远威PD213Q345R40热处理0828.docx
《远威PD213Q345R40热处理0828.docx》由会员分享,可在线阅读,更多相关《远威PD213Q345R40热处理0828.docx(23页珍藏版)》请在冰豆网上搜索。
远威PD213Q345R40热处理0828
焊接工艺评定报告
焊接工艺指导书编号:
WD2-13
焊接工艺评定报告编号:
PD2-13
江苏远威重工有限公司
焊接工艺指导书
单位名称:
江苏远威重工有限公司
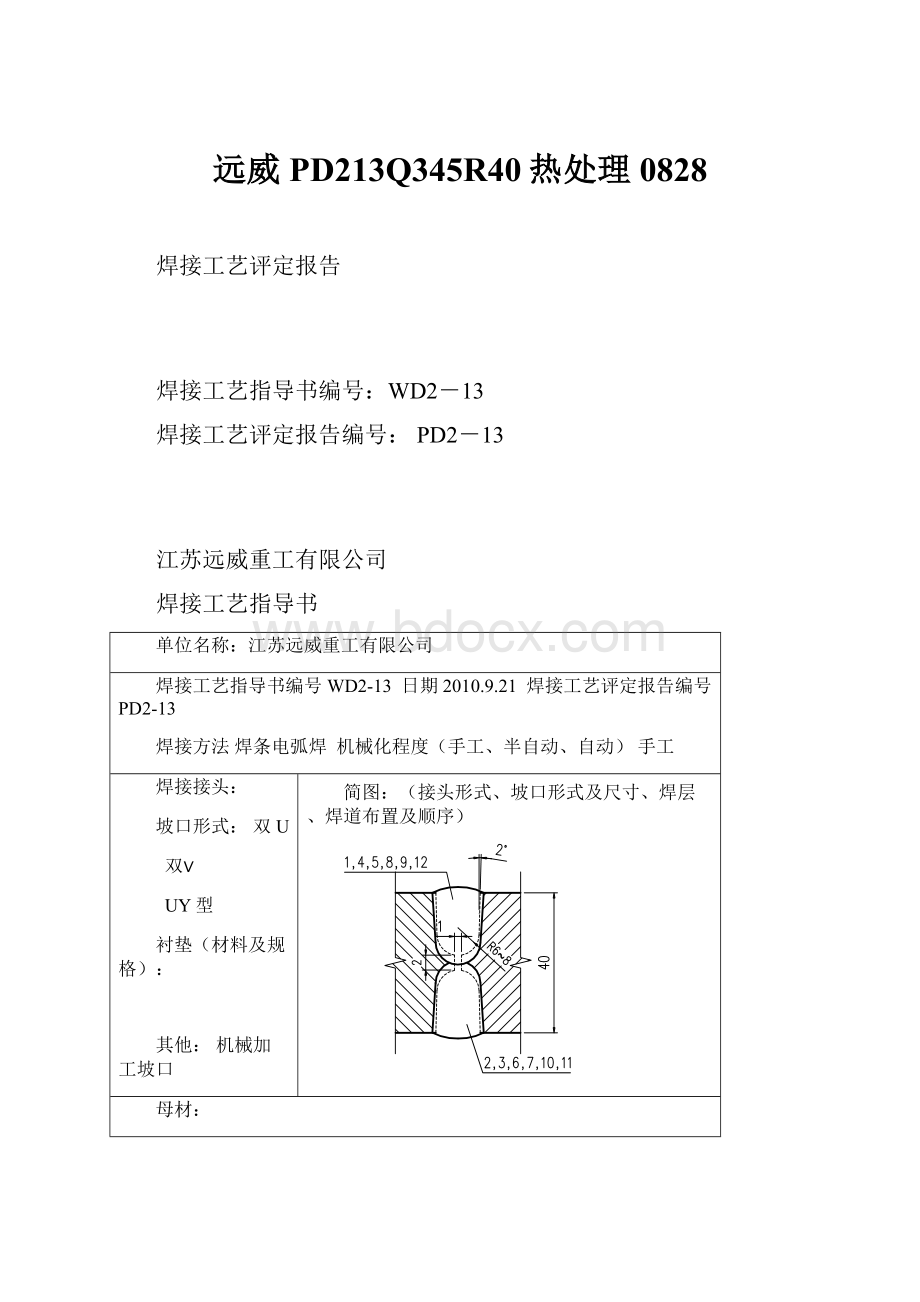
焊接工艺指导书编号WD2-13日期2010.9.21焊接工艺评定报告编号PD2-13
焊接方法焊条电弧焊机械化程度(手工、半自动、自动)手工
焊接接头:
坡口形式:
双U
双∨
UY型
衬垫(材料及规格):
其他:
机械加工坡口
简图:
(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序)
母材:
类别号II组别号II-1与类别号II组别号II-1相焊及标准号GB713-2008钢号Q345R与标准号GB713-2008钢号Q345R相焊
厚度范围:
母材:
对接焊缝30~200mm角焊缝不限
管子直径、壁厚范围:
对接焊缝管径不限、壁厚30~200mm角焊缝不限
焊缝金属厚度范围:
对接焊缝≤200mm角焊缝不限
其他:
适用于返修焊缝与补焊
焊接材料:
焊材类别
焊条
焊材标准
GB/T5117
填充金属尺寸(规格)
Ф5,Ф4
焊材型号
E5015
焊材牌号(钢号)
J507
其他
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其它:
焊接位置:
对接焊缝的位置:
平焊
焊接方向(向上、向下):
角焊缝位置:
焊接方向(向上、向下):
焊后热处理:
温度范围(℃)600~640
保温时间(h)2
预热:
预热温度(℃)(允许最低值)100
层间温度(℃)(允许最高值)400
保持预热时间
加热方式火焰
气体:
气体种类混合比流量(L/min)
保护气
尾部保护气
背面保护气
电特性:
电流种类:
直流极性:
反接
焊接电流范围(A):
160~220电弧电压(V):
22~27
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
定位焊
SMAW
J507
Ф4
反接
140~170
23~25
1
SMAW
J507
Ф4
反接
140~170
23~25
15~19
17
2
SMAW
J507
Ф4
反接
140~170
23~25
15~19
17
3~12
SMAW
J507
Ф5
反接
200~220
23~27
15~19
23.8
钨极类型及直径:
喷嘴直径(mm):
熔滴过度形式:
焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:
稍摆动摆动参数:
按操作需要
焊前清理和层间清理:
砂磨背面清根方法:
碳刨+打磨
单道焊或多道焊(每面):
多道单丝焊或多丝焊:
导电嘴至工件距离(mm):
锤击:
其他:
编制
审核
批准
日期
2010.9.11
