化学镀镍金及其温度的影响.docx
《化学镀镍金及其温度的影响.docx》由会员分享,可在线阅读,更多相关《化学镀镍金及其温度的影响.docx(7页珍藏版)》请在冰豆网上搜索。
化学镀镍金及其温度的影响
化学镀镍金及其温度的影响
化学镀镍金及其温度的影响
核心提示:
近年来,随着电子技术飞速发展,电子设备的线路设计越来越复杂,对印刷电路板设计提出了新的挑战。
复杂印制板要求其最后的表面处理工艺具有更多功能,平整性要求也越来越高。
早先的表面处理方法通过图形电镀法产生锡铅抗蚀镀层,后来出现SMOBC掩蔽技术和热风整平工艺。
随着更加精细的SMT、BGA等表面贴装技术的发展和PCB制作无铅化的要求,产生了化学镀镍金、电镀镍金、有机可焊性保护膜(OSP)、电镀铅锡、化学镀银、化学镀锡等表面处理方法[1]。
化学镀镍金(ENIG)作为线路板最终表面处理,在过去几年里,以其在多次回流焊、波峰焊中表现出的优良平整度和可焊性,已广泛用于移动电话、医疗器械、计算机、汽车电子设备等诸多电子行业。
化学镀镍金分散性好,无论孔内、孔外还是通孔、盲孔,都可以获得较均匀的镀层[2],且镀层有优良的抗变色性、耐磨性、钎焊性和键合功能,可满足多种组装的要求。
虽然化学镀镍金工艺技术经过多年的发展,目前已相当成熟,但从国内外相关报道来看,仍然存在温度、添加剂加入量等控制较困难的问题。
本文主要深入探讨化学镀镍金工艺中温度对整个工艺过程及镀金品质的影响,以期找到合适的解决方案。
2化学镀镍金工艺流程及控制
2.1工艺流程
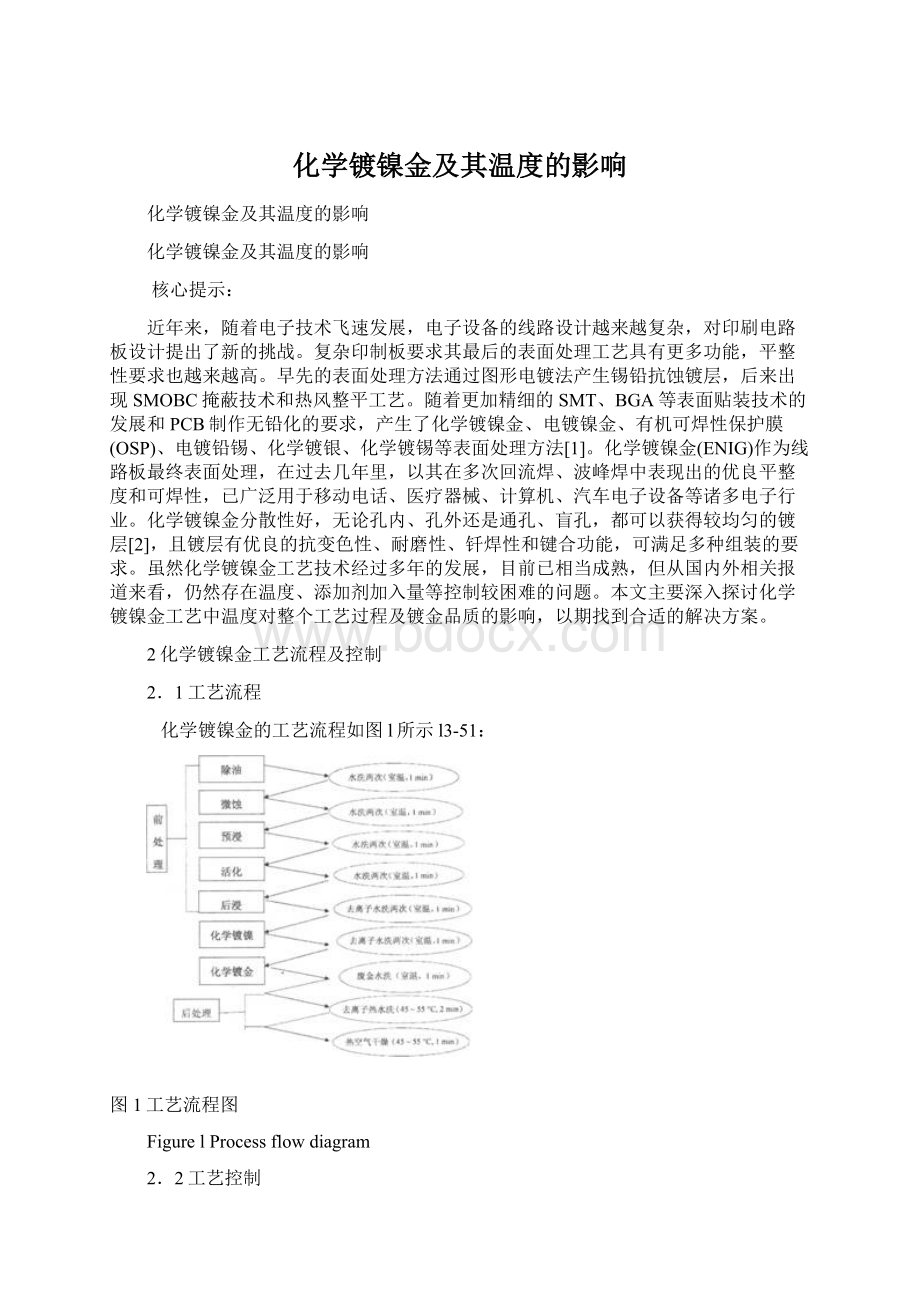
化学镀镍金的工艺流程如图l所示l3-51:
图1工艺流程图
FigurelProcessflowdiagram
2.2工艺控制
2.2.1 前处理
前处理工艺是用以除去铜面氧化物、油脂等污染物,粗化铜表面,并在铜面沉钯,形成镍还原的活化中心。
前处理对得到均匀的镀层,甚至整个化学镀镍金工艺至关重要‘61。
某个工序处理不当,会影响随后的镀镍和镀金。
生产过程中,各前处理槽的槽液须定期分析和补充,控制在工艺要求范围内。
槽液要注意保持清洁,除油缸、微蚀缸、后浸缸应每周换缸,各水洗缸也应每周清洗。
前处理工序及操作参数[1,4]如下:
(1)除油工艺
GF酸除油剂
55~65mL/L
浓硫酸
90~110mL/L
θ
45~55℃
t
3~4min
(pCu>1000mg/L时更换溶液)
(2)微蚀工序
GF微腐蚀剂
80~120g/L
浓H2S04
20~30mL/L
θ
25~35℃
f
2~4min
微蚀速率
0.64~1.02μm
(3)预浸工序
浓H2S04
40~60mL/L
θ
20~30℃
t
l~2min
(4)活化工序
浓H2S04
40~60mL/L
PdS04
15mg/L
θ
28~32℃
t
l~2min
(pCu>800mg/L时开新缸)
