机器人柔性涂胶系统研究.pdf
《机器人柔性涂胶系统研究.pdf》由会员分享,可在线阅读,更多相关《机器人柔性涂胶系统研究.pdf(3页珍藏版)》请在冰豆网上搜索。
第25卷第2期2008年2月机电工程MECtIANICAIELECFRICALENGINEERINGMAGAZINEVo125No2Feb2008机器人柔性涂胶系统研究王健强,朱友超,戴洪光,程汀(合肥工业大学机械与汽车工程学院,安徽合肥230009)摘要:
介绍了一种基于PROFIBUS总线的机器人柔性涂胶工作站的设计方法,运用多智能体系统理论思想,从系统构架和系统控制两方面分析了其系统原理,并着重研究了机器人系统集成技术及其工程实现。
该工作站设计过程中采用了模块化的设计方法,不仅缩短了设计周期,同时也使所设计的系统更加稳定可靠。
关键词:
涂胶;集成;柔性系统;人机接口中图分类号:
TP242文献标识码:
A文章编号:
10014551(2008)02000503ResearchonaflexiblerobotglueingsystemWANGJianqiang,ZHUYouchao,DAIHongguang,CHENGTing(CollegeofMechanicalandAutomotiveEngineering,ttefeiUniversityofTechnology,Hefei230009,China)Abstract:
AdesignmethodologyofrobotflexibleglueingsystembasedonPROI、IBUSwasintroducedMulti-agentsconceptionwasemplo)edtoanalysethesystemprincipleintherepeetsofsystemarchitectureandsystemcontro1TheresearchwasfocusedOUtherobotsystemintegrationanditsapplicationModulardesignwasutilizedforthedevelopmentofthesystem,inorderforshorteningthedesignperiodandincreasingtherobustnessandreliabilityofthesystemKeywords:
glueing;integration;flexiblesystem;humancomputerinterfaee(HMI)0前言汽车风挡玻璃作为汽车的一个重要部件,其安装质量直接影响汽车的使用,而国内生产中,有些厂家还采用人工涂胶或自动化程度很低的作业设备,劳动强度大、涂敷均匀性一致性差,且胶液位置误差超标,无法满足汽车市场竞争和技术发展的现状。
因此,采用自动化作业线或工作站将成为一种必然的趋势。
目前,国内汽车风挡玻璃涂胶作业自动化装备中应用较多的是机器人涂胶工作站,机器人操纵胶枪可以精确地控制粘接剂(车身上主要使用折边胶和密封胶等)流量,进行各种复杂形状和空间位置快速而稳定的涂敷。