日期
2010.9.11
日期
2010.9.11
焊接工艺评定记录卡
焊接工艺指导书编号
WD2-13
焊接方法
SMAW
焊接工艺评定报告编号
PD2-13
焊接位置
平焊
焊接接头简图:
基本材料
牌号
规格
入库号
Q345R
δ=40mm
BH0704
焊接材料
牌号
规格
烘干
温度
保温
时间
入库号
J507
Φ4
350℃
1h
HT07-03
J507
Φ5
350℃
1h
H106-006
焊接工艺参数
焊接方法
焊机
极性
层次
焊材牌号
直径
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
线能量(KJ/cm)
SMAW
直流
反接
定位焊
J507
φ4
160
25
SMAW
直流
反接
1
J507
φ4
170
25
15
17
SMAW
直流
反接
2
J507
φ4
170
25
15
17
SMAW
直流
反接
3~12
J507
φ5
220
27
15
23.8
其他参数
钨极直径
喷嘴直径
保护气体
气体流量
L/min
预热温度
100~140℃
层间温度
≥100℃
热处理温度
600~640℃
保温时间
2h
清根方法
碳刨+砂磨
摆动或不摆动
稍摆动
外观检查
对接焊缝宽度(mm)
正面:
30~32背面:
30~32
角焊缝焊角尺寸(mm)
对接焊缝余高(mm)
正面:
1~3背面:
1~3
角焊缝两焊脚差(mm)
焊缝表面质量:
(有无裂纹、气孔、咬边及成型情况等)
焊缝表面无裂纹、无气孔等缺陷,成形良好,结论合格。
焊工
检验员
记录
日期
2010.9.11
日期
2010.9.11
日期
2010.9.11
焊接工艺评定报告
单位名称:
X有限公司
焊接工艺评定报告编号:
PD2-13焊接工艺指导书编号:
WD2-13
焊接方法:
SMAW机械化程度(手工、半自动、自动)手工
接头简图:
(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:
GB713
钢号:
Q345R
类、组别号:
II-1与类、组别号:
II-1相焊
厚度:
40mm
直径:
其他:
焊后热处理:
温度范围(℃)600~640
保温时间(h)2
气体:
气体种类混合比流量(L/min)
保护气
尾部保护气
背面保护气
填充金属:
焊材标准:
GB/T5117
焊材牌号:
J507
焊材规格:
Φ5,Φ4
焊缝金属厚度:
40mm
其他:
电特性:
电流种类:
直流
极性:
反接
钨极尺寸:
焊接电流(A):
170,220
电流电压(V):
25,27
焊接位置:
对接焊缝位置:
平焊方向:
(向上、向下)
角焊缝位置:
方向:
(向上、向下)
技术措施:
焊接速度(cm/min):
15
摆动或不摆动:
稍摆动
摆动参数:
按操作需要
单道焊或多道焊(每面):
多道
单丝焊或多丝焊:
其他:
线能量23.8KJ/CM
预热:
预热温度(℃):
100~140
层间温度(℃):
≥100
其他:
拉伸试验试验报告编号:
LH-PD2-13
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
断裂载荷
