垫块冲裁模设计课程设计.docx
《垫块冲裁模设计课程设计.docx》由会员分享,可在线阅读,更多相关《垫块冲裁模设计课程设计.docx(11页珍藏版)》请在冰豆网上搜索。
垫块冲裁模设计课程设计
“冲压工艺与模具设计”课程设计任务书
课题设计名称:
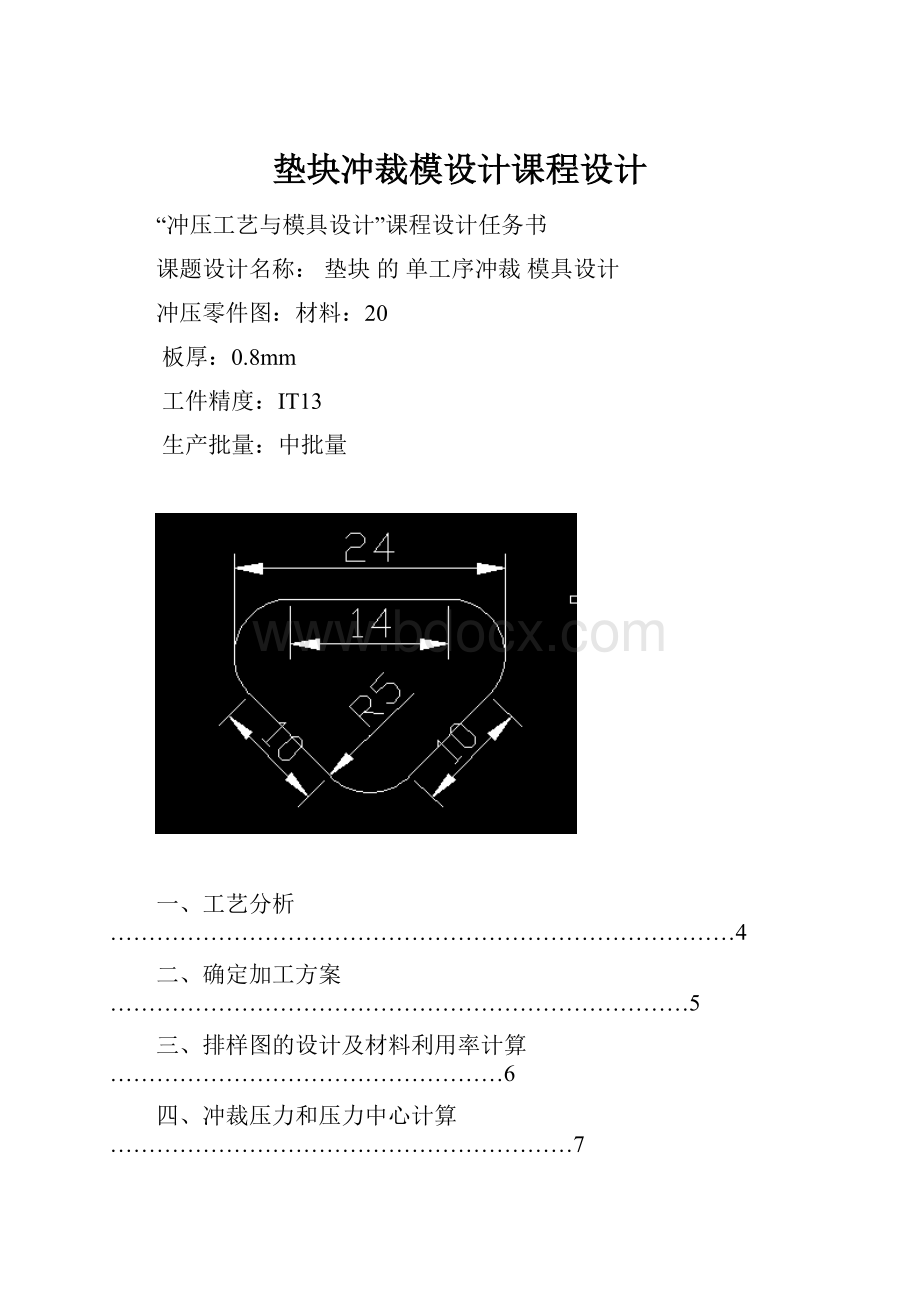
垫块的单工序冲裁模具设计
冲压零件图:
材料:
20
板厚:
0.8mm
工件精度:
IT13
生产批量:
中批量
一、工艺分析………………………………………………………………………4
二、确定加工方案…………………………………………………………………5
三、排样图的设计及材料利用率计算……………………………………………6
四、冲裁压力和压力中心计算……………………………………………………7
五、凸、凹模设计…………………………………………………………………8
六、凸、凹模刃口尺寸的确定……………………………………………………9
七、其它零件的设计………………………………………………………………10
八、压力机的选择…………………………………………………………………12
九、结束语…………………………………………………………………………13
一、零件工艺性分析
该零件结构简单、尺寸较小、厚度适中、大批量,适合冲裁。
圆角半径为5≥0.18t,符合工艺性。
20钢含碳量低,塑性好,容易成行,具有良好的可冲压性能。
且公差等级为IT13。
采用普通冲压方式可以达到零件图样要求。
制件零件图上未标注表面粗糙度。
可认为对其表面没有特殊要求,一般为Ra12-55μm,适用于冲压。
二、
确定冲压加工方案
该零件结构简单,尺寸精度适中,对零件没有较高要求,只需要一道落料工序即可完成。
采用单工序模。
由于零件排样不同,所采用的冲压方案也不同
方案一:
如下图,每次的冲压只冲一块垫片,每块条料按一个方向冲完,然后180翻转再冲一遍。
方案二:
如下图,一次冲压四块垫片。
方案一成形零件简单,模具加工难度系数较低,成本低,生产效率也低
方案二工人劳动强度低,但成本高生产效率高,凸、凹模加工难度太大。
综上分析,选择方案一
三、
排样图的设计与材料利用率计算
根据材料的合理情况,条料拍样方法可分为以下三种:
1.有废料排样:
沿冲件全部外形冲裁,冲件与冲件之间,冲件与条料之间都存在搭边废料,冲件尺寸完全由冲裁模保证,因此精度高,模具寿命也高,但材料利用率不高。
2.少废料排样:
沿冲件部分外行切断或冲压,只在冲件与冲件之间或冲件与条料侧边之间有搭边,因受剪裁条料质量和定位误差的影响,冲件质量稍差,边缘毛刺影响模具寿命,但材料利用率稍高,冲模结构简单。
3.无废料排样:
冲件与冲件之间或冲件与侧边之间均无搭边,沿直线或曲线切断条料而获得冲件,冲件的质量和模具寿命最差,但材料的利用率最高。
另外,当送进步距为两倍零件宽度时,一次切断便能获得两个冲件,有利于提高生产率。
