电镀液管制规范2.docx
《电镀液管制规范2.docx》由会员分享,可在线阅读,更多相关《电镀液管制规范2.docx(12页珍藏版)》请在冰豆网上搜索。
电镀液管制规范2
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
純錫電鍍液管制規範
總共頁數
19/25
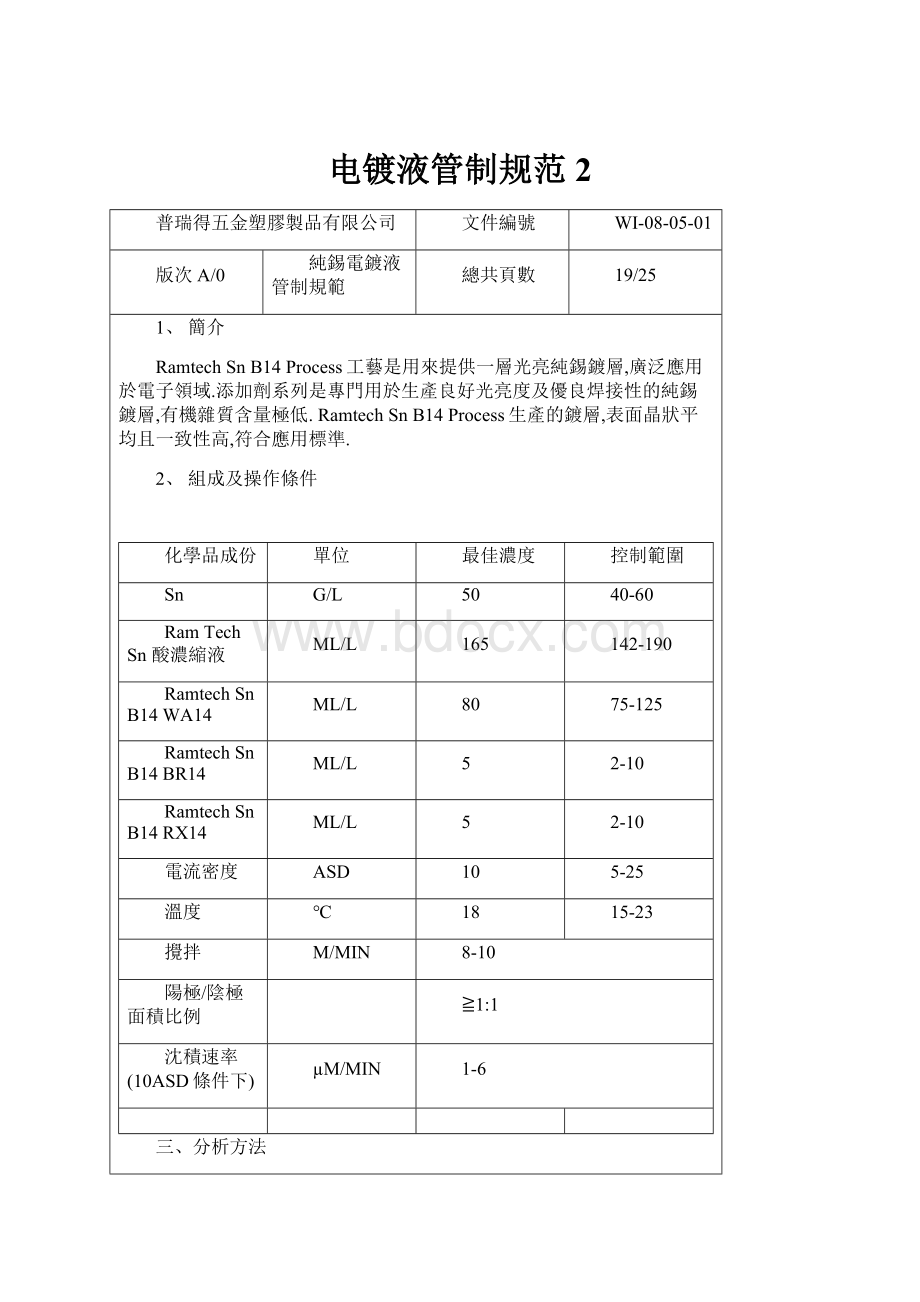
1、簡介
RamtechSnB14Process工藝是用來提供一層光亮純錫鍍層,廣泛應用於電子領域.添加劑系列是專門用於生產良好光亮度及優良焊接性的純錫鍍層,有機雜質含量極低.RamtechSnB14Process生產的鍍層,表面晶狀平均且一致性高,符合應用標準.