(5)后浸工序
HCl(SGl.16)
50~100mL/L
θ
室温
t
0.4~0.6min
Pd>20mg/L时更换溶液)
2.2.2 化学镀镍
化学镀镍由还原剂提供电子进行还原反应[7],镍首先围绕Pd的活性中心沉积出来,先沉积出来的镍具有自催化作用,随时间延长,镍厚度不断增加。
镍槽中的溶液是多组分的。
通常使用酸性镀液体系,其中包括镍盐(硫酸盐、氯化物),还原剂(次磷酸钠或硼氢化物)[8],配位剂(柠檬酸、乙酸、琥珀酸、丙酸或乙醇酸),稳定剂(重金属盐、硫脲、氟化物)[9]。
化学镀镍对药水成分范围要求严格,生产过程中必须每班分析化验两次,并需不断补加还原剂。
镀镍槽液pH、温度对镍层厚度影响较大,温度越高,镀速越快。
镀厚层时,使用低温以获得致密的镀层。
化学镍镀液对很多化学成分都敏感,工艺中要防止杂质进入镀液,基板进入化学镀槽前也应仔细水洗。
化学镀镍工序及操作参数如下[3,10]:
Ni
4.8—6.39/L
NaH2P02
28.5—31.5mL/L
EN-M配槽液
140~160mL/L
EN—A配槽液
55~65mL/L
装载量
0.5~1.6dm2/L
θ
85~90℃
f
10~20min
pH
4.4~5.0
v(沉积)
20~25μm/h
搅拌方式
空气搅拌,循环过滤
正磷酸钠质量浓度大于l00g/L或补加镀液超过60L时更换溶液。
2.2.3化学镀金
化学镀金分置换型和还原型两类。
置换金也叫浸金,是利用金和镍的电位差(金标准电位为1168V,镍标准电位为20.25V[7]),使镍将金从镀液中置换到镍层表面的过程,厚度0.1μm左右;还原型化学镀金,又称白催化镀,含有还原剂,可以沉积出较厚(1μm左右)的镀金层。
化学镀金液组成一般包括:
金盐、配位剂、还原剂、稳定剂,此外还有一些镀层表面改善剂、表面活性剂等。
为保证可焊性及延展性,镀金后应充分水洗,并完全干燥,特别是孔内须完全干燥。
此外,化学镀镍与浸金之间的转移时间要尽量短,否则会使镍层钝化,导致浸金不均匀及结合力差。
化学镀金工序及操作参数如下[l,11]:
Au
l.5—3.5g/L
以K[Au(CN)2]形式加入
300mL/L
装载量
0.5~1.0dm2/(L.min)
θ
85~90℃
t
10~15min
pH
4.4~4.8
搅拌方式
空气搅拌,连续循环过滤
每5min沉积0.05μm,当PNi>2.4g/L或面积大于L或面积大于6.41×104dm2,又或补加金达2.4kg时,更换溶液。
2.2.4 后处理
后处理包括废金水洗、去离子水洗、热空气烘干等步骤,其目的在于除去印制线路板孔内和表面的药水和水渍,从而得到镀层均匀、光亮度好的化学镀金板。
3温度对化学镀镍金工艺及品质的影响
温度是影响化学镀反应活化能的主要参数,也是影响酸性化学镀沉积速率的主要因素之一。
从化学镀镍金工艺流程可以看出,温度控制对获得颜色稳定、光亮度好、平整、可焊性良好的镍、金镀层至关重要。
