支撑架工艺设计与数控加工工艺卡.docx
《支撑架工艺设计与数控加工工艺卡.docx》由会员分享,可在线阅读,更多相关《支撑架工艺设计与数控加工工艺卡.docx(21页珍藏版)》请在冰豆网上搜索。
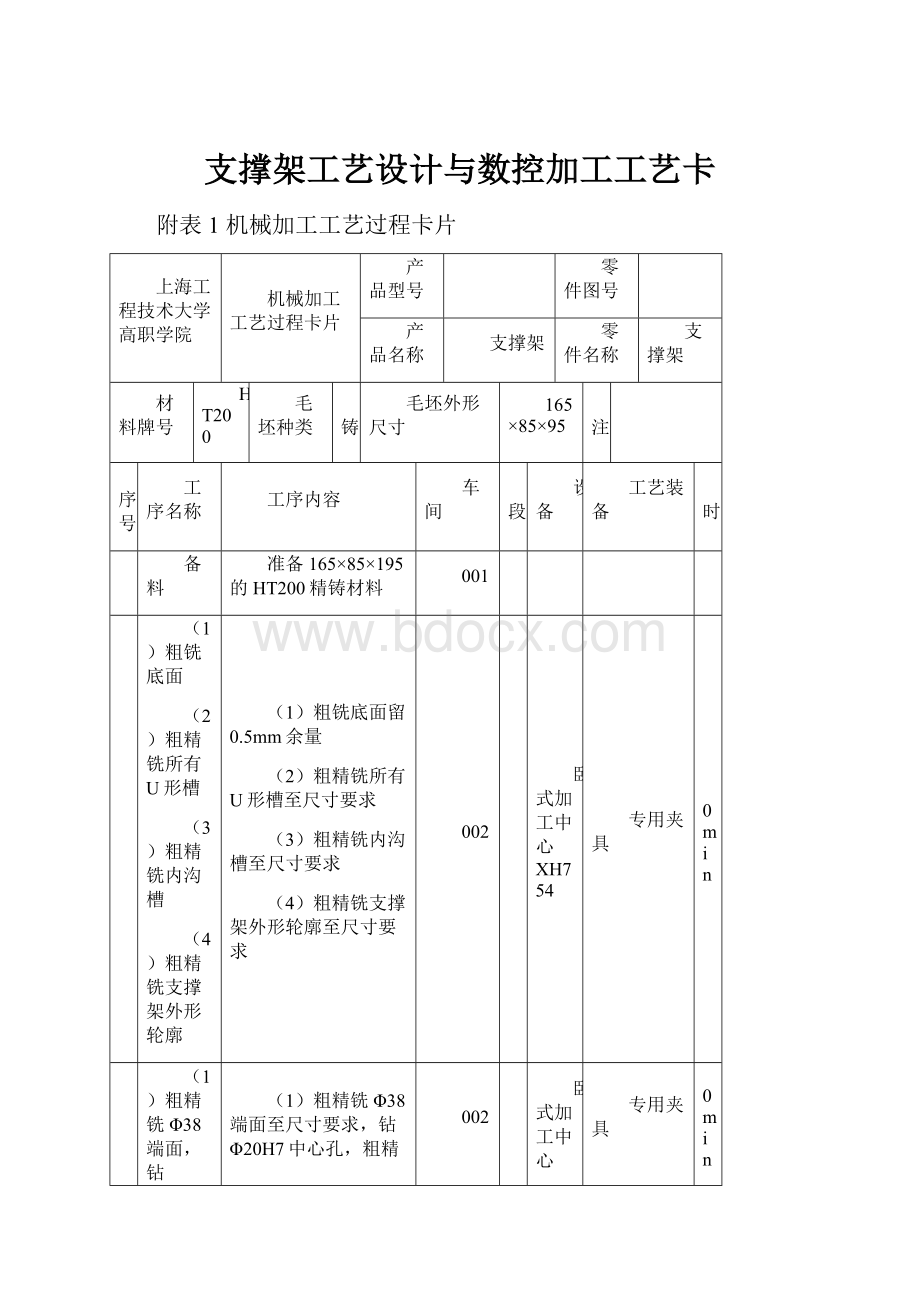
支撑架工艺设计与数控加工工艺卡
附表1机械加工工艺过程卡片
上海工程技术大学高职学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
1
备料
准备165×85×195的HT200精铸材料
001
2
(1)粗铣底面
(2)粗精铣所有U形槽
(3)粗精铣内沟槽
(4)粗精铣支撑架外形轮廓
(1)粗铣底面留0.5mm余量
(2)粗精铣所有U形槽至尺寸要求
(3)粗精铣内沟槽至尺寸要求
(4)粗精铣支撑架外形轮廓至尺寸要求
002
卧式加工中心XH754
专用夹具
20min
3
(1)粗精铣Φ38端面,钻Φ20H7中心孔,粗精钻镗Φ20H7孔并倒圆
(2)粗精铣Φ16端面及外圆,钻Φ8H8中心孔,粗精钻铰Φ8H8孔并倒圆
(1)粗精铣Φ38端面至尺寸要求,钻Φ20H7中心孔,粗精钻镗Φ20H7孔至尺寸要求并倒圆
(2)粗精铣Φ16端面及外圆至尺寸要求,钻Φ8H8中心孔,粗精钻铰Φ8H8孔至尺寸要求并倒圆
002
卧式加工中心XH754
专用夹具
20min
4
粗精铣A方向外形轮廓
粗精铣A方向外形轮廓至尺寸要求
002
卧式加工中心XH754
专用夹具
20min
编制
审核
共15页
第1页
附表2机械加工工艺过程卡片
上海工程技术大学高职学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
5
粗精铣B方向外形轮廓
粗精铣B方向外形轮廓至尺寸要求
002
卧式加工中心XH754
专用夹具
20min
6
氧化
7
尺寸检验
8
检查入库
编制
审核
共15页
第2页
附表3数控加工工序卡
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
2
卧式加工中心
XH754
0001
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
粗铣底面留0.5mm余量
T01
Φ50
游标卡尺
600
80
100
3.5
2
粗铣U形槽1距中心偏左60mm
T02
Φ8
游标卡尺
600
80
100
3.5
3
精铣U形槽1至尺寸要求
T03
Φ10
游标卡尺
750
90
80
0.5
4
粗铣U形槽2距中心偏右60mm
T02
Φ8
游标卡尺
600
80
100
3.5
5
精铣U形槽2至尺寸要求
T03
Φ10
游标卡尺
750
90
80
0.5
6
粗铣内沟槽留0.5mm余量
T04
Φ6
游标卡尺
600
80
100
3.5
7
精铣内沟槽至尺寸要求
T05
Φ8
游标卡尺
750
90
80
0.5
8
粗铣支撑架外形轮廓留0.5mm余量
T02
Φ8
游标卡尺
600
80
100
3.5
9
精铣支撑架外形轮廓至尺寸要求
T03
Φ10
游标卡尺
750
90
80
0.5
编制
审核
批准
共15页
第3页
附表4数控加工工序卡
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
卧式加工中心
XH754
0002
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
粗铣Φ38端面留0.5mm余量
T06
Φ20
游标卡尺
600
80
100
3.5
2
精铣Φ38端面至尺寸要求
T07
Φ30