2、組成及操作條件
化學品成份
單位
最佳濃度
控制範圍
Sn
G/L
50
40-60
RamTechSn酸濃縮液
ML/L
165
142-190
RamtechSnB14WA14
ML/L
80
75-125
RamtechSnB14BR14
ML/L
5
2-10
RamtechSnB14RX14
ML/L
5
2-10
電流密度
ASD
10
5-25
溫度
℃
18
15-23
攪拌
M/MIN
8-10
陽極/陰極面積比例
≧1:
1
沈積速率(10ASD條件下)
µM/MIN
1-6
三、分析方法
1>金屬錫
1.準備:
1)30%硫酸:
取300ml濃硫酸緩慢加入約600ml純水中,並注意突沸,再加純水至1L冷卻即可。
2)碳酸氫鈉(NaHCO3)。
3)1%澱粉指示劑:
可溶性澱粉1g溶解於沸騰的水至100ml加熱沸騰10min。
4)用0.1N碘標準液:
取碘12.7g溶於20g碘化鉀加水稀釋至1L。
2.操作:
1)取樣1ml加水至100ml及30%硫酸20ml,加NaHCO3約1g及2ml1%澱粉指示劑。
2)用0.1N碘液滴定紫藍色不變。
3.計算:
二價錫g/l=滴定ml數x5.93×f1
2>遊離酸
1.準備:
1)0.1N-氫氧化鈉標準液:
取NaOH8g加水溶解至1L。
2)1%-百里酚紅(P.R)指示劑:
取1gP.R加酒精溶解至100ml。
3)30%草酸鉀:
秤取300g草酸鉀加純水溶解至1L。
2.操作:
1)取1ml樣品稀釋至50ml。
2)加30%草酸鉀30ml。
3)加1ml百里酚紅(P.R)指示劑。
4)用0.2N-NaOH滴定至變橙紅色。
3.計算:
ACIDMSAg/L=滴定ml數x12.9×f3
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
純錫電鍍液管制規範
總共頁數
20/25
四、問題對策
問題
原因
對策
低電流密度處光澤不佳,白霧
1.金屬含量太高
2.電流密度太小
3.酸濃度不足
4.添加劑不足或過量
5.陽極面積不足
6.陽極鈍化
7.前處理不良
1.分析金屬濃度,濃度太高予以稀釋
2.電流加大,檢查導電狀況
3.分析酸濃度及添加
4.作哈氏槽調整
5.增加陽極板面積
6.陽極純度、面積、電流密度確認
7.改善前處理
高電流密度光澤不佳,燒焦
1.電流密度太高
2.金屬含量太低
3.光澤劑不足
1.降低電流密度
2.分析金濃度並調整之
3.作哈氏實驗並調整之
焊接能力不良
1.雜質金屬污染
2.膜厚太薄
3.水洗不良
4.焊接時溫度過高
1.檢查陽極並去除雜質金屬
2.確認厚度
3.加強水洗及水洗水質
4.焊接技術確認
高電流區針孔
1.電流密度過高
2.鍍浴組成不均衡
3.雜質金屬污染
4.光澤劑過量
1.調整電流
2.分析並調整之
3.陽極純度不足,雜質金屬帶入
4.暫停添加或作哈氏槽調整
鍍層易變色
1.鋅污染
2.水洗不充分
3.鍍件儲存場所不佳,具侵蝕性
4.光澤劑過量
1.在底材上打銅或鎳底
2.加強水洗及水洗水質
3.電鍍成品以適當包裝存放
4.以哈氏槽作調整
鍍層耐蝕性不佳
1.前處理不足,鍍件不良,針孔多
2.鍍浴有雜質共析
1.前處理要充分,打底要確實並檢查鍍件材質
2.加強鍍浴過濾
五、建浴方式
槽子用純水清洗完成後,加入1/3體積的純水再加入按操作條件量的酸,待冷卻後加入按操作條件量的錫,然後按要求分別加入RamtechSnB14WA14,RamtechSnB14BR14RamtechSnB14RX14.攪拌均勻後,添加純水至標準液位處.
