特种陶瓷原料到设备的选用.docx
《特种陶瓷原料到设备的选用.docx》由会员分享,可在线阅读,更多相关《特种陶瓷原料到设备的选用.docx(12页珍藏版)》请在冰豆网上搜索。
特种陶瓷原料到设备的选用
特陶原料及设备的选用
1、主要设备一览表
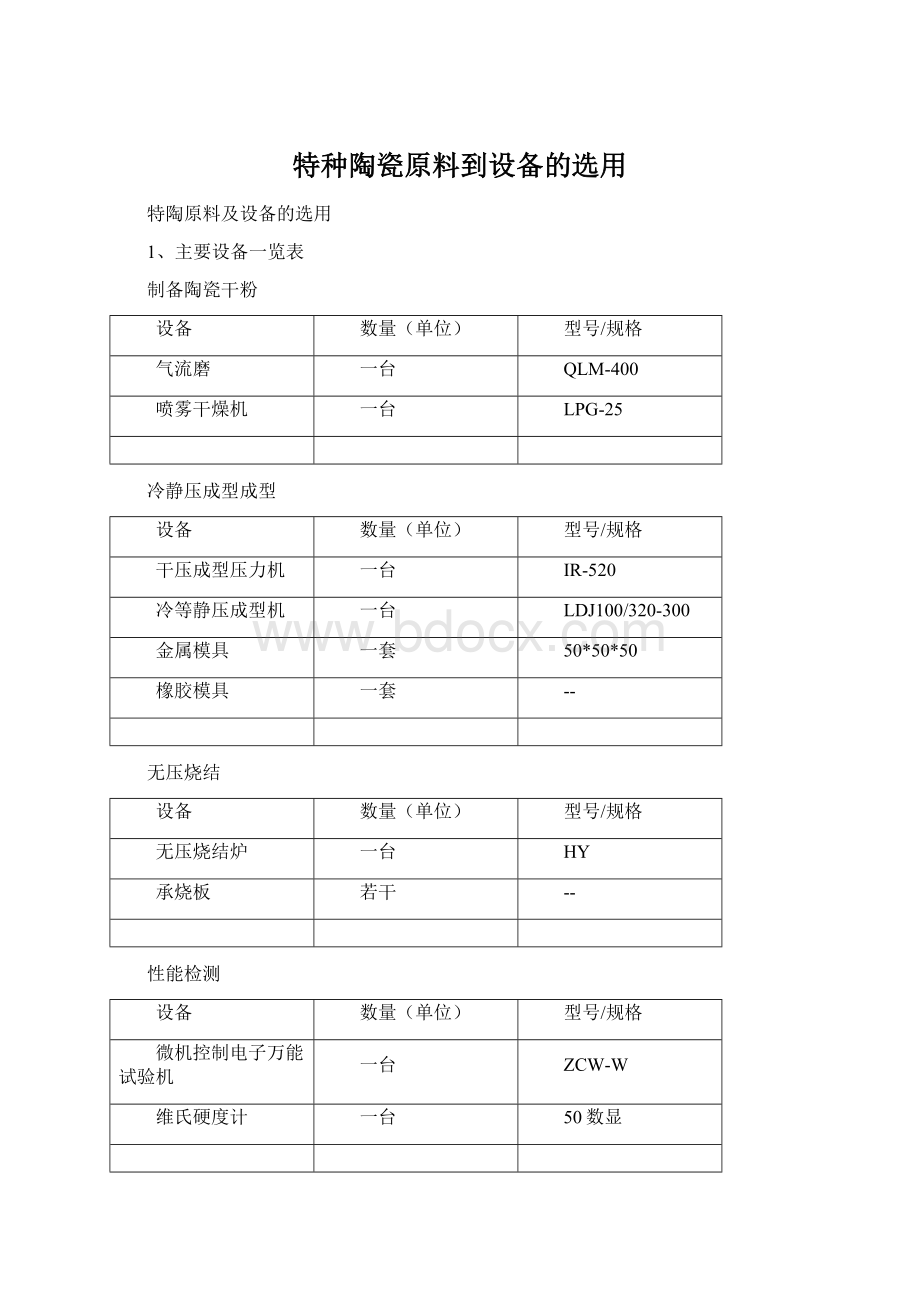
制备陶瓷干粉
设备
数量(单位)
型号/规格
气流磨
一台
QLM-400
喷雾干燥机
一台
LPG-25
冷静压成型成型
设备
数量(单位)
型号/规格
干压成型压力机
一台
IR-520
冷等静压成型机
一台
LDJ100/320-300
金属模具
一套
50*50*50
橡胶模具
一套
--
无压烧结
设备
数量(单位)
型号/规格
无压烧结炉
一台
HY
承烧板
若干
--
性能检测
设备
数量(单位)
型号/规格
微机控制电子万能试验机
一台
ZCW-W
维氏硬度计
一台
50数显
2、设备的主要技术参数及说明
2.1气流磨(QLM-400)
2.1.1结构组成
表2-2-1
加料系统
密封料斗加料,料罐接口,料斗容积60升,手动阀充氮保护。
V5密封振动给料器振动加料。
DN双蝶阀间断加料,气动控制。
入口采用活动机械构件,可拆卸。
用喉箍安装透明钢丝软管与磨体相连。
研磨机
碳钢结构磨室,直径400mm,上下两层设计。
五喷嘴设计,环形管道供气。
锰钢分级轮,密封环可更换。
大分级轮设计,直径180mm利于改善粒度分布。
分级轮水平安装在磨室上方,由4.0kw电机驱动,富士变频器控制转速,转速在500-5000转之间自由可调,脉冲转速传感器测速。
三只测重传感器平置于磨机底部,相对测量物料净重,范围0-200kg。
出料口安装透明钢丝管便于测重及观察出料,出料口可拆卸。
分离系统
特殊离心分离设计、带支撑框架,分离效率>99%。
DN150双蝶阀密封设计,交替启动出料。
配备自动敲击锤一套。
过滤器
带离心设计的氮气过滤器,内置1.5m长1μm精度高分子过滤元件144根,保证通气量大于20m3/min。
随机带一套自动反吹清洗装置,四只电磁阀交替启动清洗不同区域,可实现自动、手动两种操作方式。
配置排氧安全阀一套,双气动蝶阀密封设计,交替启动排粉。
配气盘
配气盘上安装整个系统气路分配元件,装有φ65三通阀。
精密组合电磁阀,各种管路电磁阀、减压阀。
安装系统氧含量自动控制及着火应急保护系统等。
控制柜
触摸屏,欧姆龙可编程序控制器,富士交流变频器,转速显示表,测重显示仪,氧含量分析仪,加料控制器,整套设备按钮、各种压力表、报警器、开关及急停等。
2.1.2技术参数
表2-2-3
型号
QLM-400
产量
80-120kg/h
粉末粒度
3-5um之间连续可调
耗气量
小于10m3/h
系统内部氧含量
小于100ppm
粉末收率
大于99%
耗电量
136kw
压缩机参数
排气量40m3/min压力0.7mpa
加料粒度
小于0.05mm
2.1.3特点
