙上的物料
2
有原料进入制粒室但压不出颗粒
1.模孔堵塞
2.原料水分太多
3.模辊间隙过大
4.喂料刮板严重磨损
5.模辊磨损严重
1.清除模孔中的饲料
2.控制原料和蒸汽中的水分
3.重新调节模辊间隙
4.更换刮板和模辊
3
主电机不能启动
1.制粒室有积料
2.电路有问题
3.行程开关不能碰到闸盘或门上的操纵杆
1.清除积料
2.检查电路,排除故障
3.检查行程开关情况
4
噪音、剧烈振动
1.轴承已损坏
2.环模压辊磨损严重
3.环模与压辊间隙太小
4.调质器或喂料器有异物
5.主轴轴承太松.
1.更换轴承
2.更换模辊
3.适当调大模辊间隙
4.清理异物
5.上紧螺母,减少游隙
5
颗粒剂主机负载不合理波动或颗粒质量不均匀
1.蒸汽管蒸汽供应不足或压力时有变化
2.原料输送不稳定
3.偏转板刮刀磨损引起喂料不均
1.检查蒸汽管路
2.调喂料速度
3.更换偏转板刮刀
6
制粒机工作中停止
1.V形带力不够,使速度控制仪动作
2.速度控制仪表参数设置不合理
3.V形带部分或全部严重磨损或断裂
4.因过载或杂质卡在压辊和环模之间使主轴转动,行程开关脱落
5.抱箍的压力不够,或闸盘上沾有油脂打滑,使主轴转动,行程开关脱开
6.线路故障
1.重新调节V形带力或检查液压系统压力表上压力值,如果必要,重新设定其压力值(调节时小心)
2.重新设置其参数
3.装上一套新的V形带,不能只更换其中的一部分
4.使主轴和行程开关复位
5.重新设定抱箍油压或清洁闸盘
6.检查线路
7
制粒机常常堵机
1.偏转刮刀磨损物料分配不均
2.压辊磨损
3.一个一上的压辊卡住
4.偏转刮刀装配位置错误
5.饲料含水量过高
1.更换新的偏转刮刀
2.更换新的压辊
3.检查压辊
4.重新装配偏转刮刀
5.降低水分含量
8
主轴头部温升过高
主轴轴承游隙太小
适当放松压紧螺母
9
安全销剪断
制粒室有硬质异物进入
清除异物,更换安全销
10
二电机电流差值过大
1.2电机V形带未紧
2.2电机平衡微调不均匀
3.电流表质量问题
1.紧皮带或更换皮带
2.将电机调平
3.更换或调整电流表
11
制粒机冒烟
1.刮刀磨损,使压辊和转子支承板之间形成一层硬的物料层
2.V形带力不够
3.硬的物料堆积在压辊后支承板之间形成一层硬的物料层
1.装上新刮刀
2.紧V形带
3.清除硬的物料并润滑主轴承直至润滑脂从后支承板的后面冒出为止
12
制粒机每转一圈就听见滴答声
环模有金属杂质
检查环模表面并除去金属杂质
13.