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
霧純錫電鍍液管制規範
總共頁數
21/25
一.簡介
ST200是為純錫電鍍製程所開發之添加劑.此添加劑是一應用於烷基磺酸浴,俱有高效率,高速.低泡沫性之電鍍制程,相當適用於高電流密度條件之電鍍.
二.組成及操作條件
化學品成份
單位
最佳濃度
控制範圍
Sn
g/L
65
55~75
酸
g/L
198
165~230
ST200第一添加劑
ml/L
40
30-60
ST200第一添加劑
ml/L
RD濃縮液
ml/L
電流密度
ASD
5~50
溫度
℃
50(45~55)
三、分析方法
1>金屬錫
1.準備:
1)30%硫酸:
取300ml濃硫酸緩慢加入約600ml純水中,並注意突沸,再加純水至1L冷卻即可。
2)碳酸氫鈉(NaHCO3)。
3)1%澱粉指示劑:
可溶性澱粉1g溶解於沸騰的水至100ml加熱沸騰10min。
4)用0.1N碘標準液:
取碘12.7g溶於20g碘化鉀加水稀釋至1L。
2.操作:
3)取樣1ml加水至100ml及30%硫酸20ml,加NaHCO3約1g及2ml1%澱粉指示劑。
4)用0.1N碘液滴定紫藍色不變。
3.計算:
二價錫g/l=滴定ml數x5.93×f1
2>遊離酸
4.準備:
2)0.1N-氫氧化鈉標準液:
取NaOH8g加水溶解至1L。
2)1%-百里酚紅(P.R)指示劑:
取1gP.R加酒精溶解至100ml。
3)30%草酸鉀:
秤取300g草酸鉀加純水溶解至1L。
5.操作:
1)取1ml樣品稀釋至50ml。
2)加30%草酸鉀30ml。
3)加1ml百里酚紅(P.R)指示劑。
4)用0.2N-NaOH滴定至變橙紅色。
6.計算:
ACIDMSAg/L=滴定ml數x12.9×f3
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
霧純錫電鍍液管制規範
總共頁數
22/25
四、問題對策
問題
原因
對策
厚度不足
1.金屬含量太低
2.電流密度太小
3.溫度太低
4.添加劑不足或過量
5.陽極面積不足
6.導電不良
1.分析金屬濃度,並補充至最佳濃度
2.電流加大,檢查導電狀況
3.高速溫度到最佳
4.作哈氏槽調整
5.增加陽極板面積
6.檢查及清潔導電機構
鍍層粗糙
4.電流密度太高
5.金屬含量太低
6.光澤劑不足
4.降低電流密度
5.分析金濃度並調整之
6.作哈氏實驗並調整之
焊接能力不良
5.雜質金屬污染
6.膜厚太薄
7.水洗不良
8.焊接時溫度過高
5.檢查陽極並去除雜質金屬
6.確認厚度
7.加強水洗及水洗水質
8.焊接技術確認
高電流區針孔
5.電流密度過高
6.鍍浴組成不均衡
7.雜質金屬污染
8.光澤劑過量
5.調整電流
6.分析並調整之
7.陽極純度不足,雜質金屬帶入
8.暫停添加或作哈氏槽調整
鍍層易變色
5.鋅污染
6.水洗不充分
7.鍍件儲存場所不佳,具侵蝕性
8.光澤劑過量
5.在底材上打銅或鎳底
6.加強水洗及水洗水質
7.電鍍成品以適當包裝存放
8.以哈氏槽作調整
鍍層耐蝕性不佳
3.前處理不足,鍍件不良,針孔多
4.鍍浴有雜質共析
3.前處理要充分,打底要確實並檢查鍍件材質
4.加強鍍浴過濾
五、建浴方式
1.加入40%的純水
2.分別加入開缸量的酸/錫/添加劑
3.加入純水至開缸液位,並充分攪拌槽液
4.分析鍍液組成並調整濃度和溫度,並調整至操作條件.
