管材超声波探伤.docx
《管材超声波探伤.docx》由会员分享,可在线阅读,更多相关《管材超声波探伤.docx(19页珍藏版)》请在冰豆网上搜索。
管材超声波探伤
第四节 管材超声波探伤
一、管材加工及常见缺陷
管材种类很多,据管径不同分为小口径管和大口径管,据加工方法不同分为无缝钢管和焊接管。
无缝钢管是通过穿孔法和高速挤压法得到的,穿孔法是用穿孔机穿孔。
并同时用轧辊滚
轧,最后用心棒轧管机定径压延平整成型。
高速挤压法是在挤压机中直接挤压成形,这中方法加工的管材尺寸精度高。
焊接管是先将板材卷成管形,然后用电阻焊或埋弧自动焊加工成型。
一般大口径管多用这种方法加工。
对于厚壁大口径管也可由钢锭经锻造、轧制等工艺加工而成。
管材中常见缺陷与加工方法有关。
无缝钢管中常见缺陷有裂纹、折迭、夹层等。
焊接管中常见缺陷与焊缝类似,一般为裂纹、气孔、夹渣、未焊透等.锻轧管常见缺陷与锻件类似,一般为裂纹、白点、重皮等。
用于高温、高压的管材及其它特殊用途的重要管材都必须进行超声波探伤。
据管材不同,分为钢管、铜管和铝管等。
下面以钢管为例来说明管材的超声波探伤方法:
二、小口径管探伤
超声波探伤的小口径管是指外径小于100mm的管材。
这种管材一般为无缝管,采用穿孔法或挤压法得到。
其中主要缺陷平行于管轴的径向缺陷(称纵向缺陷),有时也有垂直于轴的径向缺陷(称横向缺陷)。
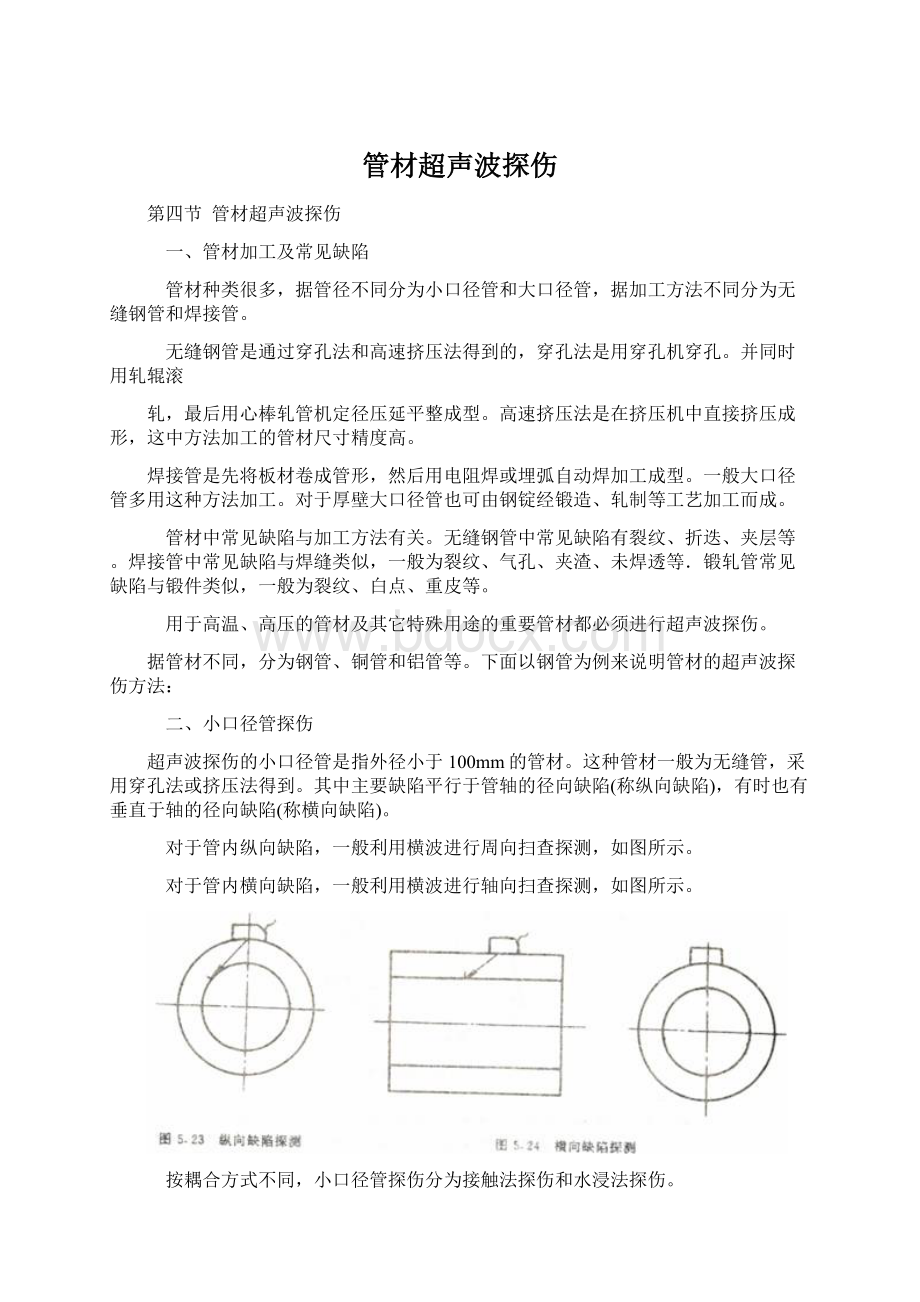
对于管内纵向缺陷,一般利用横波进行周向扫查探测,如图所示。
对于管内横向缺陷,一般利用横波进行轴向扫查探测,如图所示。
按耦合方式不同,小口径管探伤分为接触法探伤和水浸法探伤。
(一)接触法探伤
接触法探伤是指探头通过薄层耦合介质与钢管直接接触进行探伤的方法。
这种方法一般为受动探伤,检测效率低,但设备简单,操作方便,机动灵活性强。
适用于单件小批量及规格多的倩况。
接触法探伤小口径管时,由于其管径小,曲率大,常规横波斜探头与管材接触面小、耦合不良,波束严重扩散,灵敏度低。
为了改善耦合条件。
常将探头有机玻璃斜楔加工成与管材表面相吻合的曲面。
为了提高探伤灵敏度,可以采用接触聚焦探头来探伤。
下面分别介绍纵向缺陷和横向缺陷的一般探伤方法。
1.纵向缺陷探测
(1)探头:
探测纵向缺陷的斜探头,应加工成如图所示的形状,使之与工件表面吻合良好。
探头压电晶片的长度或直径不大于25mm,探头的频率为~。
(2)试块:
探测纵向缺陷的对比试块应选取与被检管材规格相同,材质、热处理及表面状态相同或相似的管材制成。
对比试块上的人工缺陷为尖角槽,尖角槽的位置和尺寸见图和表。
(3)灵敏度调节:
探头置于对比试块上作周向扫查探测,将试块上内壁尖角槽的最高回波调至满幅度的80%,再移动探头找外壁尖角槽的最高回波。
二者波峰的连线为距离一波幅曲线,作为基准灵敏度。
在基准灵敏度的基础上提高6dB作为扫查灵敏度。
(4)扫查探测:
探头沿径向按螺旋线进行扫查探测。
具体扫查方式有三种:
一是探头不动,管材旋转的同时作轴向移动。
二是探头作轴向移动,管材作转动。