当满负荷或略微超负荷时V形带打滑
1.V形带力不够
2.同组V形带长短不一致
3.V形带沾了油脂
4.V形带位置不对
5.V形带外形不对
1.应按规定上紧V形带
2.更换同种牌号的整组皮带
3.将V形带和皮带轮清洗
4.校正马达和中间皮带轮
5.使用合格的V形带
14
颗粒机产量不足,主马达已满负荷
1.由于蒸汽添加过多(仅指温度、湿度特别敏感的物料)
2.由于环模太厚
3.由于蒸汽质量差,含水量高
4.物料没有充分调质好
5.压辊和环模的间隙过大
6.压辊和环模过度磨损
7.配方不好或粉碎粒度过大
1.应少加一些蒸汽
2.应使用与物料相适应的环模厚度
3.应重新调整供气系统
4.提高蒸汽添加量或延长调质时间
5.重新调整间隙
6.更换压辊和环模
7.调整配方或更换小孔径的筛片
15
环模磨损到一定程度后断裂
1.压膜存在异物
2.使用了过薄的环模
3.环模的固定出了问题
1.应改进物料的清理
2.使用厚一些的有阶梯孔德环模
3.检查环模传动轮缘和紧固螺栓是否锁紧,必要时更换传动轮缘
16
压辊轴承容易损坏
1.物料中存在硬质异物
2.压辊和环模的间隙过大
3.使用了不合适的润滑脂
4.压辊的润滑脂加的过少
5.使用了已坏的轴承端盖和密封圈
6.使用了其他厂家生产的,质量不好的压辊轴承
1.改善物料清理
2.正确调节压辊和环模间隙
3.按规定使用润滑脂
4.按规定加足润滑脂
5.更换轴承端盖和密封圈
6.使用牧羊集团提供的轴承
17
同步带损坏
1.同步带跑偏
2.同步带过紧或过松
3.进入油脂或灰尘
4.使用非指定厂家的同步带
5.同步带正常老化
1.重新调整同步带
2.重新调整同步带
3.清理油脂或灰尘,并进行预防
4.使用牧羊指定厂家的同步带
5.更换新的同步带
冷却器常见故障及排除方法
故障现象
故障原因
排除方法
电机启动不了
1.线路出现故障
2.电机损坏
3.料位器失灵
1.检修线路
2.更换电机
3.更换喂料器
冷却料仓积料不平整
散料器损坏或没有调整好
调整或更换散料器
排料机构运动不灵活,且噪音大
1.轴承损坏
2.滚轮损坏
3.导轨损坏
4.转动点润滑不良
5.排料栅栏与流量调节栅栏相碰撞
1.更换轴承
2.更换滚轮
3.更换导轨
4.润滑各转动点和轴承
5.调整两栅栏之间间隙
冷却效果不理想(温度和水分高)
1.冷却风量不足
2.冷却时间短
3.冷却器与制粒机产量不匹配
4.颗粒进机水分偏高
1.调节风网碟阀,增大风量
2.调整料位器位置
3.更换产能大的冷却器
4.控制制粒水分
破碎机常见故障及排除方法
故障现象
故障原因
排除方法
破碎大小不匀、有未破碎现象
1.轧距过大
2.两轧辊不平行
3.漏料
1.调节轧距
2.调两轧辊的平行度
3.密封漏料处
粉末比例大
1.轧距过小
2.辊齿磨损严重
3.进机颗粒硬度低,粘结性不好
1.调整轧距,调节量轧辊的平行度
2.对轧辊重新拉丝或更换新辊
3.分析颗粒硬度低的原因,增加颗粒硬度
轧辊单边工作
1.进料集中于一处
2.进料过多、过猛
3.轧距不均
1.使进料均匀
2.减少进料量
3.重新调整轧距,使轧距均匀
分级筛常见故障及排除方法
序号
故障现象
故障原因
排除方法
1
破碎料产量严重不足
1.下层筛网规格过大
2.筛面料流不匀
3.制粒其它因素
1.换小规格下筛网
2.使料流均匀
3.提高制粒效果
2
筛分效率低
1.筛面堵塞
2.筛面不水平
3.筛面凹陷
1.换新橡胶球
2.将筛面调水平
3.重新绷紧筛面
3
破碎成品中含粉率高
1.下层筛筛孔过小
2.下层筛面料流不匀
3.下层筛孔堵塞
1.换大点的筛网