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
SA-416封孔劑管制規範
總共頁數
23/25
一.特性說明
是一種溶劑型的後處理劑,專爲電子零件元件電鍍層而開發,利用疏水性極強的有機物,將鍍層表面之孔隙填平,並形成一隔絕空氣的有機膜,可有效改善孔隙所造成的困境,且不影響其鍍層的特性.
二.操作條件
條件
說明
濃度
10±5%
溫度
室溫
時間
3~5S
注:
可根據制程需求調整最佳作業條件及品質需求.
三.注意事項
1.封孔劑應避免使用高溫烘烤烘乾,因爲在封孔膜尚末形成前,高溫會破壞其有機膜,故建議烘乾溫度爲80℃以下.
2.需注意水份的帶入,鍍件應爲乾燥下進行封孔.
3.當溶液變髒後,可以用濾紙過濾再使用.
4.因封孔劑在使用過程中,其揮發量極少,只消耗部分封孔劑,故依據分析值來進行補充添加
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
SAT-1變色防止劑管制規範
總共頁數
24/25
一.簡介
是爲無鉛鍍層開發的變色防止劑.其能改善電鍍層因儲存或熱處理造成鍍層處觀變色之狀況.可直接取代磷酸三鈉中和處理制程.
二.操作條件
條件
說明
濃度
100ml/l(50~200)
溫度
50(40~70)℃
時間
5(3~15)S
注:
可根據制程需求調整最佳作業條件及品質需求.
三.建浴步驟
1.先加入純水或去離子水
2.緩慢加入所需變色防止劑.
3.加入純水或去離子水至液位刻度,完全攪拌
4.升溫至設定操作溫度,確認溶液濃度.
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
IP-NI管制規範
總共頁數
25/25
一.簡介
二.操作條件
三.設備要求
四.注意事項
1.其操作參數,不得隨意變更,液位對槽液的穩定性有很大的特殊性.
2.對於純錫的變色,其有至關重要的一面.
3.沒有部分主管或供應商的要求,不得調整任何電鍍參數.
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
LUC-906A環保型水性防銹封孔劑管制規範
總共頁數
26
一.簡介
LUC-906A環保型水性防銹封孔劑,是針對鎳.金.錫等酸性電鍍液處理后的防銹封孔劑,可有效改善孔隙大所造成的耐蝕問題,增加耐蝕性,並不影響鍍層特性.
二.操作條件
條件
說明
濃度
10~30ml/l
溫度
R.T
注:
可根據制程需求調整最佳作業條件及品質需求.
三.建浴步驟
1.先加入純水或去離子水
2.緩慢加入所需LUC-906A環保型水性防銹封孔劑.
3.加入純水或去離子水至液位刻度,完全攪拌
普瑞得五金塑膠製品有限公司
文件編號
WI-08-05-01
版次A/0
SAQ-208后處理劑管制規範
總共頁數
27
一.簡介
SAQ-208后處理為水溶性濃縮液,可使洗凈后之鍍件表面水膜迅速排散,甚至在使用硬水水洗下,都能有效減少水漬.
二.操作條件
條件
說明
濃度
0.5%v/v(range0.5~1.0%v/v)
溫度
R.T
時間
5~15S
注:
可根據制程需求調整最佳作業條件及品質需求.
三.建浴步驟
1.先加入純水或去離子水
2.緩慢加入所需SAQ-208后處理劑.
3.加入純水或去離子水至液位刻度,完全攪拌.
四.藥液補充及維護
1.藥液消耗大部份是帶入帶出,液位不足可用純水或去離子水適當補充.
2.視操作情況微量補充添加SAQ-208后處理劑.
 升级会员
升级会员 