三是管材不动,探头沿螺旋线运动。
探头扫查螺旋线的螺距不能太大,要保证超声波束对管材进行100%扫查,并有不小于15%的覆盖。
在扫查探测过程中,当发现缺陷时,要将仪器调整到基准灵敏度、若缺陷回波幅度≥基准灵敏度,则判为不合格。
不合格晶允许在公差范围内采取修磨方法进行处理。
然后再复探
管材合格级别由供需双方商定。
2.横向缺陷的探测
(1)探头:
探测横向缺陷的探头应加工成如图所示的形状,探头的晶片长度或直径不大于25mm,探头的频率为~。
(2)试块:
探测横向缺陷用的对比试块,同样应选用与被检管材规格相同,材质、热处理及表面状态相同或相似的管材制成。
对比试块上的人工缺陷为周向尖角槽,尖角槽位置和尺寸见图和表
对出试块上人工缺陷一般加工在外表面,只有当D≥80mm,且壁厚t≥10mm时,才同时在内外表面加工人工缺陷。
二者在轴向要有足够的距离,以免测试时互相影响。
(3)灵敏度调节:
对于只有外表面人工缺陷的试块,可直接将对比试块上的人工缺陷最高回波调至50%作为基准灵敏度。
对于内外表面均有人工缺陷的试块.应将内表面人工缺陷最高回波凋至80%,然后找到外表面人工缺陷最高回波,二者波峰的连线为距离一波幅曲线,该曲线为基准灵敏度。
在基准灵敏度的基础上提高6dB作为扫查灵敏度。
(4)扫查探测:
探头沿轴向按螺旋线进行扫查探测。
当发现缺陷时,仪器调回到基准灵敏度,若缺陷回波幅度≥基准灵敏度,则该管材为不合格。
不合格品允许在公差范围内进行修磨,修磨后复探。
合格级别由供需双方商定。
(二)水浸探伤
小口径管水漫探伤是将水浸纵波探头置于水中,利用纵波倾斜入射到水/钢界面。
当入射角a=a1~a1时,可在钢管内实现纯横波探测。
如图所示。
1.探测参数的选择
(1)偏心距的选择:
如图所示,偏心距是指探头声束轴线与管材中心轴线的水平距离,常用χ表示。
入射角a随偏心距χ增大而增大,控制χ就可控制a。
偏心距范围由以下两个条件决定。
①纯横波探测条件
②横波探测内壁条件
同时满足纯横波探测内壁的条件为
对于水浸探伤钢管,cL1=1480m/s,cL2=5900m/s,cs2=3230m/s,有:
≤χ
式中 R一一小径管外半径;
r—一小径管内半径。
(2)水层厚度的选择:
如图,在水浸探伤中.要求水层厚度日大于钢管中横波全声程的l/2(即H>χs)。
这是因为水中C水=14380m/s,钢中Cs=3230m/s,C水/Cs≈1/2。
当水层厚度大于钢管中横波声程的1/2时,水/钢界面的第二次回波S2将位于管子的缺陷波F内(一次波)、F外(二次波)之后,这样有利于对缺陷的判别。
(3)焦距的选择:
用水浸聚焦探头探伤小径管,应使探头的焦点落在与声束轴线垂直的管心线上,如图所示。
式中 F——焦距;
H——水层厚度;
R——钢管外半径:
χ——偏心距。
例1,用有机玻璃聚焦探头水浸探伤φ42×4小管径,已知水中c水=1480m/s,钢中cL2=5900m/s,cL2=3230m/s。
求偏心距χ,水层厚度H,透镜曲率半径r′。
解:
(1)求偏心距χ(平均值)
R=21,r=R-t=21-4=17
