中级数控车床工的全面练习图纸评分表和完整程序.docx
《中级数控车床工的全面练习图纸评分表和完整程序.docx》由会员分享,可在线阅读,更多相关《中级数控车床工的全面练习图纸评分表和完整程序.docx(44页珍藏版)》请在冰豆网上搜索。
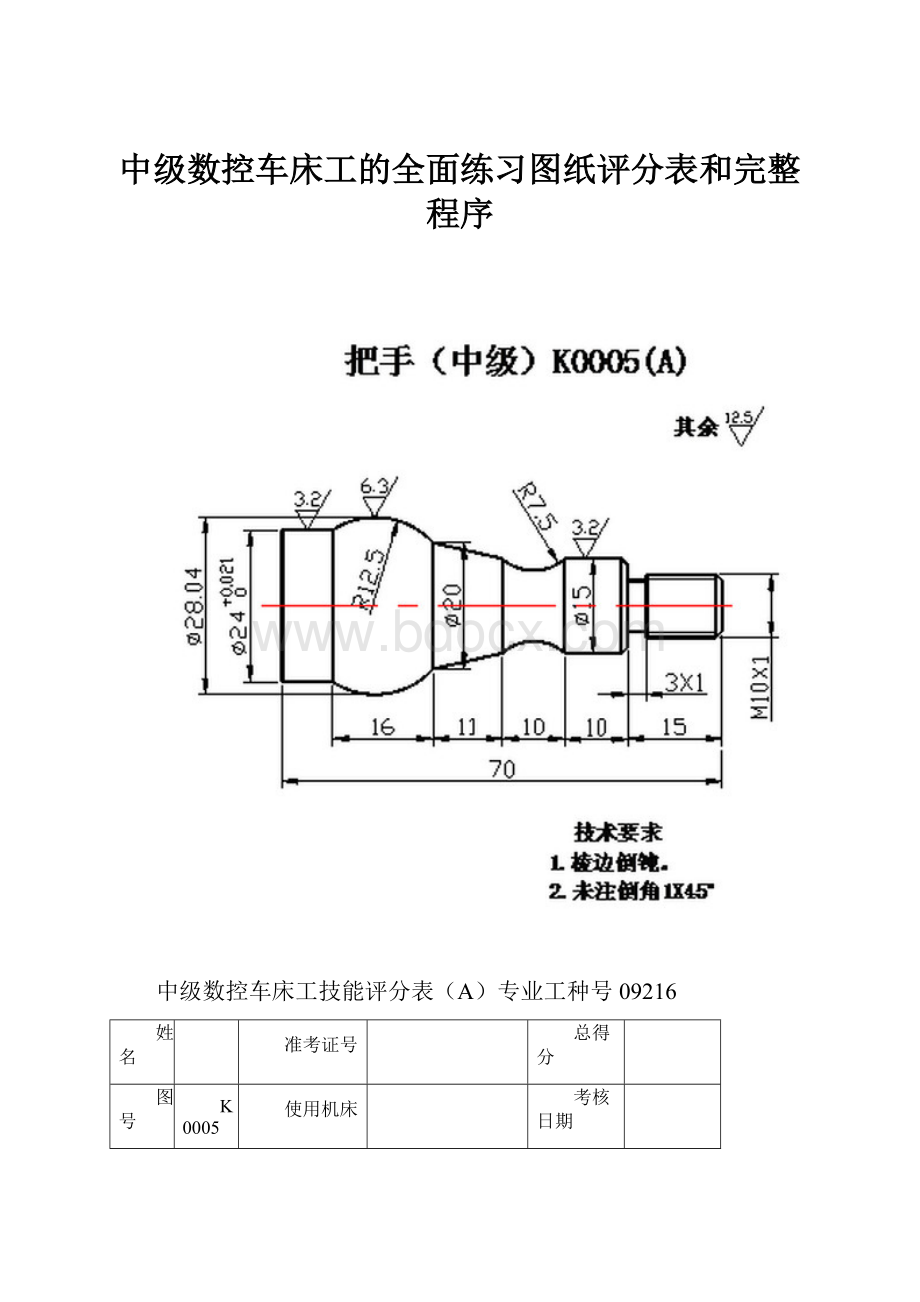
中级数控车床工的全面练习图纸评分表和完整程序
中级数控车床工技能评分表(A)专业工种号09216
姓名
准考证号
总得分
图号
K0005(A)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø24+0.021
IT
10
超差0.01扣3分
2
Ra
4
降一级扣2分
3
Ø15
IT
8
超差0.02扣3分
4
Ra
4
降一级扣2分
5
Ø28
IT
6
超差0.02扣3分
6
退刀槽
3×1
Ø8
4
超差0.05扣2分
7
宽3
4
超差0.05扣2分
8
长度
70
IT
4
超差0.05扣2分
9
15
IT
4
超差0.05扣2分
10
球面
R12.5
12.5
12
超差0.02扣2分
11
Ra
2
降一级扣2分
12
螺纹
M10×1
M10
12
不合格不得分
13
Ra
2
降一级扣2分
14
锥度
Ø20/Ø
15×11
Ra
4
降一级扣2分
15
内球面
R7.5
IT
8
超差0.02扣2分
16
Ra
2
降一级扣2分
17
圆弧圆锥连接光滑程度
10
酌情扣分
18
19
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
90分钟后尚未开始加工则终止考试;150min后,每超过1分钟扣1分,180min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(B)专业工种号09216
姓名
准考证号
总得分
图号
K0003(B)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø28-0.02
IT
15
超差0.01扣3分
2
Ra
4
降一级扣2分
3
长度
70
IT
8
超差0.02扣2分
4
18
IT
8
超差0.05扣2分
5
球面
R82
R82
15
超差0.02扣3分
6
Ra
10
降一级扣5分
7
左右端面
倒角1×45º
4
一边未倒扣2分
8
两端面
Ra
8
降一级扣2分
9
内螺纹
G1/2
G
18
不合格不得分
10
Ra
2
降一级扣2分
11
圆弧圆锥连接光滑程度
8
酌情扣分
12
13
14
15
16
17
18
19
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(C)专业工种号09216
姓名
准考证号
总得分
图号
K0002(C)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø33+0.021
IT
16
超差0.01扣3分
2
Ra
4
降一级扣2分
3
内孔
Ø25
IT
10
超差0.02扣2分
4
Ra
2
降一级扣2分
5
左端面
Ra3.2
Ra
6
降一级扣2分
6
长度
33
IT
6
超差0.05扣2分
7
4
IT
4
超差0.05扣2分
8
13
IT
4
超差0.05扣2分
9
球面
R35
R35
12
超差0.02扣2分
10
Ra
4
降一级扣2分
11
内螺纹
M20×1.5
M20
16
不合格不得分
12
Ra
2
降一级扣2分
13
锥度
8º
Ra
4
降一级扣2分
14
角度
10
超0.1º扣2分
15
16
17
18
19
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(D)专业工种号09216
姓名
准考证号
总得分
图号
