华中数控车床指令.docx
《华中数控车床指令.docx》由会员分享,可在线阅读,更多相关《华中数控车床指令.docx(9页珍藏版)》请在冰豆网上搜索。
华中数控车床指令
华中数控车床指令
代码组及其含义
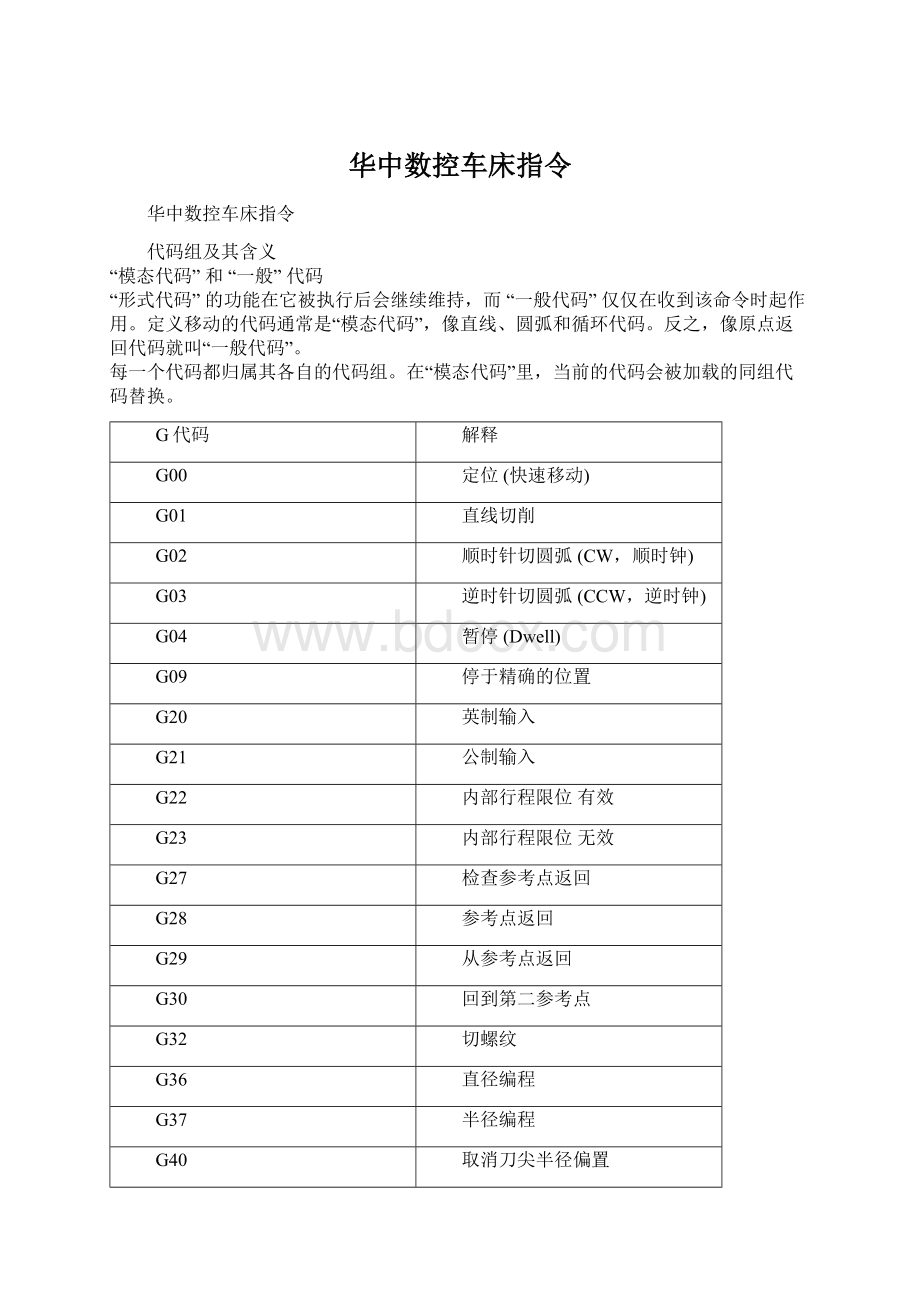
“模态代码”和“一般”代码
“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码
解释
G00
定位(快速移动)
G01
直线切削
G02
顺时针切圆弧(CW,顺时钟)
G03
逆时针切圆弧(CCW,逆时钟)
G04
暂停(Dwell)
G09
停于精确的位置
G20
英制输入
G21
公制输入
G22
内部行程限位有效
G23
内部行程限位无效
G27
检查参考点返回
G28
参考点返回
G29
从参考点返回
G30
回到第二参考点
G32
切螺纹
G36
直径编程
G37
半径编程
G40
取消刀尖半径偏置
G41
刀尖半径偏置(左侧)
G42
刀尖半径偏置(右侧)
G53
直接机床坐标系编程
G54—G59
坐标系选择
G71
内外径粗切循环
G72
台阶粗切循环
G73
闭环车削复合循环
G76
切螺纹循环
G80
内外径切削循环
G81
端面车削固定循环
G82
螺纹切削固定循环
G90
绝对值编程
G91
增量值编程
G92
工件坐标系设定
G96
恒线速度控制
G97
恒线速度控制取消
G94
每分钟进给率
G95
每转进给率
直线倒角G01,指令刀具从A点到B点,然后到C点
X、Z:
为绝对编程时,未倒角前两相邻轨迹程序段的交点G的坐标值;
U、W:
为增量编程时,G点相对于起始直线轨迹的始点A点的移动距离。
C:
是相邻两直线的交点G,相对于倒角始点B的距离。
倒圆角
1.格式:
G01X(U)____Z(W)____R____;
2.说明:
直线倒角G01,指令刀具从A点到B点,然后到C点
X、Z:
为绝对编程时,未倒角前两相邻轨迹程序段的交点G的坐标值;
U、W:
为增量编程时,G点相对于起始直线轨迹的始点A点的移动距离。
R:
是倒角圆弧的半径值。
G02/G03(圆弧插补)
1.格式:
F_R_I_K_X_Z_
2,:
说明X、Z:
为绝对编程时,圆弧终点在工件坐标系中的坐标;
U、W:
为增量编程时,圆弧终点相对于圆弧起点的位移量;
I、K:
圆心相对于圆弧起点的增加量(等于圆心的坐标减去圆弧起点的坐标,如图3.3.9所示),在绝对、增量编程时都是以增量方式指定,在直径、半径编程时I都是半径值
R:
圆弧半径,
F:
被编程的两个轴的合成进给速度;
注意:
(1)顺时针或逆时针是从垂直于圆弧所在平面的坐标轴的正方向看到的回转方向;
(2)同时编入R与I、K时,R有效。
G32螺纹加工
1.格式:
G32X(U)__Z(W)__R__E__P__F__
2.说明:
X、Z:
为绝对编程时,有效螺纹终点在工件坐标系中的坐标;
U、W:
为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;
F:
螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;
R、E:
螺纹切削的退尾量,R表示Z向退尾量;E为X向退尾量,R、E在绝对或增量编程时都是以增量方式指定,其为正表示沿Z、X正向回退,为负表示沿Z、X负向回退。
使用R、E可免去退刀槽。
R、E可以省略,表示不用回退功能;根据螺纹标准R一般取0.75~1.75倍的螺距,E取螺纹的牙型高。
P:
主轴基准脉冲处距离螺纹切削起始点的主轴转角。
注:
1.从螺纹粗加工到精加工,主轴的转速必须保持一常数;