(2)求水层厚度H
③求钢中横波全声程之半χ
在图的△ABO中,由正弦定律得
又由正弦定律得
④水层厚度选取:
H>,这里取H=10mm。
(3)求焦距F
(4)求声透镜曲率半径r′
由F=′得
r′==30×=(mm)
例2,水浸聚焦探伤φ60×8小径管,声透镜曲率半径r′=36mm,求偏心距χ和水层厚度H。
解:
(1)偏心距χ
(2)求焦距F
F=′-×36=(mm)
(3)求水层厚度H
2.探测条件的确定
(1)探头;小径管水浸探伤,一般采用聚焦探头。
聚焦探头分为线聚焦和点聚焦。
一般钢管采用线聚焦探头。
对于薄壁管,为了提高检测能力,也可用点聚焦探头。
探头的频率为~。
聚焦探头声透镜的曲率半径r应符合下述条件:
式中 C1——声透镜中纵波波速;
C2——水中波速;
F——水中焦距。
对于有机玻璃声透镜:
C1=2730m/s,C2=1480m/s
(2)声耦合:
小管径探伤常用耦合剂为水。
为了增强对钢管表面的润湿作用,需加入少量活性剂。
为了防止钢管生锈,需加入适量的防锈剂。
(3)扫查方式;小径管探伤时探头扫查方式为螺旋线。
一是探头不动,钢管作螺旋运动;二是探头沿管轴转动,钢管直线运动。
三是探头沿管移动,钢管转动。
螺距应小于或等予探头声束有效宽度,探头移动速度u为
U=n·t
式中 n——管子转速;
t——螺距。
3.探伤灵敏度的调整和质量评定
小管径探伤时,常用如图所示的内外壁开有人工尖角槽的对比试样来调整灵敏度,试样材质及规格同被探钢管。
调整时,转动水中试样使内外壁人工槽回波均达50%基准高,以此作为基准灵敏度。
扫查探伤灵敏度比基准灵敏度高6dB。
探伤中当缺陷回波≥基准灵敏度时,就判为不合格。
不合格品允许在壁厚的公差范围内进行打磨,然后再复探。
三、大口径管探伤
超声波探伤中,大口径管一般是指外径大于100mm的管材。
大口径管曲率半径较大,探头与管壁声耦合较好,通常采用接触法探伤.批量较大时也可采用水浸探伤。
采用接触法探伤时,若管径不太大,为了实现更好的耦合,需将探头斜楔磨成与管材表面相吻合的曲面,也可在探头加装与管材吻合良好的滑块,如图所示。
1.探测方法的选择
大口径管成型方法较多,如穿孔法、高速挤压法、锻造法和焊接法等。
因此大口径管内缺陷比较复杂。
既可能有平行于轴线的径向和周向缺陷,又可能有垂直于轴线的径向缺陷。
不同类型的缺陷需要采用不同的方法来探测。
常用的方法有纵波垂直探伤法,横波周向、轴向探伤法。
(1)纵渡垂直探伤法:
如图所示,对于与管轴平行的周向缺陷,一般采用纵波单直探头或联合双直探头探伤。
当缺陷较小时,缺陷波F与底波B同时出现。
这时可根据F波的高度来评价缺陷的当量大小。
当缺陷较大时,底波B将会消失,这时可用半波高度法来测定缺陷的面积大小。
(2)横波周向探伤法:
如图所示,对于与管轴平行的径向缺陷,常采用横渡单斜探头或双斜探头进行周向探测。
单斜探头探伤如图(a),这时缺陷的粼剐与普通斜探头探伤类似。
考虑到缺陷的取向不同,探测时,探头应作正反两个方向的全面扫查,以免漏检。
 升级会员
升级会员 