(KN)
抗拉强度
(Mpa)
断裂部位
和特征
PD2-13-1
25.0
19.9
497.5
269
540
热影响区
PD2-13-2
25.1
20.1
504.5
275
545
热影响区
PD2-13-3
25.0
19.9
497.5
270
540
热影响区
PD2-13-4
25.1
20.1
504.5
275.5
545
热影响区
弯曲试验试验报告编号:
LH-PD2-13
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验结果
PD2-13-5
侧弯
10
40
180
合格
PD2-13-6
侧弯
10
40
180
合格
PD2-13-7
侧弯
10
40
180
合格
PD2-13-8
侧弯
10
40
180
合格
冲击试验试验报告编号:
LH-PD2-13
试样编号
试样尺寸
缺口类型
缺口位置
试验温度
(℃)
冲击吸功(J)
备注
PD2-13-9-1
10×10×55
V
焊缝
0
68
PD2-13-9-2
10×10×55
V
焊缝
0
59
PD2-13-9-3
10×10×55
V
焊缝
0
57
PD2-13-10-1
10×10×55
V
热影响区
0
71
PD2-13-10-2
10×10×55
V
热影响区
0
74
PD2-13-10-3
10×10×55
V
热影响区
0
63
金相检验(角焊缝):
根部:
(焊透、未焊透),焊缝:
(熔合、未熔合),焊缝、热影响区:
(裂纹、无裂纹)。
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
无损检验:
RT:
无裂纹,UT:
,
MT:
,PT:
。
其他:
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
分析表面或取样开始表面熔合线的距离(mm):
附加说明:
结论:
本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:
合格
焊工姓名
焊工代号
施焊日期
2010.9.11
编制
审核
批准
日期
2010.9.21
日期
2010.9.21
日期
2010.9.21
第三方检验
理化试验委托单BD1301-04
委托部门送检部门委托日期2010.9.16
材料牌号Q345R材料规格40mm
焊接方法SAW焊材牌号J507规格Φ4/Φ5mm
试件:
□原材料入库编号
□产品焊接试板产品编号
■焊接工艺评定试板评定编号PD2-13
检
验
内
容
检验
类别
检验项目
数量
检验验收
标准或备注
化学
分析
□C□Mn□Si□S□P□
□Cr□Ni□Ti□Nb□Mo□
GB/T223-2000
GB/T222-2006
拉伸
■Rm□Rel□A□Z
4
GB/T228-2002
弯
曲
□原材料弯曲D=a;ɑ=
GB/T232-1999
□面弯D=4a;ɑ=180
□背弯D=4a;ɑ=180
■侧弯D=4a;ɑ=180
4
冲
击
试验温度(℃)
0
GB/T229-2007
试样
尺寸
10×10×55(mm)
缺口
位置
■焊缝
3
■热影响区
3
硬度