2.在没有停止主轴的情况下,停止螺纹的切削将非常危险;因此螺纹切削时进给保持功能无效,如果按下进给保持按键,刀具在加工完螺纹后停止运动;
3.在螺纹加工中不使用恒定线速度控制功能;
4.在螺纹加工轨迹中应设置足够的升速进刀段δ和降速退刀段δ′,以消除伺服滞后造成的螺距误差;
2.G80内外径切削循环指令
1.格式:
G80X__Z__F__;
2.说明:
X、Z:
绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U、W表示,其符号由轨迹1和2的方向确定。
园锥面内(外)径切削循环
1.格式:
G80X__Z__I___F__;
2.说明:
X、Z:
绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U、W表示。
I:
为切削起点B与切削终点C的半径差。
其符号为差的符号(无论是绝对值编程还是增量值编程)。
G81断面切削循环指令端平面切削循环
1.格式:
G81X__Z__F__;
2.说明:
X、Z:
绝对值编程时,为切削终点C在工件坐标系下的坐标;
增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U、W表示,其符号由轨迹1和2的方向确定。
园锥端面切削循环
1.格式:
G81X__Z__K__F__;
2.说明:
X、Z:
绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U、W表示。
K:
为切削起点B相对于切削终点C的Z向有向距离。
G82螺纹切削循环指令9
直螺纹切削循环
1.格式:
G82X(U)__Z(W)__R__E__C__P__F__;
2.说明:
X、Z:
绝对值编程时,为螺纹终点C在工件坐标系下的坐标;增量值编程时,为螺纹终点C相对于循环起点A的有向距离,图形中用U、W表示,其符号由轨迹1和2的方向确定;
R,E:
螺纹切削的退尾量,R、E均为向量,R为Z向回退量;E为X向回退量,R、E可以省略,表示不用回退功能;
C:
螺纹头数,为0或1时切削单头螺纹;
P:
单头螺纹切削时,为主轴基准脉冲处距离切削起始点的主轴转角(缺省值为0);多头螺纹切削时,为相邻螺纹头的切削起始点之间对应的主轴转角。
F:
螺纹导程;
注意:
螺纹切削循环同G32螺纹切削一样,在进给保持状态下,该循环在完成全部动作之后才停止运动。
锥螺纹切削循环
1.格式:
G82X__Z__I__R__E__C__P__F__;
2.说明:
X、Z:
绝对值编程时,为螺纹终点C在工件坐标系下的坐标;增量值编程时,为螺纹终点C相对于循环起点A的有向距离,图形中用U、W表示。
I:
为螺纹起点B与螺纹终点C的半径差。
其符号为差的符号(无论是绝对值编程还是增量值编程);
R,E:
螺纹切削的退尾量,R、E均为向量,R为Z向回退量;E为X向回退量,R、E可以省略,表示不用回退功能;
C:
螺纹头数,为0或1时切削单头螺纹;
P:
单头螺纹切削时,为主轴基准脉冲处距离切削起始点的主轴转角(缺省值为0);多头螺纹切削时,为相邻螺纹头的切削起始点之间对应的主轴转角。
F:
螺纹导程;
G71内外径粗车复合指令
无凹槽加工时
1.格式:
G71U(Δd)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t);
2.说明:
d:
切削深度(每次切削量),指定时不加符号,方向由矢量AA′决定;
r:
每次退刀量;
ns:
精加工路径第一程序段(即图中的AA')的顺序号;
nf:
精加工路径最后程序段(即图中的B'B)的顺序号;
△x:
X方向精加工余量;
△z:
Z方向精加工余量;