本研究介绍一种机器人柔性涂胶系统的设计思想与实现方法。
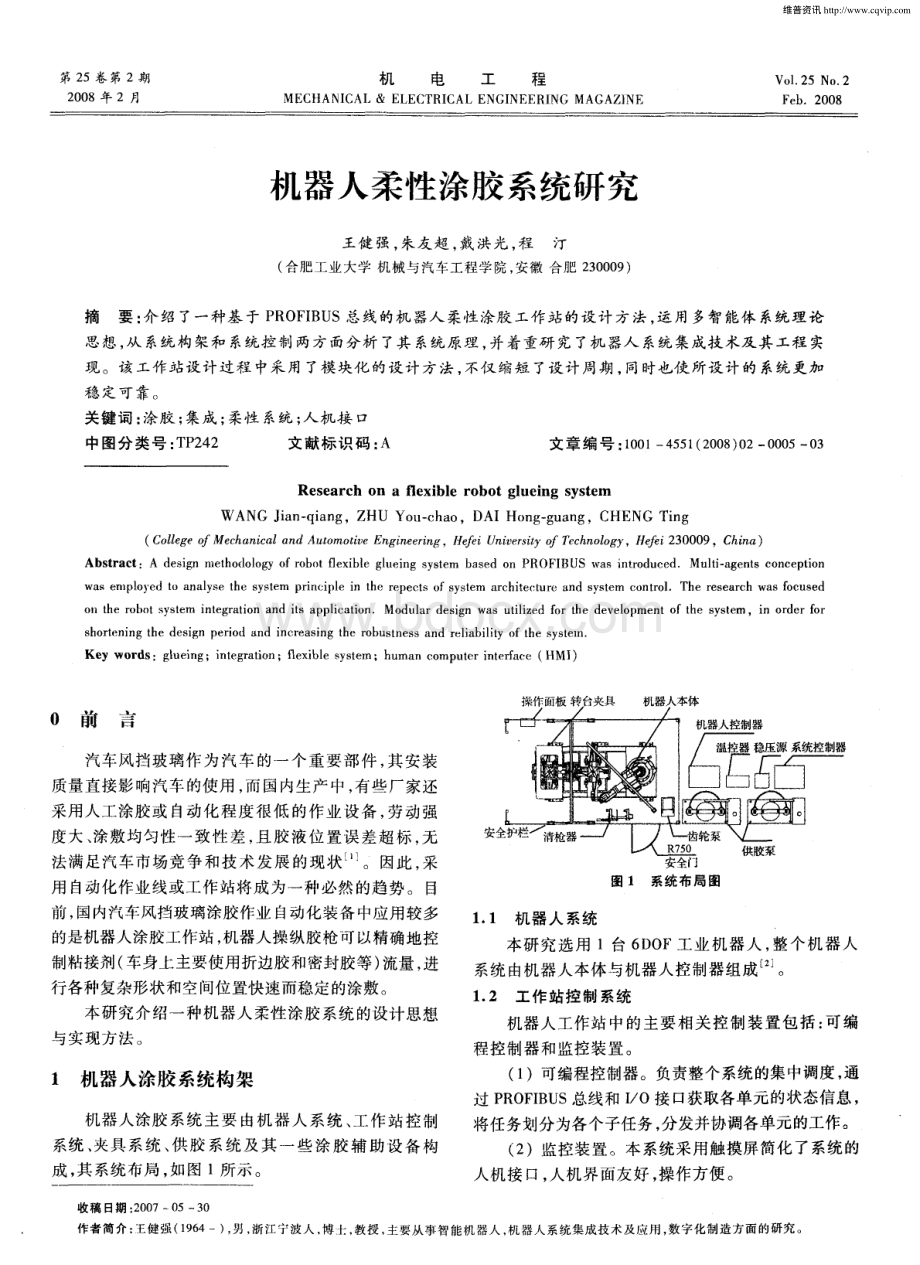
1机器人涂胶系统构架机器人涂胶系统主要由机器人系统、工作站控制系统、夹具系统、供胶系统及其一些涂胶辅助没备构成,其系统布局,如图1所示。
图1系统布局图1。
1机器人系统本研究选用1台6DOF工业机器人,整个机器人系统由机器人本体与机器人控制器组成。
12工作站控制系统机器人工作站中的主要相关控制装置包括:
可编程控制器和监控装置。
(1)可编程控制器。
负责整个系统的集中调度,通过PROFIBUS总线和IO接VI获取各单元的状态信息,将任务划分为各个子任务,分发并协调各单元的工作。
(2)监控装置。
本系统采用触摸屏简化了系统的人机接口,人机界面友好,操作方便。
收稿Et期:
20070530作者简介:
王健强(1964一),男,浙江宁波人,博士,教授,主要从事智能机器人,机器人系统集成技术及应用,数字化制造方面的研究。
维普资讯http:
/机电工程第25卷13夹具系统机器人涂胶系统大多采用对中夹具,它的使用有两大优点:
可以将玻璃的尺寸误差在玻璃周边位置均分,而不会累积到同一侧,有利于密封胶条沿玻璃四周边缘的均布;对不同尺寸、不同类型的玻璃适应性好,可适应多种车型的柔性生产。
14供胶系统在本系统中,供胶系统主体包括:
供胶模组、齿轮定量泵、电加热装置、自动旋转涂胶枪等装置。
供胶模组和齿轮定量泵以稳定的压力和胶流量,将胶液输送到自动涂胶枪,通过涂胶出胶量和运行速度的最佳配合,保证所涂胶形均匀一致。
齿轮定量泵通过采集机器人的运动速度控制胶料的输出量,保证涂胶过程的稳定性和均匀性。
供胶系统全段加热且每段加热可单独控制,即供胶模组的压盘、调压器、输胶管、齿轮泵及胶枪。
15涂胶辅助设备机器人涂胶系统装有安全防护光栅,防止机器人在运行时,操作人员进入操作区域造成人身损伤。
清胶装置可完成胶枪的自动维护。
2系统集成与控制机器人涂胶系统属于复杂的多智能体系统,它在构建时是建立多个智能体,在多个智能体资源共享和各个智能体自主性的基础上,找到并协调各个智能体的关系,共同完成整个系统的作业任务。
工业机器人必须联络其他各种设备、装置的有关信息,通过程序的处理与协调,才能实现自动运转。
因此,工业机器人除具有基本的示教再现的功能之外,与各智能体的联系就成为应用中的关键问题。
涂胶机系统功能框图,如图2所示。
状j供胶系统夹具系统控制态lr监l机器人程序I控商,胶桶切换ll转控制具I模l翻转控制l块I涂胶控制I#1:
IPLC;l状态监控模块#2本地操作模块网络与接1:
1模块图2涂胶机系统功能框图21系统功能模块介绍211机器人作业模块机器人动作控制和机器人作业信号处理是机器人系统的主要任务。
(1)运行轨迹采用示教编程方式。
该方法适用于三维空间内任意曲线轨迹编程。
(2)机器人通过工业现场总线与其它设备通讯实现协调作业。
工业机器人是下位设备,由上位控制装置发出各种指令,工业机器人和上位控制装置进行通信。
同时,机器人要与周边设备进行信息交换,用以协调互锁、确保正常作业。