一般而言,活化温度控制在28~32℃,化学镀镍温度控制在85~90℃,化学镀金温度控制在85~90℃。
3.1温度对镀层沉积速率的影响
温度是影响化学镀沉积速率的重要参数,沉积过程包括诱导期和稳态沉积则[l2],发生在特定的温度范围内。
镀速与温度的关系可作如下解释[ll]。
对于任一单一步骤的反应pA+qB→产物而言,速率方程及反应速率常数K分别为:
v=K[A]P.[B]q
lgK=lgA-Ea/2.303RT
(1)
其中A为给定反应的一个特定常数,Ea为反应活化能(cal/m01)。
当温度及反应物质量浓度一定时,则有:
V=C.K
(2)其中C为常数。
结合式
(1)和
(2)有:
lgv=lgA`一Ea/2.303RT
(3)其中lgA`=lgA+lgC。
在特定区间内,化学镀速与镀液的温度成指数关系,温度升高l℃,镀速增加5%~7%[13]。
化学镀镍的速率一般控制在20~25μm/h[14],镀槽温度88℃被认为是镍沉积的最佳温度。
当温度低于85℃时,金属解离能量低,镀速低,镀层不连续;而温度高于90℃时,沉积过程会不受控制,镀液变得不稳定[l5]。
温度的增加会导致镀液自发分解或沉淀甚至失效,沉积速率会逐渐降低。
在工业生产中,镀速并非越快越好。
低速率有利于得到致密的镀层,降低镀层的孔隙率;镀速过高,会使镀层中磷的质量分数下降,镀层内应力增大,耐蚀性明显降低。
因此,维持镀液温度在最佳参数土l℃范围之内,以便获得合理的镀速和质量稳定的镀层。
3.2温度对渗金、漏镀的影响
化学镀镍金工艺出现渗金、漏镀的原因是多方面的,控制好活化缸和镍缸是提高化学镀镍金品质的关键,而温度控制又是关键中的关键[l6]。
3.2.1 渗金
渗金多发生在IC封装位间距窄的地方,因Pd离子吸附在IC位周围,很难洗掉,以致进入镍缸时,在钯的催化作用下,Ni2+被Nail2P02还原,沉积在IC封装位间,造成渗金(IC位长胖)。
造成渗金的原因主要有以下4种:
Pd离子质量分数、温度过高,活化缸温度超出上限,pH过低(<1.0),CU2+质量分数超标(大于150mg/L)。
此外,稳定剂质量浓度过低,镍缸温度超上限,镍缸负载过大也会导致渗金[17]。
对于活化缸而言,温度超出上限(32℃)会使活化过度,沉积速率过快,镍层厚度过厚。
一般情况下,降低活化缸温度和钯温度,以及减少在活化缸内的停留时间,同时适当地加大浸酸质量浓度和延长浸酸时间,可以有效地改善渗金。
对于镍缸的工艺控制而言,提高稳定剂质量浓度因控制难而不宜采用;降低镍缸pH、次磷酸钠质量浓度和镍缸负载因其影响较大,也不宜采用。
从理论上讲,改善渗金最有效的方法是降低镍缸温度,使之不超过温度上限(90℃)。
3.2.2 漏镀
需要镀上镍/金的焊盘既没有镀上镍也没有镀上金的情况,称为漏镀。
