光滑极限量规教程.docx
《光滑极限量规教程.docx》由会员分享,可在线阅读,更多相关《光滑极限量规教程.docx(9页珍藏版)》请在冰豆网上搜索。
光滑极限量规教程
光滑极限量规教程
第6章光滑极限量规
6.1概述
检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有
具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,
它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用
方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限
量规的标准是GB/T1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
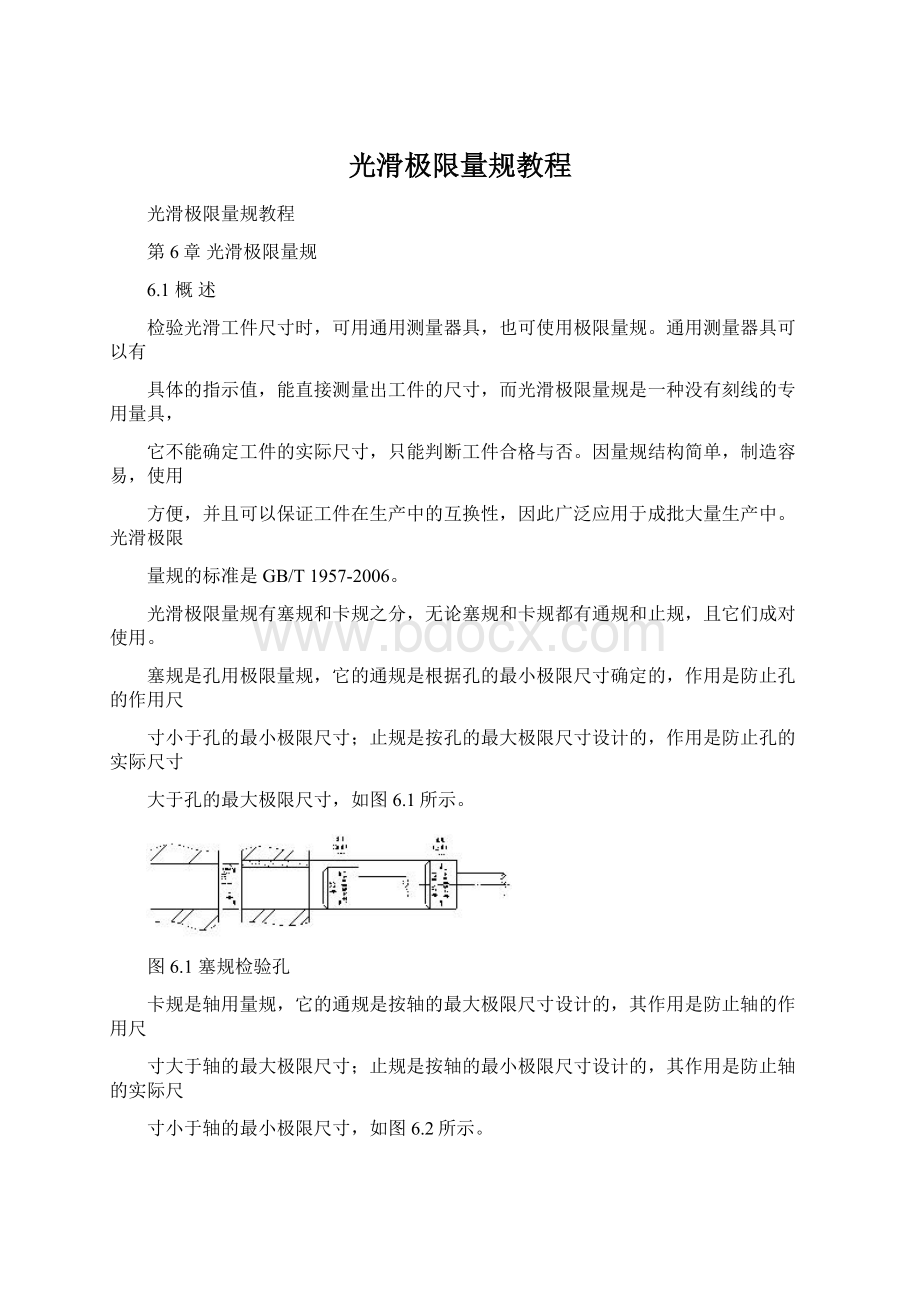
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺
寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸
大于孔的最大极限尺寸,如图6.1所示。
图6.1塞规检验孔
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺
寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺
寸小于轴的最小极限尺寸,如图6.2所示。
图6.2环规检验轴
量规按用途可分为以下三类:
1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别
用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在
使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)
单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边
界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极
限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:
孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小
于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
即对于孔,其实际尺寸不大于最大
极限尺寸;对于轴,其实际尺寸不小于最小极限尺寸。
显而易见,作用尺寸由最大实体尺寸控制,而实际尺寸由最小实体尺寸控制,光滑极
限量规的设计应遵循这一原则。
6.2.2量规公差带设计
1.工作量规
1)量规制造公差
量规的制造精度比工件高得多,但量规
在制造过程中,不可避免会产生误差,因而
对量规规定了制造公差。
通规在检验零件
时,要经常通过被检验零件,其工作表面会
逐渐磨损以至报废。
为了使通规有一个合理
的使用寿命,还必须留有适当的磨损量。
因
此通规公差由制造公差(T)和磨损公差两
部分组成。
止规由于不经常通过零件,磨损极少,
所以只规定了制造公差。
量规设计时,以被检验零件的极限尺寸
作为量规的基本尺寸。
图6.3光滑极限量规公差带图图6.3所示为光滑极限量规公差带图。
标准规定量规的公差带不得超越工件的公差带。
通规尺寸公差带的中心到工件最大实体尺寸之间的距离Z(称为公差带位置要素)体