f,s,t:
粗加工时G71中编程的F、S、T有效,而精加工时处于ns到nf程序段之间的F、S、T有效。
有凹槽加工时
1.格式:
G71U(Δd)R(r)P(ns)Q(nf)E(e)F(f)S(s)T(t);
2.说明:
Δd:
切削深度(每次切削量),指定时不加符号,方向由矢量AA′决定;
r:
每次退刀量;
ns:
精加工路径第一程序段(即图中的AA')的顺序号;
nf:
精加工路径最后程序段(即图中的B'B)的顺序号;
e:
精加工余量,其为X方向的等高距离;外径切削时为正,内径切削时为负
f,s,t:
粗加工时G71中编程的F、S、T有效,而精加工时处于ns到nf程序段之间的F、S、T有效。
注意:
(1)G71指令必须带有P,Q地址ns、nf,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。
(2)ns的程序段必须为G00/G01指令,即从A到A'的动作必须是直线或点定位运动。
(3)在顺序号为ns到顺序号为nf的程序段中,不应包含子程序。
G72端面粗车合指令
1.格式:
G72W(Δd)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t);
2.说明:
△d:
切削深度(每次切削量),指定时不加符号,方向由矢量AA′决定;
r:
每次退刀量;
ns:
精加工路径第一程序段的顺序号;
nf:
精加工路径最后程序段的顺序号;
△x:
X方向精加工余量;
△z:
Z方向精加工余量;
f、s、t:
粗加工时G71中编程的F、S、T有效,而精加工处于ns到nf程序段之间的F、S、T有效。
注意:
(1)G72指令必须带有P,Q地址,否则不能进行该循环加工。
(2)在ns的程序段中应包含G00/G01指令,进行由A到A'的动作,且该程序段中不应编有X向移动指令。
(3)在顺序号为ns到顺序号为nf的程序段中,可以有G02/G03指令,但不应包含子程序。
G73闭环车削复合循环指令、
1.格式:
G73U(ΔI)W(ΔK)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t)
2.说明:
ΔI:
X轴方向的粗加工总余量;
Δk:
Z轴方向的粗加工总余量;
r:
粗切削次数;
ns:
精加工路径第一程序段的顺序号;
nf:
精加工路径最后程序段的顺序号;
Δx:
X方向精加工余量;
Δz:
Z方向精加工余量;
f,s,t:
粗加工时G71中编程的F、S、T有效,而精加工时处于ns到nf程序段之间的F、S、T有效。
注意:
ΔI和ΔK表示粗加工时总的切削量,粗加工次数为r,则每次X,Z方向的切削量为ΔI/r,ΔK/r;
按G73段中的P和Q指令值实现循环加工,要注意△x和△z,△I和△K的正负号。
G76螺纹切削复合循环指令
1.格式:
G76C(c)R(r)E(e)A(a)X(x)Z(z)I(i)K(k)U(d)V(Δdmin)Q(Δd)P(p)F(L);
2.说明:
c:
精整次数(1~99),为模态值;
r:
螺纹Z向退尾长度(00~99),为模态值;
e:
螺纹X向退尾长度(00~99),为模态值;
a:
刀尖角度(二位数字),为模态值;
在80°、60°、55°、30°、29°和0°六个角度中选一个;
x、z:
绝对值编程时,为有效螺纹终点C的坐标;增量值编程时,为有效螺纹终点C相对于循环起点A的有向距离;(用G91指令定义为增量编程,使用后用G90定义为绝对编程。
)
i:
螺纹两端的半径差;
如i=0,为直螺纹(圆柱螺纹)切削方式;
k:
螺纹高度;
该值由x轴方向上的半径值指定;
Δdmin:
最小切削深度(半径值);
当第n次切削深度(Δdn?