采用少、无排样可以简化冲裁模结构,减少冲裁力,提高材料利用率,但因条料本身的公差以及条料所产生的误差影响采用有废料排样。
排样图
材料利用率的计算
查表2-10确定最小搭边值,根据零件的形状和材料厚度,两工件间间距按照矩形取a1=1.2mm,边缘搭边值a=1.5mm
冲裁件毛坯面积:
A=(2×5×10+14×5+25×3.14+0.5×14×√51)×2=595㎜2
条料宽度:
B=25+1.5+1.5=28
进距:
24+6=30
一个进距的材料利用率为η=A/BS×100%=71%
四、冲裁压力和压力中心计算
计算总冲压力
查表得知20钢的抗剪强度280~400MPa,取340MPa
冲裁周边长度L=14+10+10+31.4=65.4
冲裁力F=KLtτ=1.3×65.4×0.8×340=23125.44N
落料时的卸料力计算,查表2-14,Kx=0.05,则
Fx=KxF=0.05×23125.44=1156.272N
推件力的计算查表得KT=0.055,取凹模刃口直壁高度
h=2.4mm,n=h/t=3
FT=nKTF=0.055×3×23125.44=3815.6976N
故总的冲压力为Fz=F+Fx+FT=23125.44+1156.272+3815.6976≈2.8×105
压力中心的确定
因为工件图形左右对称,故压力中心就是圆角圆心构成的三角形重心。
五、
凸、凹模设计
查表2-28,得K=0.35
凹模厚度H=Kb=0.35×24=8.4凹模壁厚C=1.5H=1.5×8.4=12.6
凹模长L=12.6×2+24=49.2
凹模宽B=12.6×2+17.14=42.34
取凸模固定板厚度h等于凹模厚度的0.7倍
h=0.7×8.4=5.88
凸模长度L凸=h1+h2+h3+h4=5.88+5+1+15=26.88
凹模结构与尺寸
凸模结构
六、凸、凹模刃口尺寸的确定
由于是落料,故应以凹模为基准配做凸模凹模磨损后,刃口尺寸部分增大,部分减小.模具初始间隙由表2-4可得Zmax=0.104,Zmin=0.072。
冲裁件公差等级为IT13级,查表磨损系数x=0.75.查公差表得:
变大类尺寸50-0.18
=(Amax–xΔ
不变类尺寸C10±0.22/214±0.27/2
=(Cmin±0.5Δ)±Δ/8
落料凹模
A5=(5-0.75×0.18)0+0.18/4=4.8650+0.045
C10=(9.89-0.5×0.22)±0.22/8=9.78±0.0275
C14=(13.85-0.5×0.27)±0.27/8=13.73±0.03375
七、
其它零件的设计
1.定位零件设计
采用导料板得导料装置,送料方向采用固定挡料销定位,导料板间距为28mm。
2.卸料零件设计
本设计采用刚性卸料装置,卸料板各型孔与凸模保持0.5mm间隙,这样有利于保护凸模、凹模刃口不被啃伤,据此原则确定具体尺寸。
3.模架及模柄选择
模架类型采用后侧导柱导向模架。
模架精度等级为II级。
由指导书查得
凹模周界尺寸为63×50mm。
模架的闭合高度在100~125之间.