现了通规的平均使用寿命。
通规在使用过程中会逐渐磨损,所以在设计时应留出适当的磨
损储量,其允许磨损量以工件的最大实体尺寸为极限;止规的制造公差带是从工件的最小
实体尺寸算起,分布在尺寸公差带之内。
制造公差T和通规公差带位置要素Z是综合考虑了量规的制造工艺水平和一定的使用
寿命,按工件的基本尺寸、公差等级给出的。
由图6.3可知,量规公差T和位置要素Z的
数值大,对工件的加工不利;T值越小则量规制造困难,Z值越小则量规使用寿命短。
因
此根据我国目前量规制造的工艺水平,合理规定了量规公差,具体数值见表6-1。
国家标准规定的工作量规的形状和位置误差,应在工作量规制造公差范围内,其形位
公差为量规尺寸公差的50%,考虑到制造和测量的困难,当量规制造公差?
0.002mm时,其形状位置公差为0.001mm。
表6-1IT6-IT16级工作量规制造公差和位置要素值(摘录)(μm)
IT6IT7IT8IT9IT10工件基本尺寸D
/mmIT6TZIT7TZIT8TZIT9TZIT10TZ
至3611101.21.6141.622523402.44大于3至681.21.4121.421822.6602.444835大于6至1091.41.6151.82.4222.43.2362.85583.66大于10至18111.621822.8272.84433.467048大于18至301322.422.43.4333.4552478459大于30至50162.42.8253439466258100611大于50至80192.83.4603.64.6464.677469120713大于80至120223.23.8354.25.4545.4887710140815大于120至180253.84.4404.866369100812160918大于180至250294.45465.47727101159141851020大于250至315324.85.652688181113010163201222大于315至400365.46.257798991214011182301425大于400至50040676381097101415512202501628
2)量规极限偏差的计算量规极限偏差的计算步骤如下:
(1)确定工件的基本尺寸及极限偏差;
(2)根据工件的基本尺寸及极限偏差确定工作量规制造公差T和位置要素值Z;
(3)计算工作量规的极限偏差,如表6-2
表6-2工作量规极限偏差的计算
检验孔的量规检验轴的量规
TT,,,TesZTEIZ,,,通端上偏差sds22
TT,,,,,,TesZTEIZ通端下偏差idi22
Z,ESZ,ei,T止端上偏差ssd
Z,ES,TZ,ei止端下偏差iid
2.验收量规
在光滑极限量规国家标准中,没有单独规定验收量规公差带,但规定了检验部门应使
用磨损较多的通规,用户代表应使用接近工件最大实体尺寸的通规,以及接近工件最小实
体尺寸的止规。
3.校对量规公差
校对量规的尺寸公差带完全位于被校对量规的制造公差和磨损极限内:
校对量规的尺
寸公差等于被校对量规尺寸公差的一半,形状误差应控制在其尺寸公差带内。
6.2.3量规结构
进行量规设计时,应明确量规设计原则,合理选择量规的结构,然后根据被测工件的
尺寸公差带计算出量规的极限偏差并绘制量规的公差带图及量规的零件图。
光滑极限量规的设计应符合极限尺寸判断原则(泰勒原则),根据这一原则,通规应设计成全形的,即其测量面应具有与被测孔或轴相应的完整表面,其尺寸应等于被测孔或轴
的最大实体尺寸,其长度应与被测孔或轴的配合长度一致,止规应设计成两点式的,其尺
寸应等于被测孔或轴的最小实体尺寸。
但在实际应用中,极限量规常偏离上述原则。
例如:
为了用已标准化的量规,允许通
规的长度小于结合面的全长;对于尺寸大于100mm的孔,用全形塞规通规很笨重,不便使
