连杆盖工序卡.docx
《连杆盖工序卡.docx》由会员分享,可在线阅读,更多相关《连杆盖工序卡.docx(13页珍藏版)》请在冰豆网上搜索。
连杆盖工序卡
华侨大学
机电及自动化学院
工艺附图
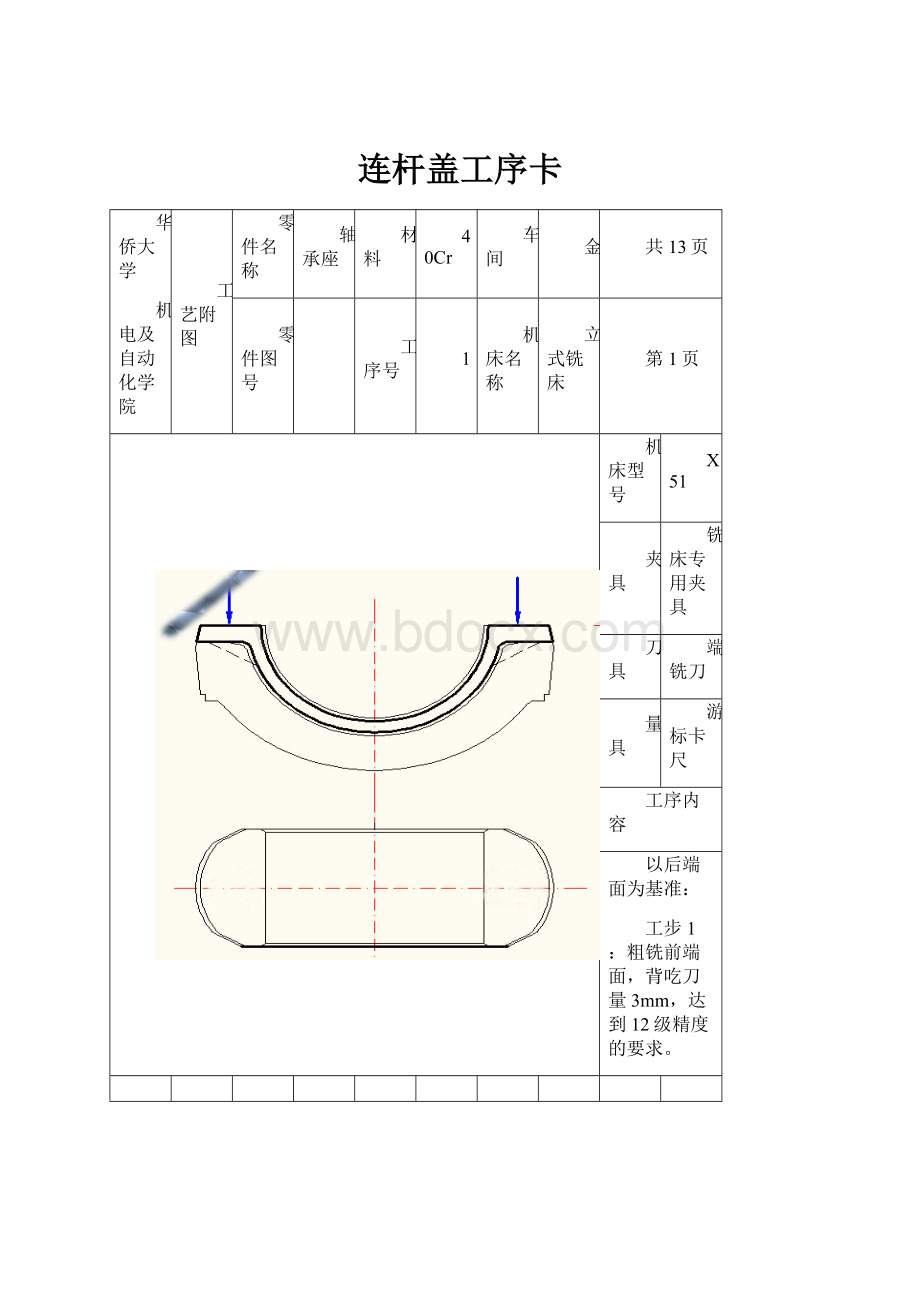
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
1
机床名称
立式铣床
第1页
机床型号
X51
夹具
铣床专用夹具
刀具
端铣刀
量具
游标卡尺
工序内容
以后端面为基准:
工步1:
粗铣前端面,背吃刀量3mm,达到12级精度的要求。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
02
机床名称
立式铣床
第2页
机床型号
X51
夹具
铣床专用夹具
刀具
端铣刀
量具
游标卡尺
工序内容
以前端面为基准:
工步1:
粗铣后端面,背吃刀量3mm,达到12级精度的要求。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
03
机床名称
立式铣床
第3页
机床型号
X51
夹具
铣床专用夹具
刀具
端铣刀
量具
游标卡尺
工序内容
以后端面为基准:
工步1:
半精铣前端面,背吃刀量1mm,达到11级精度的要求。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
04
机床名称
立式铣床
第4页
机床型号
X51
夹具
铣床专用夹具
刀具
端铣刀
量具
游标卡尺
工序内容
以前端面为基准:
工步1:
半精铣后端面,背吃刀量1mm,达到11级精度的要求。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
05
机床名称
立式铣床
第5页
机床型号
X51
夹具
铣床专用夹具
刀具
端铣刀
量具
外径千分尺
工序内容
以后端面为基准:
工步1:
精铣前端面,背吃刀量0.5mm,达到8级精度的要求。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
06
机床名称
立式铣床
第6页
机床型号
X51
夹具
铣床专用夹具
刀具
端铣刀
量具
外径千分尺
工序内容
工步1:
精铣后端面,背吃刀量0.5mm。
保证表面粗糙度为3.2,
精度等级8级。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
07
机床名称
立式铣床
第7页
机床型号
X51
夹具
铣床通用夹具
刀具
端铣刀
量具
游标卡尺
工序内容