4.固定板及垫板
查表可得典型组合,由此典型组合标准,可方便地确定其他冲模零
件的数量、尺寸及主要参数
零件外形结构尺寸如表
序号
名称
长×宽×高(mm)
材料
数量
1
垫板
63×50×6
45
1
2
凸模固定板
63×50×15
45
1
3
卸料板
63×50×5
45
1
4
导料板
63×16×1
45
2
5.连接、紧固件的设计与选用
上模板固定螺钉:
选用内六角圆柱头螺钉,螺钉GB/T70.1—2000—M12X40
导料板固定螺钉:
选用内六角圆柱头螺钉,螺钉GB/T70.1—2000—M12X25
凹模板固定螺钉:
选用内六角圆柱头螺钉,螺钉GB/T70.1—2000—M12X75
上模定位销:
采用圆柱销:
GB/T119—200A12X55
下模定位销:
采用圆柱销:
GB/T119—200A10X60
模柄止转销:
采用圆柱销:
GB/T119—200M10X25
导料板定位销:
采用圆柱销:
GB/T119—200A8X25
1导套
2上模板
3螺钉
4模柄
5限位钉
6垫板
7凸模
8凸模固定板
9卸料板
10导料板
11凹模
12下模板
模具总装图
八、压力机的选择
压力机的标称压力F压必须大于或等于总冲压力Fz的(1.1—1.3)倍
选用J23—3.15型压力机,采用固定台式,工作尺寸为60×250mm,其最大闭合高度为125mm。
模具闭合高度为:
H模=上模板厚度+下模板厚度+凸模固定板厚度+
凹模板厚度+导料板厚度+垫板厚度+卸料板厚度+安全距离=20+25+15+20+10+6+5+10=121mm。
满足闭合高度要求。
因此所选压力机满足要求。
九、
结束语
在一周不到的时间里,我们进行了冲压工艺及模具设计这门课程的课程设计。
回顾起此次冲压模具的课程设计,我感慨颇多。
的确,从选题到完成设计,从理论到实践,在短暂的时间里,可以说是苦多于甜,但是可以学到很多很多的东西,不仅巩固的以前所学的知识,而且学到了很多在书本上没有遇到过的知识。
这次课程设计刚开始时,由于理论知识的不足,在加上平时没有什么设计经验,有些手忙脚乱,不知从何入手。
在老师的谆谆教导,和同学的热情帮助下,我找到了信心。
现在想想其实课程设计的每一天都是很累的,其实正向老师说的一样,模具设计并不简单,你想简单的复制或自己胡乱蒙上几个数据骗骗老师都是行不通的,因为你的每一个数据都是有出处的,绝对不是空想能想出来的。
每当有一个问题得到解决的时候,就觉得很高兴,可是问题还是会不断的涌现出来,在整个设计的过程中,可以说是困难重重。
虽然现在,种种困难我都已经克服,但是还是难免有些疏忽和遗漏的地方,完美总是可望而不可求的。
不再同一个地方跌倒两次才是最重要的。
抱着这样的心理,我一步步走了过来,最终完成了我的任务。
这次的课程让我对冲压工艺及模具的设计有了更加深入的了解,尤其是在查阅资料的经验方面,受益尤多。
因为我们以后到了工作中的时候,就没有老师在指导你应该干什么了,必须靠自己的力量,主动的解决在工作中遇到的问题。
这就对我们自己搜集资料,通过各种渠道获取自己想要信息的能力提出了很高的要求。
而课程设计刚好锻炼了我们的这种能力。
因为在整个课程设计中,查阅到自己所需的资料可以说是一个很重要的组成部分。
他对我们搜集资料的能力的提升无疑是巨大的。
这次的课程设计我学到了很多的东西,这些东西对我以后的工作都有很大的帮助,我即将带着这笔巨大的财富开始自己的职业生涯,以积极的态度面对以后的学习和工作。
在这次课程设计的过程中,我得到了任课老师的悉心教导。
在冲压模具的设计和一些标准件的选择上,老师都给我提供了很多帮助,并解答了我的疑惑,指正了设计中的一些错误。
在此,我想对老师表达我最诚挚的敬意。
 升级会员
升级会员 