用,允许用不全形塞规;环规通规不能检验正在顶尖上加工的工件及曲轴,允许用卡规代
替;检验小孔的塞规止规,为了便于制造常用全形塞规。
通规和止规的形状对检验的影响如图6.4和图6.5所示。
必须指出,只有在保证被检验工件的形状误差不致影响配合性质的前提下,才允许使
用偏离极限尺寸判断原则的量规。
检验光滑工件的光滑极限量规型式很多,具体选择时可参照国标推荐,如图6.6所示。
图中推荐了不同尺寸范围的不同量规型式,左边纵向的“1”、“2”表示推荐顺序,推荐优先用“1”行。
零线上为通规,零线下为止规。
图6.4通规形状对检验的影响
图6.5止规形状对检验的影响
标准量规的结构,在GB/T6322-86《光滑极限量规型式和尺寸》中,对于孔、轴的光
滑极限量规的结构、通用尺寸、适用范围、使用顺序都作了详细的规定和阐述,设计可参
考有关手册,选用量规结构型式时,同时必须考虑工件结构、大小、产量和检验效率等。
6.2.4量规其它技术要求
工作量规的形状误差应在量规的尺寸公差带内,形状公差为尺寸公差的50%,但形状公差小于0.001mm时,由于制造和测量都比较困难,形状公差都规定为0.001mm。
量规测量面的材料可用淬火钢(合金工具钢、碳素工具钢等)和硬质合金,也可在测
量面上镀以耐磨材料,测量面的硬度应为58~65HRC。
量规测量面的粗糙度,主要是从量规使用寿命、工件表面粗糙度以及量规制造的工艺
水平考虑。
一般量规工作面的粗糙度应比被检工件的表面粗糙度要求严格些,量规测量面
粗糙度要求可参照表6.3选用。
图6.6量规型式和应用尺寸范围
表6-3量规测量表面粗糙度
工件基本尺寸/mm
工作量规至120大于120至315大于315至500
Ra最大允许值/μmIT6级孔用量规0.040.080.16IT6~IT9级轴用量规0.080.160.32IT7~IT9级孔用量规
IT10~IT12级孔、轴用量规0.160.320.63IT13~TI16级孔、轴用量规0.320.630.63
6.2.5工作量规设计举例
工作量规设计步骤大致如下:
1)选择量规的结构型式;
2)计算工作量规的极限偏差;
3)绘制工件量规的公差带图;H8/f730孔轴用工作量规,
例:
设计检验解:
1)确定被测孔、轴的极限偏差
查极限与配合标准
ES,,0.033mmEI,0的上偏差,下偏差;,30H8
es,,0.020mmei,,0.041mm,30f7的上偏差,下偏差。
2)选择量规的结构型式分别为锥柄双头圆柱塞规和单头双极限圆形片状卡规。
3)确定工作量规制造公差TZ和位置要素由表6-1查得:
塞规:
T,0.0034mmZ,0.005mm,
卡规:
T,0.0024mmZ,0.0034mm,
4)计算工作量规的极限偏差
30H8孔用塞规
T0.0034通规上偏差=EI,Z,,(0,0.005,)mm,,0.0067mm22
T0.0034下偏差=EI,Z,,(0,0.005,)mm,,0.0033mm22磨损极限=EI=0
,0.0067所以塞规通端尺寸为,30mm,磨损极限尺寸为。
30mm,0.0033
止规上偏差,ES,,0.033mm
下偏差=ES,T,(,0.033,0.0034)mm,0.0296mm
,0.033所以塞规止端尺寸为。
30mm,0.0296
30f7轴用卡规
T0.0024通规上偏差=es,Z,,(,0.020,0.0034,)mm,,0.0222mm22
T0.0024下偏差=es,Z,,(,0.020,0.0034,)mm,,0.0246mm22
es,,0.020mm
0.0222所以卡规通端尺寸为29.980mm,磨损极限尺寸为。
30mm,0.0246磨损极限=
止规上偏差=ei,T,(,0
 升级会员
升级会员 