工步1:
粗铣结合面,背吃刀量3mm。
工步2:
半精铣结合面,背吃刀量1mm。
工步3:
精铣结合面,背吃刀量0.5mm。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
08
机床名称
摇臂钻床
第8页
机床型号
Z3025
夹具
钻床通用夹具
刀具
麻花钻
量具
游标卡尺
工序内容
工步1:
钻Φ18.5的通孔。
工步2:
倒45º的倒角。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
09
机床名称
坐标镗床
第9页
机床型号
T4120B
夹具
镗床通用夹具
刀具
镗刀,倒角刀
量具
游标卡尺,内径千分尺
工序内容
工步1:
粗镗深12mm的孔至Φ21mm,背吃刀量1.25mm,达到12级精度的要求。
工步2:
半精镗孔至Φ22.8mm,背吃刀量0.9mm,达到11级精度的要求。
工步3:
精镗孔至Φ22.94mm,背吃刀量0.07mm,达到8级精度的要求。
工步4:
到45º和60º的角,如图所示。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
10
机床名称
金刚镗床
第10页
机床型号
T740
夹具
镗床通用夹具
刀具
金刚石镗刀
量具
塞规
工序内容
工步1:
金刚镗孔至Φ23mm,背吃刀量0.03mm,达到7级精度的要求。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
11
机床名称
平面磨床
第11页
机床型号
M7112
夹具
磨床通用夹具
刀具
砂轮
量具
游标卡尺
工序内容
工步1:
精磨结合面,使表面粗糙度达到1.6,背吃刀量0.2mm。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
12
机床名称
卧式镗床
第12页
机床型号
T68
夹具
镗床通用夹具
刀具
镗刀,倒角刀
量具
游标卡尺,内径千分尺
工序内容
工步1:
连杆和盖合体,粗镗孔至Φ100mm,背吃刀量1.5mm。
工步2:
半精镗孔至Φ101.3的孔,背吃刀量0.65mm。
工步3:
精镗孔至Φ102,背吃刀量0.35mm,表面粗糙度达到1.6.
工步4:
倒2×45º的角。
华侨大学
机电及自动化学院
工艺附图
零件名称
轴承座
材料
40Cr
车间
金
共13页
零件图号
工序号
13
机床名称
立式铣床
第13页
机床型号
X51
夹具
铣床通用夹具
刀具
三面刃铣刀
量具
游标卡尺
工序内容
工步1:
铣削宽8mm的内沟槽,铣削深度15mm。
 升级会员
升级会员 