□HB□HR□HV
金相
□宏观□微观□断口
晶间腐蚀
GB4334-2008
备注
委托人
焊接检验员
要求完成日期
2010年9月20日
试样加工单
BD1301-05
评定项目
拉伸、弯曲、冲击
节点简图:
厚:
S=40mm
评定编号
PD2-13
基本材料
焊接材料
牌号
规格
牌号
规格
Q345R
40mm
J507
Φ4/φ5
试
样
取
样
图
说明:
1.试件取样前经100%外观检验和100%探伤合格后方能裁取。
2.外观检验按“JB4708-2000”要求不得有裂纹。
3.无损探伤按“JB4730.2-05”不得有裂纹。
拉
力
试
样
图
说明:
1.焊缝两面的余高应加工至母材齐平,粗糙度要求为6.3;
2.试验按“GB/T228-2002”进行。
3.试样数量为4件。
S=40mm
侧
弯
试
样
图
说明:
1.焊缝两面的余高应加工至母材齐平,粗糙度要求为6.3;
2.试验方法按“GB/T232-1999”,D=4S,α=180°;
3.试样数量4件。
冲
击
试
样
图
说明:
1.试验方法按“GB/T229-2007”规定进行。
2.试样数量:
焊缝3件;热影响区3件。
10×10×55mm。
3.该表面距试板表面1~2mm。
备注
编制
审核
日期
2010.9.16
产品焊接试板力学性能检验报告
BD1301-03
委托部门
委托日期
2010.9.16
产品编号
PD2-13
报告编号
LH-PD2-13
板材牌号
Q345R
规格
40mm
试板状态
热处理后
焊材牌号
J507
规格
Φ4/Φ5mm
拉伸试验(GB/T228-2002)
试样编号
试样宽度
mm
试样厚度
mm
横截面积
mm2
断裂载荷
KN
抗拉强度
Mpa
断裂部位
试验结论
PD2-13-1
25.0
19.9
497.5
269
540
热影响区
合格
PD2-13-2
25.1
20.1
504.5
275
545
热影响区
合格
PD2-13-3
25.0
19.9
497.5
270
540
热影响区
合格
PD2-13-4
25.1
20.1
504.5
275.5
545
热影响区
合格
弯曲试验(GB/T232-1999)
试样号
试样
类别
试样厚度(mm)
弯心直径(mm)
支座距离(mm)
弯曲角度(°)
试验结论
PD2-13-5
侧弯
10
40
63
180
合格
PD2-13-6
侧弯
10
40
63
180
合格
PD2-13-7
侧弯
10
40
63
180
合格
PD2-13-8
侧弯
10
40
63
180
合格
冲击试验(GB/T229-2007)
试样号
试样尺寸mm
缺口
类型
缺口位置
试验温度(℃)
冲击功(J)
试验结论
PD2-13-9-1
10×10×55
V
焊缝
0
68
合格
PD2-13-9-2
10×10×55
V
焊缝
0
59
合格
PD2-13-9-3
10×10×55
V
焊缝
0
57
合格
PD2-13-10-1
10×10×55
V
热影响区
0
71
合格
PD2-13-10-2
10×10×55
V
热影响区
0
74
合格
PD2-13-10-3
10×10×55
V
热影响区
0
63
合格
试验结论