机器人对系统状态信号进行动态实时监控和响应,并具有程序中断、断点数据自动记录和从断点恢复执行的功能。
212供胶系统模块该模块接到机器人命令后开始涂胶,指令传输可通过PLC也可由机器人直接通过硬线连接实现。
该模块具有输胶计量装置,能够根据机器人控制器发出的模拟信号自动调整输胶量,以保证胶形均匀一致,同时该系统还具有胶液全程加热、PID温控、压力检测、桶空自动切换、空打保护及桶空报警等功能。
213夹具系统控制模块采用PIc位控模块控制方式。
夹具对中结构采用气缸驱动,由PLC处理传感器信号,进行互锁,实现联动。
定位夹具采用线性编码器进行玻璃特征识别,系统具有较高的柔性。
214状态监控模块状态监控模块是整个系统的“眼睛”,系统依据该模块的各种传感器信息判别自身状态和外部环境,产生相应的控制策略。
状态监控模块的信息一部分流向机器人,由机器人产生相应控制策略;一部分流向系统控制器(如光栅信号),由系统控制器产生相应控制策略。
215本地操作模块本地操作模块是控制系统的人机接口,包括系统操作面板、触摸屏和机器人示教盒。
在操作面板上可实现系统运行方式切换、机器人作业程序号选择、转台复位、故障复位,工件装夹,夹具调试、急停和系统状态显示等功能。
采用触摸屏显示涂胶机的各部分的工作状态和一些手动按钮和输入。
还可以实时对系统的动作和报警信息进行记录。
同时由于触摸屏程序可随时修改,使系统更趋柔性化。
示教盒完成机器人的示教编程及机器人工作状态参数的设置和显示。
216网络与接口模块面向本地作业层,模块提供PIc和机器人之间的现场总线或Ethernet通信网络;面向上级管理层,模块提供高层网络接口,实现工厂自动化管理。
维普资讯http:
/第2期王健强,等:
机器人柔性涂胶系统研究22系统控制流程系统控制流程,如图3所示。
图3系统控制流程系统有两砷工作状态:
自动、手动。
手动用于系统调试,在手动状态下,操作人员可针对不同玻璃进行示教编程,同列可进行件原位复归、工件选择,真空吸紧、涂胶N试、故障复位等动作;在自动状态下检测各个Agent的状态无异常后,系统开始自动运行,首先完成对工件的装夹(玻璃对中、吸紧、转台转动等)然后系统根据线性编码器状态自动识别一件类型,选择机器人程序并执行(同时机器人【作区外转台玻璃完成装夹),涂胶完成后,转台转动l80。
以使已涂敷玻璃处于机器人工作区外并且未涂敷玻璃进入机器人工作区,翻转架将玻璃翻起,人工将其卸下。
23系统故障中断系统如遇故障停止,人工清除故障后再恢复运行。
系统故障主要有:
系统控制报警、机械夹具故障、机器人报警和安全系统报警。
3结束语该机器人工作站在设计过程中采用了模块化设计方法,节省了大量设计时间,同时也使系统更可靠。
在设计过程巾充分考虑到系统的柔性化,使工件类型改变时,只要修改相应的系统控制程序与机器人程序就口】适应产品变化。
目前本工作站已在奇瑞汽车、江淮汽车等大型汽车厂的多个车间成功运用,这充分表明了该工作站具有良好的通用性和灵活性。
参考文献(Reference):
【1郗安民,刘
 升级会员
升级会员 