2.将筛面调水平
3.绷紧筛网、换橡胶球
4
破碎料中夹带有颗粒料
上层筛框周围缝隙过大或筛网有破损
换筛框或修整,补筛网或换筛网
5
筛体不正常振动
1.偏心轴与平衡块方向未对称
2.筛框周边缝隙过大,晃动+严重
3.筛体横向不水平
4.筛盖未压紧,筛盖周围晃动严重
5.轴承已损坏
1.重新调整安装
2.更换筛框或修补
3.将筛体调水平
4.修整筛盖并压紧
5.更换轴承
6
筛体开裂
1.焊接不牢
2.材质不合格
1.重新外焊
2.加强
7
弹性支承板断裂
1.疲劳破坏
2.材质不合格
1.更换新弹性板
2.在中间夹层薄钢板
脉冲除尘器常见故障及排除方法
故障
现象
故障原因
排除方法
风量
降低
1、布袋积灰过多
2、水被吹入布袋,布袋表面结垢
3、空气压缩机故障
4、压缩空气管道或元件漏气,导致压缩空气压力过低
5、电磁阀故障,电磁阀膜片磨损,不能正常喷吹
6、脉冲间隔过短,导致压缩空气压力过低或脉冲间隔过长,布袋清理不干净
7、漏风
8、风管堵塞,阻力过大
9、关风器或卸料螺旋堵塞
10、布袋下挂钩脱落,过滤面积减小
1、清理布袋
2、清理布袋,排放油水分离器积水
3、检修空气压缩机
4、检修压缩空气管道与元件,维持压缩空气正常压力
5、维修或更换电磁阀,更换电磁阀膜片
6、调整脉冲间隔
7、检查各风管连接处,确封
8、清理各段风管尤其是水平风管,采取措施减少吸风口的粉尘吸入量
9、清理关风器或卸料螺旋
10、挂好下挂钩
排尘浓
度过高
1、布袋破损
2、布袋挂接处连接不紧密,泄漏
1、修补或更换布袋
2、上紧布袋
风机常见故障及排除方法
故障
现象
故障原因
排除方法
振动
较大
1、叶轮不平衡
2、叶轮松动
3、叶轮变形
4、电机与机架连接松动
5、基础不牢固
6、叶轮轴盘孔与轴配合松动
7、进出口管道安装不良,产生共振
1、消除叶轮上的粘附物
2、3、重新对叶轮进行平衡校验
4、5、加固基础,紧固各连接件
6、更换叶轮轴盘或轴
7、重新安装进出管道
轴承温升过高
1、轴承缺油
2、轴承进有脏物
3、轴承损坏
1、添加润滑脂
2、清洗轴承,并加润滑脂
3、更换轴承
风力
不足
1、风量调节门间隙过小
2、叶轮粘附物多,使叶轮流道减小
1、开大调节间隙
2、消除叶轮上的积尘或粘附物
空压机常见故障及排除方法
故障
现象
故障原因
排除方法
拔转卸荷/负荷钮子开关到“负载”位置时,压缩机不加载
1、电器失灵
2、储气罐/油气分离器与卸荷阀间的控制管路上有泄漏
3、卸荷阀维持在关闭位置上
1、检修
2、检查管路及连接处,若有泄漏则需修补
3、从卸荷阀上卸下盖,取出并检查阀,必要时予以更换
工作压力已超过,压缩未卸荷
1、压力调节器定值不适当(切断过迟)
2、与压力调节器相连接的管接头漏气
3、电器失灵
1、检查调整
2、检查并上紧管接头
3、检修
耗油过多,从水气分离器卸放的冷凝液呈乳化状
1、油位过高
2、油气分离滤芯回油管管接头处,限流空阻塞
3、泡沫过多
4、油气分离滤芯失效
1、检查油位,卸除压力后排油至正常液位
2、清洗限流空
3、更换要求牌号的油
4、拆下检查或更换
运行过程中不排放冷凝液
1、排放管堵塞
2、浮球阀失灵
1、检查并疏通
2、拆下该部件检查清洗
停车后空气过滤器中喷油
断油阀堵塞
拆下检查清洗,并更换空气过滤器倒芯
压缩机过热,通过压力式温度计停车
1、压缩机冷却不够
2、油冷却器部外表面堵塞
3、油位过低
4、温度计不在要求测定处
5、冷却水量不足或断水
6、断油阀失灵,阀处于关闭位置
7、油分离器滤芯堵塞
8、油过滤器失效
1、改善机房通风
2、检查,必要时清洗