本试验按JB4708-2000规定检测。
各项指标符合规定要求,结论为:
合格
试验员:
审核:
日期:
2010.9.20
焊接工艺评定试件下料及焊接示意图
工艺评定编号
PD2-13
焊接方法
焊条电弧焊SMAW
试件材料
焊接材料
材质
规格mm
数量
入库号
材质
规格mm
入库号
Q345R
-40x120x500
2
J507
Φ4
J507
Φ5
焊缝拼接示意图:
坡口加工示意图:
说明:
1.试板要求平整,并做材料标记移植;
2.坡口按图加工;
3.坡口表面粗糙度Ra≤12.5,其余为25。
焊接程序说明:
1.坡口采用机加工;2、清理、组对、点固,焊前预设反变形或拘束,防止角变形(<5°);3.按焊接工艺指导书施焊;4.焊后检查外观质量,委托无损探伤,RT100%无裂纹为合格;热处理;5.填写好焊接工艺评定记录卡;6.理化试验。
编制
审核
日期
2010.9.11
无损检测委托单
BD1201-01
产品名称
工艺评定
产品编号
PD2-13
产品规格
40mm
材质
Q345R
焊缝编号
S
坡口形式
双U
焊接方法
SMAW
焊缝长度
(mm)
500
焊工号
检测方法
和比例
RT
100%
评定标准和
合格级别
JB/T4730.2-2005无裂纹、可取样
检测部位示意图:
PD2-13
外观检验
结论
合格
检验员
焊接检验员
日期
2010年9月12日
附射线报告
热处理工艺卡
产品名称
工艺评定
产品编号
PD2-12
材料牌号
Q345R
材料规格
δ=16
处理前状态
焊后
零部件图号
热处理类别
加热设备
加热速度(℃/h)
加热温度(℃)
保温时间(h)
冷却方法
消除应力热处理
油炉或箱式电炉
400℃后50~200
620±20
4
≤400℃后出炉空冷
热处理曲线:
620±20℃
要求说明:
1.焊件入炉时炉内温度不得高于400℃。
2.焊件入炉时应垫平、垫稳、垫高。
3.焊件升温至400℃后加温速度应为50~200℃/h。
4.升温时,加热区内任意5m内的温差应小于120℃。
5.焊件保温期间,加热区内最高与最低温差应小于65℃。
6.升温和保温期间应控制加热区气氛,防止焊件表面氧化。
7.炉温高于400℃时,降温速度应为80~250℃/h。
8.焊件出炉时,炉温不得高于400℃,出炉后应在静止的空气中冷却。
9.热处理过程中应有温度曲线连续记录。
10.热处理结束应有热处理报告。
编制
日期
2010.9.11
审核
日期
2010.9.11
附热处理报告、曲线
BD1002-04
焊缝检验记录表
Checkrecordofwelding
产品名称
工艺评定
共页
产品编号
PD2-13
第页
焊缝
编号
焊接
方法
层次
焊接规范
焊材
焊工
日期
外观质量
返修记录
检验员
日期
电流
A
电压
V
焊速
m/h
牌号
规格
入库号
接头
型式
表面质量
焊缝高
咬
边
PD2-13
SMAW
1
140~170
23~25
15~19
J507
Ф4
SMAW
2
140~170
23~25
15~19
J507
Ф4
9.11
对接
合格
1.2
无
9.11
SMAW
3-12
200~220
23~27
15~19
J507
Ф5
 升级会员
升级会员 