K0006(D)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø35+0.021
IT
12
超差0.01扣3分
2
Ra
2
降一级扣2分
3
Ø20-0.025
IT
10
超差0.01扣3分
4
Ra
2
降一级扣2分
5
Ø18+0.021
IT
10
超差0.01扣3分
6
Ra
2
降一级扣2分
7
外圆
Ø15
IT
8
超差0.02扣2分
8
Ra
2
降一级扣2分
9
长度
32
IT
4
超差0.05扣2分
10
15
IT
4
超差0.05扣2分
11
6
IT
4
超差0.05扣2分
12
内圆
Ø30
IT
6
超差0.02扣2分
13
Ra
2
降一级扣2分
14
螺纹
M20×1.5
M20
12
不合格不得分
15
Ra
2
降一级扣2分
16
锥度
Ø35/Ø27
×14
Ra
6
降一级扣2分
17
18
形位公差
同心度Ø0.015
8
超差0.01扣2分
19
左右端面
Ra3.2
4
降一级扣2分
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(E)专业工种号09216
姓名
准考证号
总得分
图号
K0004(E)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø28+0.021
IT
12
超差0.01扣3分
2
Ra
4
降一级扣2分
3
内孔
Ø14+0.035
IT
12
超差0.01扣3分
4
Ra
4
降一级扣2分
5
Ø20
IT
10
超差0.02扣2分
6
Ra
2
降一级扣2分
7
右端面
Ra3.2
Ra
4
降一级扣2分
8
长度
30
IT
6
超差0.05扣2分
9
10
IT
6
超差0.05扣2分
10
球面
R10
R10
12
超差0.02扣2分
11
Ra
2
降一级扣2分
12
内螺纹
M24×1.5
M24
16
不合格不得分
13
Ra
2
降一级扣2分
14
形位公差
同心度Ø0.015
8
超差0.01扣2
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(F)专业工种号09216
姓名
准考证号
总得分
图号
K0020(F)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø34-0.025
IT
12
超差0.01扣3分
2
Ra
4
降一级扣2分
3
内孔
Ø24+0.021
IT
12
超差0.01扣3分
4
Ra
2
降一级扣2分
5
Ø15+0.018
IT
12
超差0.01扣3分
6
Ra
2
降一级扣2分
7
退刀槽
4×1.5
4
超差0.05扣2分
8
4
超差0.05扣2分
9
长度
65
IT
4
超差0.05扣2分
10
45
IT
4
超差0.05扣2分
11
15
IT
4
超差0.05扣2分
12
螺纹
M30×1.5
M30
16
不合格不得分
13
Ra
2
降一级扣2分
14
锥度
1:
10
Ra
4
降一级扣2分
15
角度
6
超0.1°扣2分
16
右端面
Ra3.2
4
降一级扣2分
17
两边倒角
1×45°
4
一边未倒扣2分
18
19
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(G)专业工种号09216
姓名
准考证号
总得分
图号
K0021(G)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø28-0.016
IT
12
超差0.01扣3分
2
Ra
2
降一级扣2分
3
Ø26-0.013
IT
10
超差0.01扣3分
4
Ø32
IT
8
超差0.02扣2分
5
Ra
2
降一级扣2分
6
退刀槽
Ø20