3、检查,必要时加油,但不得加油过高
4、调整到规定温度,没有制造厂许可不许调高
5、加大冷却水量
6、拆下检修
7、拆下检查
8、更换油过滤器
初清筛常见故障及排除方法
故障现象
故障原因
排除方法
轴承发热
1、缺乏润滑脂
2、油孔堵塞,有脏物
3、轴瓦或滚珠损坏
1、添加润滑脂
2、疏通油路,清洗轴承
3、更换轴承或轴瓦
减速器声音异常
1、有脏物
2、润滑油过少
3、蜗轮、蜗杆磨损严重
1、清除机异物并清洗
2、添加润滑油
3、更换蜗轮、蜗杆
清理效果差
1、筛筒破损
2、供料量过大
3、筛孔选择不当
1、更换筛筒或对其进行修补
2、控制喂料量
3、更换筛孔适当的筛筒
产量显著下降
1、筛孔堵塞
2、喂入量不足
1、清理筛筒
2、增加喂入量
提升机常见故障及排除方法
故障现象
故障原因
排除方法
物料回流
1、后续设备故障,排料不畅
2、畚斗带紧不够,畚斗带拌动
3、卸料挡板破损或与畚斗间距过大
1、停止进料,排除后续设备故障
2、调节紧螺杆或调整畚斗带长度
3、修补更换挡板或调节间距
畚斗碰壁
1、畚斗带紧度不够,畚斗带抖动
2、畚斗松动或变形
3、机筒受压变形
4、畚斗带跑偏
1、调节紧螺杆或调整畚斗带长度
2、紧固畚斗螺栓或修整更换变形畚斗
3、修整更换变形机筒,加固机筒支撑
4、见跑偏排除方法
畚斗带跑偏
1、机筒垂直度超过允许围
2、头轮轴与底轮轴不平行
3、畚斗带接头变形
4、进料偏向一侧
5、头轮橡胶磨损
1、调节机筒垂直度
2、调整至平行
3、重新连结畚斗
4、改变进料形式,在进料口上方加垂直溜管
5、更换头轮
物料堵塞
1、在提升机启动前进料
2、后续设备故障,排料不畅
3、进料流量过大
4、畚斗带过松造成打滑
5、出口被大块物料堵塞
1、严格按规程操作
2、停止进料,排除后续设备故障
3、在进料口增加手动闸口,控制进料流量
4、调节紧螺杆或调整畚斗带长度
5、消除大块物料
螺旋输送机常见故障及排除方法
故障现象
故障原因
排除方法
堵塞
1、螺旋转向不正确
2、后续设备故障,排料不畅
3、螺旋叶片磨损严重,叶片与壳体间隙过大
4、进料流量过大
1、改变电机接线,改变转向
2、停止进料,排除后续设备故障
3、调整间隙,如不能继续调整,则修补或更换螺旋叶片
4、降低进料流量
叶片擦壁
1、叶片与壳体间隙过小
2、螺旋叶片变形
3、外壳变形
4、螺旋轴弯曲
1、调整间隙
2、校正变形叶片
3、校正外壳
4、校正螺旋轴
输送能力变小
1、螺旋叶片变形
2、螺旋叶片磨损
1、校正变形叶片
2、调整叶片与壳体间隙或修补、更换叶片
刮板输送机常见故障及排除方法
故障现象
故障原因
排除方法
堵塞
1、进料流量过大
2、后续设备故障
3、刮板变形、磨损或缺损严重
1、降低进料流量
2、排除后续设备故障
3、校正、更换、补充刮板
噪音异常
1、刮板链条过松或导轨变形,链条与导轨碰撞
2、槽有异物
3、刮板链条滚套磨损严重
4、链条与链齿啮合不正常
1、调整刮板链条松紧度,校正导轨
2、停机排除异物
3、更换磨损严重的滚套
4、见啮合不正常排除方法
刮板链条链齿啮合不正常
1、链条过松
2、链齿磨损严重
3、链条磨损,链节距增大
4、头尾轴不平行
1、调整链条松紧度
2、更换头尾链轮
3、更换磨损严重的链节
4、调整头尾轴平行度
链条断裂
1、负载过大
2、异物卡住链条
3、链条疲劳磨损
4、机槽各节错位较大,连接处卡住链条
1、降低负载,尽量不进行符合启动
2、清除异物,加强进料前的清理
3、更换链条
4、调节各段机槽同心度,保证各段机槽连接处两侧和底部平滑
 升级会员
升级会员 