气流磨是通过无外部热能供给的高能球磨过程制备纳米粉体,该系统可靠性高、操作方便、一次出品率高[3,5],产量指标已经达到国际标准及日本标准,产品可以替代国外产品,得到业内人士的肯定。
还解决了传统的球磨机效率低,粉磨后粉体粒径分布范围宽的缺点。
2.2干压成型机(IR-520)
2.2.1技术参数
表2-2-1
序号
单位
参数
1
工作压力
t
30
2
上冲最大行程
mm
110
3
装料高度
mm
80
4
下模最大直径
mm
115
5
最大压片直径
mm
65
6
产量
---
20-35
7
产品误差
mm
±0.02
8
电机功率
kw
4
9
外观尺寸
mm
2100×1050×1000
2.2.2结构组成
干压成型机手轮,动压轮,定压轮,摆线针轮,减速机,电动机等。
适用于压制陶瓷、磁性材料等材料。
该机自动化程度高,具有在安全生产提高生产率的同时节省材料,省工、省时、一机多用的特点,是干压陶瓷、磁性材料成型机械首选。
该机精度高,压片稳定,性能好,成品率高。
精锐机械厂生产的全自动陶瓷成形机采用PLC控制,各动作的时间通过文本输入,并且全部可调。
可以自动脱模,自动清洁浇口,无需人工清理。
标准化模架设计,自动对模,使装换模具时间更短。
2.2.3特点
干压成型机具有设计先进、结构合理、安装调试容易、操作方便、工作范围大、调节性能好、生产周期短、成本低、生产效率高、易于自动化,废品率低等优点,可满足粉末成型时的不同要求。
2.3冷等静压机(LDJ100/320-300I)
2.3.1技术参数
表2-3-1
参数
单位
数值
参数
单位
数值
工作腔内径
mm
500
工作电压
V
220
工作腔深度
mm
600
冷却水压
Mpa
---
工作腔压力
Mpa
300
升压时间
min
<3
液压压力
Mpa
22
有效尺寸
mm
Φ100×320
整机功率
KW
25
整机重量
T
28
2.3.2结构组成
冷等静压机主要由弹性模具、缸体(高压容器)、框架、液压系统等组成。
(1)弹性模具。
用橡胶或树脂材料制成。
物料颗粒大小和形状对模具寿命有较大影响。
模具设计是等静压成型的关键,因为坯体尺寸的精度和致密均匀性与模具关系密切。
将物料装入模具中时,其棱角处不易为物料所充填,可以采用振动装料,或者边振动,边抽真空,效果更好。
(2)缸体。
能承受高压的容器。
一般有两种结构形式:
一种是由两层简体热装而成,内筒处于受压状态,外筒处于受拉状态,这种结构形式只适用于中小型等静压成型设备;另一种是采用钢丝预应力缠绕结构,用机械性能良好的高强度合金钢作为芯简体,然后用高强度钢丝按预应力要求,缠绕在芯筒外面,形成一定厚度的钢丝层,使芯筒承受很大的压应力。
即使在工作条件下,也不承受拉应力或很小的拉应力,这种容器具有很高的抗疲劳寿命,可以制造直径较大的容器。
容器的上塞和下塞都是活动的,加压时,上下塞将力传递到机架上。
(3)框架。
有两种结构形式:
一种为叠板式结构,采用中强度钢板叠合而成;另一种为缠绕式框架结构,由两个半圆形梁及两根立柱拼合后用高强度钢丝预应力缠绕而成。
这种结构受力合理,抗疲劳强度高,工作安全可靠。
(4)液压系统。
由低压泵、高压泵和增压器以及各式阀等组成。
开始由流量较大的低压泵供油,达到一定压力后,再由高压泵供油,如压力再高,则由增压器提高油的压力。
工作介质可以是水或油。
2.3.3特点
冷等静压技术在250Mpa下成型得到的样品,具有致密度高、密度分布均匀,各向同性好等特点[8]。
冷等静压成型适于制备成型形状简单、尺寸大、细长比大、产量小的制品,可广泛应用于各类硬质合金、耐火材料、磁性材料、陶瓷、石墨、有色金属及高比重合金的粉末制品。
2.4无压烧结炉(HY)
2.4.1技术参数
表2-4-1
最高使用温度
1200℃、1600℃、2000℃、2400℃
高温区容积
0.01m3、0.02m3、0.03m3、0.05m3、0.1m3、0.15m3、0.2m3
炉内工作气氛
氮气或氩气
温度均匀度
≤±10℃
温度测量
热电偶测量或远红外线光学测温,
测温范围800~2400℃或0~2400℃
测温精度
0.2~0.75%
温度控制
程序控制和手动控制
控温精度
±1℃
极限升温速度
200℃/分钟(空炉,视高温区容积和炉膛结构而定)
2.4.2结构组成
炉壳炉壳由炉体和炉门构成,为双层冷却水套式结构。
①设备炉壳是按最大承受压力范围为-0.1~0.05MPa设计。
②炉壳为卧式,侧开平移门,炉壳上有真空系统接口,测温接口,水冷电极接口、充放气接口及视孔接口等,均按高真空静密封标准设计[4];
加热室由不锈钢外壳和保温材料及加热体组成,加热室内侧开门与炉门连为一体,加热器通过水冷电极与外界电源连接。
加热室中加热元件沿圆周均匀排布,以确保均温区的均温性。
加热元件连接方式、支撑方式及加热室的保温方式,依使用温度及气氛的不同而特殊设计。
大型热压炉的加热室,可设计成可移出炉外,故加热室大多设计成整体式结构。
测温系统充气系统真空系统压机系统电控系统气控系统水冷系统[10,11]。
2.4.3特点
无压烧结炉具有加热速度快、生产效率高、氧化脱炭少、节省材料与锻模成本,工作环境优越、提高工人劳动环境和公司形象、无污染、低耗能,加热均匀,芯表温差极小,温控精度高的优点[1]。
还可以制备形状复杂的零件和大尺寸的碳化硅陶瓷部件,而且相对容易实现工业化,因此,被认为是碳化硅陶瓷复合材料最有前途的烧结方法,与反应烧结方法相比无压烧结碳化硅的纯度较高,SiC的质量分数>97%,耐腐蚀性大大优于反应烧结碳化硅,产品更具有市场竞争力。
2.5微机控制电子万能试验机
2.5.1特点
对sic烧结块进行拉伸、压缩、弯曲、撕裂、90°剥离、剪切、粘合力、拔出力、延伸伸长率等检测。
2.5.2技术参数
表2-5-1
2.6维氏硬度计
2.6.1技术参数
测量范围
5-2900HV
试验力
9.807、49.03、98.07、196.1、294.2、490.3牛顿(1、5、10、20、30、50公斤力)