游标卡尺
750
90
80
0.5
3
钻Φ20H7中心孔
T08
Φ3
游标卡尺
600
80
100
0.2
4
钻Φ20H7底孔至Φ15
T09
Φ15
游标卡尺
750
90
80
0.5
5
粗镗Φ20H7孔至Φ18
T10
Φ18
游标卡尺
600
80
100
3.5
6
半精镗Φ20H7孔至Φ19.6
T11
Φ19.6
游标卡尺
750
90
80
0.5
7
精镗Φ20H7孔至Φ20
T12
Φ20
游标卡尺
600
80
100
3.5
8
粗铣Φ16端面留0.5mm余量
T06
Φ10
游标卡尺
750
90
80
0.5
9
精铣Φ16端面至尺寸要求
T07
Φ20
游标卡尺
600
80
100
3.5
10
粗铣Φ16外圆留0.5mm余量
T02
Φ8
游标卡尺
750
90
80
0.5
11
精铣Φ16外圆至尺寸要求
T03
Φ10
游标卡尺
600
80
100
3.5
12
钻Φ8H8中心孔
T08
Φ3
游标卡尺
1000
100
100
0.2
13
钻Φ8H8底孔至Φ7.8
T13
Φ7.8
游标卡尺
900
100
80
0.2
14
铰Φ8H8孔
T14
Φ8
游标卡尺
100
50
50
0.2
编制
审核
批准
共15页
第4页
附表5数控加工工序卡
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
卧式加工中心
XH754
0003
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
粗铣A方向外形轮廓及圆角R10
T02
Φ8
游标卡尺
800
80
80
0.3
2
精铣A方向外形轮廓及圆角R10
T03
Φ10
游标卡尺
1000
120
100
0.2
编制
审核
批准
共15页
第5页
附表6数控加工工序卡
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
卧式加工中心
XH754
0004
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
粗铣B方向外形轮廓及圆角R10
T02
Φ8
游标卡尺
800
80
80
0.3
2
精铣B方向外形轮廓及圆角R10
T03
Φ10
游标卡尺
1000
120
100
0.2
编制
审核
批准
共15页
第6页
附表7数控加工刀具卡片
上海工程技术大学高职学院
数控加工刀具卡片
产品型号
零件图号
产品名称
零件名称
材料牌号
HT200
毛坯种类
毛坯外形尺寸
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
乳化液
数控加工
工步号
刀具号
刀具各称
刀具型号
刀片
刀尖半径
(mm)
刀柄型号
刀具
补偿量(mm)
备注
型号
牌号
直径/mm
刀长mm)
1
T01
Φ50硬质合金面铣刀
P10
BT40-M1-35
Φ50
T02
Φ8硬质合金立铣刀
P10
BT40-M1-35
Φ8
T03
Φ10硬质合金立铣刀
P10
BT40-M1-35
Φ10
T04
Φ6硬质合金立铣刀
P10
BT40-M1-35
Φ6
T05
Φ8硬质合金立铣刀
P10
BT40-M1-35
Φ8
T06
Φ20硬质合金立铣刀
P10
BT40-M1-35
Φ20
T07
Φ30硬质合金立铣刀
P10
BT40-M1-35
Φ30
T08
Φ3中心钻
P10
BT40-Z10-45
Φ3
T09
Φ15钻头
P10
BT40-M1-35
Φ15
编制
审核
批准
共15页
第7页
附表8数控加工刀具卡片
上海工程技术大学高职学院