Δdn?
1),小于Δdmin时,则切削深度设定为Δdmin;
d:
精加工余量(半径值);
Δd:
第一次切削深度(半径值);
p:
主轴基准脉冲处距离切削起始点的主轴转角;
L:
螺纹导程(同G32);
G40、G41、G42刀尖圆弧半径补偿
1.格式:
{G40/G41/G42}{G00/G01}X_Z_
2.说明:
数控程序一般是针对刀具上的某一点即刀位点,按工件轮廓尺寸编制的。
车刀的刀位点一般为理想状态下的假想刀尖A点或刀尖圆弧圆心O点。
但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一理想点,而是一段圆弧。
当切削加工时刀具切削点在刀尖圆弧上变动;造成实际切削点与刀位点之间的位置有偏差,故造成过切或少切。
这种由于刀尖不是一理想点而是一段圆弧,造成的加工误差,可用刀尖园弧半径补偿功能来消除。
刀尖园弧半径补偿是通过G41、G42、G40代码及T代码指定的刀尖园弧半径补偿号,加入或取消半径补偿。
G40:
取消刀尖半径补偿
X,Z:
G00/G01的参数,即建立刀补或取消刀补的终点;
注意:
G40、G41、G42都是模态代码,可相互注销。
(1)G41/G42不带参数,其补偿号(代表所用刀具对应的刀尖半径补偿值)由T代码指定。
其刀尖圆弧补偿号与刀具偏置补偿号对应。
(2)刀尖半径补偿的建立与取消只能用G00或G01指令,不得是G02或G03。
刀尖圆弧半径补偿寄存器中,定义了车刀圆弧半径及刀尖的方向号。
车刀刀尖的方向号定义了刀具刀位点与刀尖圆弧中心的位置关系,其从0~9有十个方向
G90绝对值变成G91相对值编程
1.格式:
G90G91
2.说明:
G90:
绝对值编程,每个编程坐标轴上的编程值是相对于程序原点的。
G91:
相对值编程,每个编程坐标轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离。
绝对编程时,用G90指令后面的X、Z表示X轴、Z轴的坐标值;
增量编程时,用U、W或G91指令后面的X、Z表示X轴、Z轴的增量值;
其中表示增量的字符U、W不能用于循环指令G80、G81、
G82、G71、G72、G73、G76程序段中,但可用于定义精加工轮廓的程序中
G90、G91为模态功能,可相互注销,G90为缺省值。
G94、G95进给速度的设定
1.格式:
G94[F_];G95[F_];
2.说明:
G94:
每分钟进给;
G95:
每转进给。
G94为每分钟进给。
对于线性轴,F的单位依G20/G21的设定而为mm/min或in/min;对于旋转轴,F的单位为度/min。
G95为每转进给,即主轴转一周时刀具的进给量。
F的单位依G20/G21的设定而为mm/r或in/r。
这个功能只在主轴装有编码器时才能使用。
G94、G95为模态功能,可相互注销,G94为缺省值。
M98子程序编程指令M99子程序返回格式
1.调用格式:
M98P***L-
2.子程序格式:
%***
。
。
。
。
。
M99
P为被调用子程序的程序号
L是重复调用的次数
 升级会员
升级会员 