试件允许最大高度
180毫米
压头中心至机壁距离
125毫米
光学测微计放大倍数
50倍
最小检测单位
0.5微米
电 源
交流220伏,50/60赫兹
外形尺寸
580x260x730毫米
重 量
约90千克
2.6.2特点
无摩擦主轴,试验力精度高;数字式压痕自动测量系统;试验过程自动化,无人为操作误差;大型LCD液晶显示屏,菜单操作,功能齐全(数据处理、硬度转换等);自动数字显示,无人为读数误差;随机打印机打印硬度测试结果;精度符合GB/T4340.2ISO6507-2和美国ASTME92。
2.7喷雾干燥塔
2.7.1喷雾干燥塔的结构组成如图2-1所示。
图2-1
1.过滤器 2.送风机 3.加热器(电、蒸汽、燃油、煤)4.料糟 5.供料泵 6.雾化器 7.干燥塔8.一级收尘器(旋风分离器) 9.二级收尘器(旋风分离器,袋滤器)10.引风机 11.湿式除尘器(水沫除尘器)
2.7.2干燥塔工作原理
空气通过加热器转化为热空气,进入装置在干燥室顶部的热风分配器,然后均匀的进入干燥室,并呈螺旋状转动,同时将料液送至装置在干燥室顶部的离心雾化器,使料液雾化成极小的雾化液滴,料液和热空气并流接触,水份迅速蒸发,在极短的时间内干燥为成品。
成品经干燥塔底部和旋风分离器排出,废气由风机抽出排空。
3、物料的选择
3.1SiC粉末的合成
SiC在地球上几乎不存在,仅在陨石中有所发现,因此,工业上应用的SiC粉末都为人工合成。
目前,合成SiC粉末的主要方法有:
3.1.1Acheson法:
这是工业上采用最多的合成方法,即用电将石英砂和焦炭的混合物加热至2500℃左右高温反应制得。
因石英砂和焦炭中通常含有Al和Fe等杂质,在制成的SiC中都固溶有少量杂质。
其中,杂质少的呈绿色,杂质多的呈黑色。
3.1.2化合法:
在一定的温度下,使高纯的硅与碳黑直接发生反应。
由此可合成高纯度的β-SiC粉末。
3.1.3热分解法:
使聚碳硅烷或三氯甲基硅等有机硅聚合物在1200~1500℃的温度范围内发生分解反应,由此制得亚微米级的β-SiC粉末。
3.1.4气相反相法:
使SiCl4和SiH4等含硅的气体以及CH4、C3H8、C7H8和(Cl4等含碳的气体或使CH3SiCl3、(CH3)2SiCl2和Si(CH3)4等同时含有硅和碳的气体在高温下发生反应,由此制备纳米级的β-SiC超细粉。
3.2主要原料
本工艺直接采用β-SiC粉,并通过气流磨提高其比表面积和降低含氧量。
3.3其他原料
同时添加B和C时,以实现SiC陶瓷的高密度化。
B的添加量在0.5%左右,C的添加量取决于SiC原料中氧含量高低,通常C的添加量与SiC粉料中的氧含量成正比[12]。
粘结剂:
环氧树脂。
辅助剂:
主要包括各类烧结助剂以及制备工艺当中的分散剂等,有碳化硼、石油焦、炭黑、聚乙二醇、无水乙醇、三聚磷酸钠等[13]。
第三章
工艺流程:
粗粉(原料)—细磨—酸洗(除杂)—干燥—输送—成型—烧结—包装
第四章
性能测试
体积密度、吸水率和气孔率的测定(文献:
刘明刚,碳化硅陶瓷的无压烧结及性能研究,2009.05)
用液体浸泡试样,然后再用沸水煮3h,尽量使试样达到饱和。
用液体静力天平和电子天平称干试样质量(m1)、饱和试样表观质量(m2)、饱和试样空气中质量(m3)和浸渍液体的密度(Dl)。
体积密度按下式计算:
[()]100%132D=m×Dm−m×bl(3.1)
吸水率按下式计算:
[()]100%311W=m−mm×a(3.2)
气孔率按下式计算:
[()()]100%3132P=m−mm−m×a(3.3)
式中:
m1—干试样质量;
m2—饱和试样表观质量;
m3—饱和试样空气中质量;
Dl—实验温度下,浸渍液体密度,单位:
g/cm3(本实验选用液体为蒸馏水,密度为1g/cm3)。
3.2抗压强度的测定抗压强度指外力只是压力时材料的强度极限,特种陶瓷的抗压强度是指在无侧束状态下所能承受的最大压力,换言之,它指把特种陶瓷加压至破裂所需要的应力。
试样实验时受压方向应为制品成型时加压方向,加载速率为90MPa/min。
抗压强度的计算公式:
RC=P/A(3.4)
(3.5)
式中:
A—试样受压面积(cm2);
d1、d2—试样上、下受压面的直径(cm);
P—试样破坏时的压力(kg);
Rc—试样的抗压强度(kg/cm2)。
其中:
1MPa=1N/mm2。
第六章参考文献
[1]陈宇红;韩凤兰;吴澜尔,碳化硅陶瓷的无压烧结技术,宁夏工程技术,2002,1
(1)
[12]Prochakza5.Sinteringofsilieonearbide[A〕.BurkeJJ.Por-eeedinofthecoerreneeoncearmiesofhighapplieations[C],Hyans:
MA1975:
239.
[13]刘明刚.碳化硅陶瓷的无压烧结及性能研究[D].西安科技大学.2009年
[2]赵霞;唐竹兴,碳化硅陶瓷材料的成型工艺进展,现代技术陶瓷,2010年第4期
[3]徐森,气流粉碎制备碳化硅微粉初探,中国粉体技术,2002,8(6)
[4]李文新;李文辉,常压烧结碳化硅陶瓷的力学性能与质量密度,哈尔滨理工大学学报,2002,7
(2)
[5]宋祖伟;戴长虹;翁长根,碳化硅陶瓷粉体的制备技术,青岛化工学院学报,2001,22
(2)
[6]鲁燕萍,陶瓷冷等静压成型技术,北京真空电子技术研究所,2011年04期
[7]刘景林,在生产结构陶瓷工艺中冷态等静压成型方法的特点,耐火与石灰,2007年03期
[8]贺峻;康永林;任学平,数值模拟在陶瓷粉末材料冷等静压过程中的应用,材料科学与工艺,2002年01期
[9]陆有军;吴澜尔;陈宇红,干压结合冷等静压成形对陶瓷力学性能的影响,佛山陶瓷,2007年11期
[10]陈宇红;孙文周;韩非;耿桂宏,无压烧结SiC凝胶注模成型工艺研究,陶瓷学报,2010年04期
[11]刘维良;于国强;李友宝,无压烧结制备SiC密封件的工艺与性能研究,中国陶瓷工业,2011年02期
 升级会员
升级会员 