Ø20
4
超差0.02扣2分
7
宽4
4
超差0.05扣2分
8
长度
14
IT
4
超差0.05扣2分
9
16
IT
4
超差0.05扣2分
10
4
IT
4
超差0.05扣2分
11
球面
SØ34
IT
12
超差0.02扣2分
12
Ra
2
降一级扣2分
13
螺纹
M24×1.5
M24
16
不合格不得分
14
Ra
2
降一级扣2分
15
锥度
5°
Ra
4
降一级扣2分
16
角度
6
超0.1°扣2分
17
右端面
Ra3.2
4
降一级扣2分
18
19
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(H)专业工种号09216
姓名
准考证号
总得分
图号
K0022(H)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø30-0.021
IT
12
超差0.01扣3分
2
Ra
4
降一级扣2分
3
Ø34
IT
10
超差0.02扣2分
4
Ra
4
降一级扣2分
5
Ø28
IT
8
超差0.02扣2分
6
Ra
4
降一级扣2分
7
内孔
Ø16+0.027
IT
10
超差0.01扣3分
8
Ra
4
降一级扣2分
9
内圆
Ø24
IT
8
超差0.02扣2分
10
Ra
2
降一级扣2分
11
长度
64-0.05
IT
4
超差0.02扣2分
12
14±0.021
IT
4
超差0.02扣2分
13
13
IT
4
超差0.02扣2分
14
内螺纹
M20×1.5
M20
16
不合格不得分
15
Ra
2
降一级扣2分
16
右端面
Ra3.2
4
降一级扣2分
17
18
19
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(I)专业工种号09216
姓名
准考证号
总得分
图号
K0023(I)
使用机床
考核日期
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
外圆
Ø34-0.016
IT
12
超差0.01扣3分
2
Ra
4
降一级扣2分
3
Ø30-0.016
IT
10
超差0.01扣3分
4
内圆
Ø25+0.025
IT
10
超差0.01扣2分
5
Ra
4
降一级扣2分
6
外圆锥
Ø30/5°
Ra
2
降一级扣2分
7
角度
8
超0.1°扣2分
8
长度
57
IT
4
超差0.05扣2分
9
15
IT
4
超差0.05扣2分
10
深度
16
IT
4
超差0.05扣2分
11
10
IT
4
超差0.05扣2分
12
内圆锥
Ø24/5°
Ra
2
降一级扣2分
13
角度
8
超0.1°扣2分
14
内螺纹
M20×1.5
M20
14
不合格不得分
15
Ra
2
降一级扣2分
16
左右端面
Ra3.2
角度
4
降一级扣2分
17
宽5槽沟
两侧面Ra3.2
4
降一级扣2分
18
19
20
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过10分
21
其他项目
一般按照GB1804-M。
螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。
扣分不超过10分
工件必须完整,考件局部无缺陷(夹伤等)。
22
程序编制
程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。
扣分不超过25分
23
加工时间
75分钟后尚未开始加工则终止考试;120min后,每超过1分钟扣1分,150min时,停止考试。
记录
评分
监考
主考
中级数控车床工技能评分表(J)专业工种号09216
姓名
准考证号
总得分
图号
K0024(J)
使用机床
考核日期
序号
考
 升级会员
升级会员 