数控加工刀具卡片
产品型号
零件图号
产品名称
零件名称
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
乳化液
数控加工
工步号
刀具号
刀具各称
刀具型号
刀片
刀尖半径
(mm)
刀柄型号
刀具
补偿量(mm)
备注
型号
牌号
直径/mm
刀长mm)
1
T10
Φ18镗刀
P10
BT40-M1-35
Φ18
T11
Φ19.6镗刀
P10
BT40-M1-35
Φ19.6
T12
Φ20镗刀
P10
BT40-M1-35
Φ20
T13
Φ7.8钻头
P10
BT40-M1-45
Φ7.8
T14
Φ8铰刀
P10
BT40-M1-35
Φ8
编制
审核
批准
共15页
第8页
附表9数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
02
铣底面
卧式加工中心
XH754
0001
专用夹具
乳化液
数控加工
附表10数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
02
卧式加工中心
XH754
0001
专用夹具
乳化液
数控加工
附表11数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
02
卧式加工中心
XH754
0001
专用夹具
乳化液
数控加工
附表12数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
02
卧式加工中心
XH754
0001
专用夹具
乳化液
数控加工
附表13数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
02
卧式加工中心
XH754
0002
专用夹具
乳化液
数控加工
附表14数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
支撑架
零件名称
支撑架
材料牌号
HT200
毛坯种类
精铸
毛坯外形尺寸
165×85×95
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
02
AB方向外形轮廓
卧式加工中心
XH754
0003
专用夹具
乳化液
数控加工
附录15数控加工程序
O0001;
G54G90;
M03S1000;
G0X-60.Y0;
Z10.;
G01Z-5.F100;
G41G01D1X-35.Y20.;
G01X30.Y20.;
G01X30.Y-20.;
G01X-30.Y-20.;
G01X-30.Y20.;
G40G01X-35.Y0;
Z50.;
G0X0.Y0;
G01X30.Y10.;
G01Z-15.F100;
G41G01D2X30.Y10.;
G01X35.Y10.;
Y-10.;
G03X25.Y-10.R5.;
G01X25.Y10.;
G03X35.Y10.R5.;
G01X35.Y-10.;
G40G01X35.Y-10.;
Z50.;
G01X-30.Y-10.;
G01Z-15.F100;
G41G01D2X-30.Y-10.;
G01X-35.Y-10.;
Y10.;
G03X-25.Y10.R5.;
G01X-25.Y-10.;
G03X-35.Y-10.R5.;
G01X-35.Y10.;
G40G01X-35.Y10.;
Z50.;
G0X0Y0;
M30;
O0002;
G55G90;
M03S1000;
G81X74.Y95.R4.Z-60.F100;
G81X0Y95.R4.Z-18.F100;
G80;
M30;
 升级会员
升级会员 