数控铣削加工金工实习教案.docx
《数控铣削加工金工实习教案.docx》由会员分享,可在线阅读,更多相关《数控铣削加工金工实习教案.docx(12页珍藏版)》请在冰豆网上搜索。
数控铣削加工金工实习教案
《数控铣加工编程设计》开放型实验指导书
南昌航空大学工训中心王辉
一、实验目的
1.熟悉数控铣床K714的基本操作。
2.熟悉二维图编程及刀补的应用。
3.掌握工具及工件的安装方法。
4.掌握FANUC数控系统编程方法。
二、实验设备
XKA714型数控床身铣床,5台,各类铣刀若干。
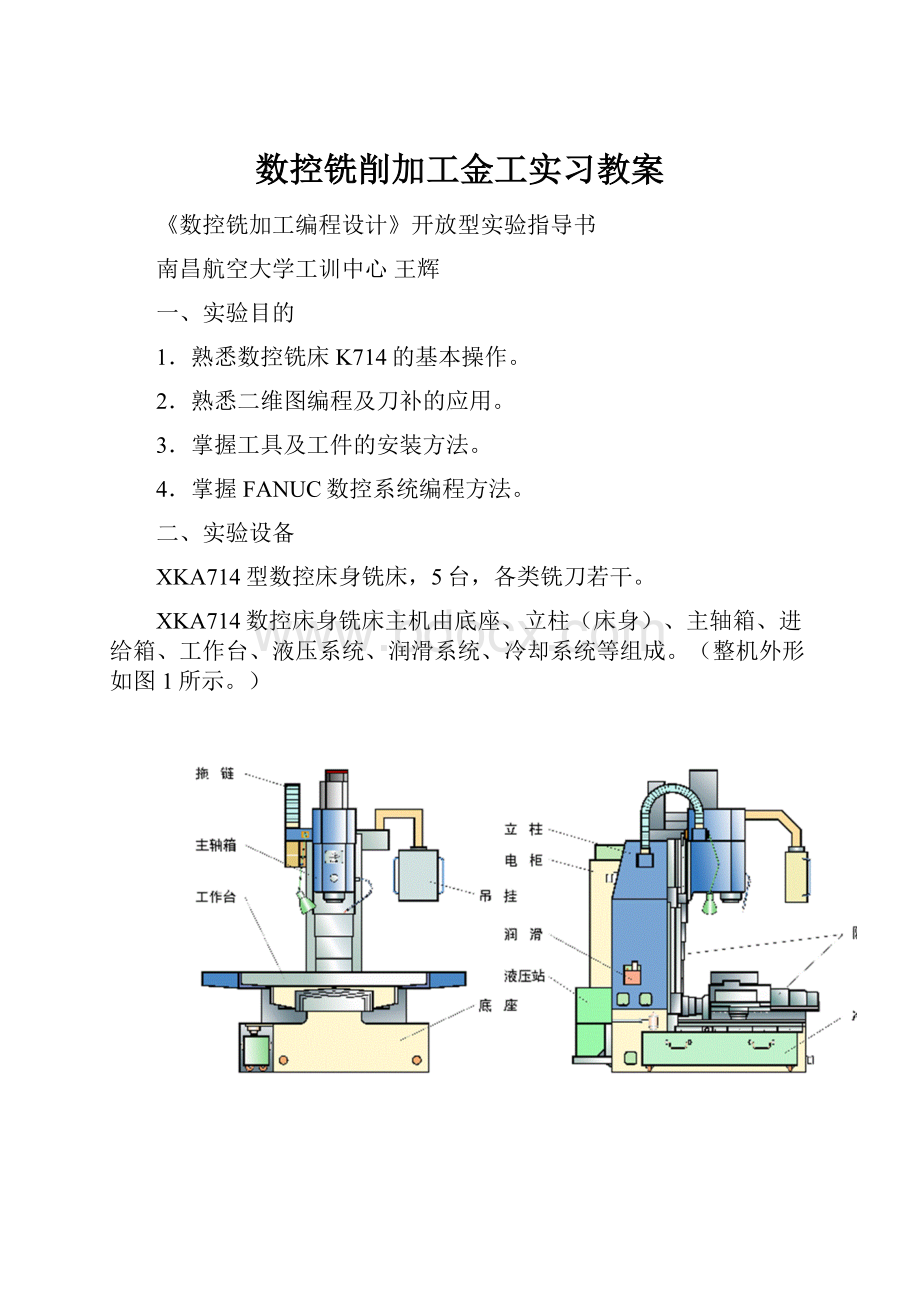
XKA714数控床身铣床主机由底座、立柱(床身)、主轴箱、进给箱、工作台、液压系统、润滑系统、冷却系统等组成。
(整机外形如图1所示。
)
图1
三、数控床身铣床系统的操作
(一)键盘说明:
MDI操作面板
1.MDI操作面板介绍:
(1)地址/数据键:
输入字母、数字或其它字符,EOB(程序段结束符)。
(2)光标移动键:
光标上下左右移动控制。
(3)换页键:
用于将屏幕显示的页面前后翻页控制。
(4)换档键:
有些键具有两个功能,按下此键可以在这两个功能之间进行切换。
(5)取消键:
按下此键可以删除最后一个进入缓存区的字符或符号。
(6)输入键:
按下此键可以键数据或字母输入到缓存区。
(7)帮助键:
当对MDI键的操作不明白时按下此键可以获得帮助。
(8)复位键:
按下此键可以使CNC复位或者取消报警等。
(9)编辑键:
按下此键进行程序编辑,用于(ALTER)替换、(INSERT)插入、(DELETE)删除。
(10)功能键:
用来选择将要显示的屏幕功能。
2.在MDI操作面板上有以下功能键:
(1)
按下此键以显示位置屏幕
此状态用于此状态用于显示XYZ的坐标位置。
(2)
按下此键以显示程序屏幕
此状态用于编辑、修改、删除零件加工程序。
(3)
按下这一键以显示图形屏幕
在屏幕上可以画出程序的刀具轨迹,通过观察屏幕上的轨迹,可以检查加工过程。
1.机床操作面板介绍:
急停开关,
程序编辑锁
进击倍率调节旋钮
主轴倍率调节旋钮
表示三个坐标轴
往正方向移动
往负方向移动
快速移动
(二)步骤为:
1、分析工件,编制工艺,并选择刀具,在草稿上编辑好程序。
2、打开FANUC0i-M数控铣床系统。
先把的电源送上后,再按“启动”
键,等系统准备好以后,再安“急停”开关
上的箭头方向把急停开关旋开。
(1)回零(回参考点)
在机床操作面板上选中
方式:
回零→
→
Z轴回零→
→
X轴回零→
→
Y轴回零→回零完毕。
(注意:
等回零指示灯亮了以后再选择其它轴回零)。
(2)程序输入
先在机床操作面板上点击
键再在MDI操作面板上点击
功能键,出现画面如下图所示:
再选择软件位中的“列表”键进入下图的状态,
输入程序号如O1111在MDI操作面板上点击
键进入下图的状态即可输入程序。
程序输入完毕后需检查程序,当程序输入有误时需进行修改。
(3)程序修改
程序输入完毕后,需检查程序输入的是否正确。
当程序输入有误时需进行修改.用ALTER键可以替换某个字符,用INSERT键可以插入某个字符,用DELETE键可以删除某个字符,用CAN键可以删除当前输入的信息,当程序输入正确后就要开始检查程序了。
通过图形模拟可以起到检查程序的作用。
(注意:
在进行图形模拟前先要把机床锁住,在机床操作面板上选中
“机床锁”和
“空运行”方式,然后再开始图形模拟。
)
3.图形模拟
在MDI面板上点击
“CSTM/GR”功能键进入下图,
再在软件位上点击图形,在机床操作面板上点击
“自动”方式再点击
“循环启动”方式开始图形模拟了。
通过图形显示的检查,程序没有错误就可以加工零件了。
(注意:
加工零件前必须先对刀。
)
4.对刀
在机床操作面板上点击
“点动”键进入手动模式→试碰工件左端面→用纸记下坐标(假设为-350)X轴对刀完毕。
如下图:
试碰工件后端面→用纸记下坐标(假设为-260)Y轴对刀完毕。
如下图:
试碰工件上表面→用纸记下坐标(假设为-150)Z轴对刀完毕。
如下图:
5.加工零件
在操作面板上点击
“自动”方式再点击
“循环启动”→程序将自动运行直至完毕。
(注意:
光标要指向程序的句首)
自动模式→
循环启动→程序将自动运行直至完毕。
四、实验内容与实验要求
1.熟悉数控铣床K714的操作方法。
2.熟悉加工零件图。
3.工艺分析。
4.编程及仿真加工。
5.加工出合格的零件。
6.完成实验报告。
 升级会员
升级会员 