漏镀即露铜,是化学镀镍金工艺常遇到的难题,它是与渗金相反的一种现象,多数是由于活化不足或镀液温度过低引起的。
对于普通的漏镀,适当提高活化液温度和质量浓度,升高镍缸的温度,可以得到有效的改善。
3.3温度对镍层、金层厚度的影响
在化学镀镍金工艺中,镀层的焊接性能是由镍层来体现。
镍层厚度在3~5μm之间,磷的质量分数在7%~9%时镀层焊接性能较好。
金层主要起到保护作用,金层厚度不能过高,一般在0.O3~0.1μm比较适合,否则会影响焊接的牢固程度。
对于化学镀镍金而言,镀镍层和镀金层的厚度控制相对于其它镀镍、金方法来说较容易,通常镍层厚度可控制在(5±0.5)μm,金层厚度可控制在(0.1±0.02)μm[l8]。
3.3.1 温度对镍层厚度均匀性的影响
化学镀镍层应具有结晶细致(有时是非晶态结构)、表面平整、厚度分布均匀等特点,厚度不均会导致金属表面不同部位的可焊性和防腐性有差异。
镀液温度会影响镀层的均匀性和组成。
通过调节温度,降低沉积速率,提高镍磷层致密性,避免边界处晶粒间产生缝隙,可以减少浸金时镍磷层产生过腐蚀的可能性。
镍槽内温度分布不均会造成镍槽内质量浓度分布不均,导致镀镍层厚度分布不均。
据相关文献报道,镍槽温度控制不好,均匀性不一致,会使镀层的厚度差别达到l0%~l5%。
此外,根据GeorgeMilad的研究结果[l9],微蚀过程的温度控制也会对化学镀镍层的表面形态有直接的影响,一些镍层灰暗的问题可以通过降低微蚀温度来改善。
3.3.2 温度对金层厚度的影响
金层沉积得太厚或太薄,都会影响板件的可焊性能[20]。
实际生产中,镀金过程采用的是升温作业。
与镀镍过程一样,操作温度也是控制镀金层均匀性的主要影响因素。
浸金时的最佳温度为88℃,温度应尽量控制在85~90℃范围内。
温度过高,离子的扩散速度增大,阴极极化降低,金的沉积速率加快,形成的镀金层结晶较粗,厚度不均匀,易造成镍的腐蚀(黑镍或黑盘),还会使局部镍层的磷质量分数相对偏高,导致可焊性变差[2];相反,温度过低,溶液会停止反应。
当浸金层厚度达0.1μm时,没有或很少有选择性腐蚀;金层厚度达0.2μm时,镍层发生腐蚀;当金层厚度超过0.3μm时,镍层里发生强烈的腐蚀,容易出现焊接后焊点脱落现象。
温度是影响金层厚度的显著因素,浸金的温度太低可能导致金层太薄,而浸金温度太高又会使金层太厚(金层外观暗黑)。
3.3.3 温度对镀液成分的影响
化学镀镍过程中,主要消耗的成分为硫酸镍和次磷酸钠,主要副产物为亚磷酸盐。
亚磷酸盐的积累是造成镀液“老化”和不稳定的主要原因。
化学镀镍每完成一次镍离子更新,镀厚约为l00μm/dm2,此时镀液中亚磷酸盐的积累量至少为40g/L,硫酸钠的积累量为24g/L,另外还有pH调整剂反应产物的积累,有机、无机污染物的积累等等[l6]。
高温镀槽通常都不利于沉积过程和镀液组成的稳定。
例如:
镀槽中水分的蒸发会导致镀槽组分的质量浓度变化,最
 升级会员
升级会员 