经典的电子产品PFMEA资料共11页.docx
《经典的电子产品PFMEA资料共11页.docx》由会员分享,可在线阅读,更多相关《经典的电子产品PFMEA资料共11页.docx(24页珍藏版)》请在冰豆网上搜索。
经典的电子产品PFMEA资料共11页
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
现行预防
过程控制
频
度
(O)
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
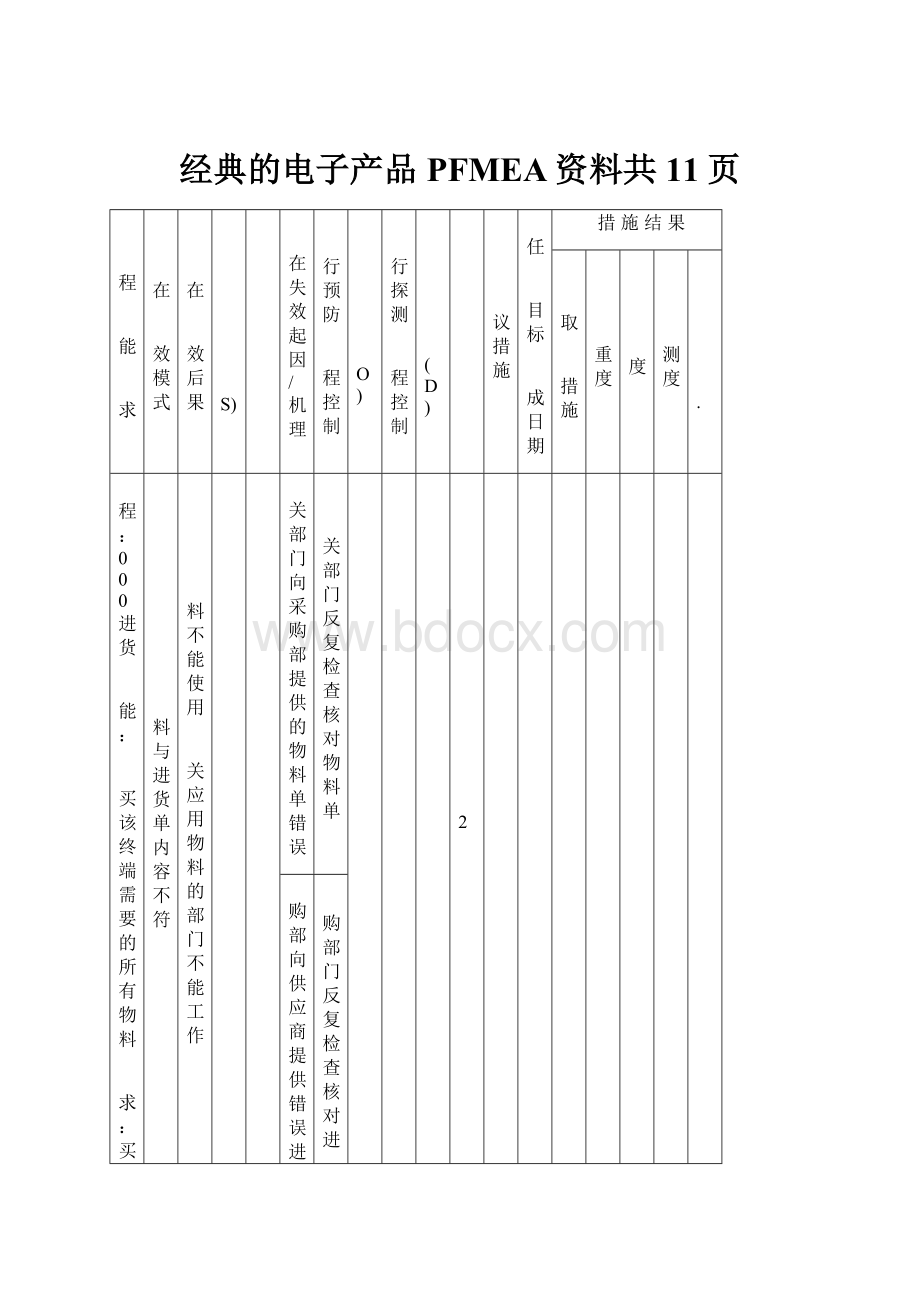
过程:
000进货
功能:
购买该终端需要的所有物料
要求:
买来的物料规格型号、数量正确、送货时间准确、器件性能满足设计要求
物料与进货单内容不符
物料不能使用
相关应用物料的部门不能工作
8
相关部门向采购部提供的物料单错误
相关部门反复检查核对物料单
3
3
72
无
采购部向供应商提供错误进货单
采购部门反复检查核对进货单
供应商提供的物料与进货单不符
选择可靠的供应商
物料到货不及时
物料不能及时使用
相关应用物料的部门延误工作
7
相关部门向采购部提供的物料单时间延误
相关部门及时提交物料单
63
采购部向供应商提供进货单时间延误
采购部门及时提交进货单
供应商发货时间延误
选择可靠的供应商
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
现行预防
过程控制
频
度
(O)
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
过程:
001进货检验
功能:
检查确认供应商提供的物料与进货单一致,保证物料质量可靠
要求:
物料规格、型号、数量准确、质量合格
没检
产品合格率未知、影响下道工序
6
检验员操作失误、工作不认真
对检验员进行培训和指导
3
3
54
无
检错
合格品判为不合格品
3
27
漏检
不合格品判为合格品
5
45
检验不及时
影响下到工序、影响生产进度
3
27
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
100
领料
功能:
从仓库领取生产所用物料。
确保物料规格/型号、数量准确。
要求:
确保物料规格/型号、数量准确。
领错料
物料错误,影响下道工序
4
1物料员疏忽
2没有与BOM、更新工程变更通知书(ECN)核对
3
培训教育物料员
至少安排两人进行物料确认、核对BOM和ECN
2
24
无
BOM、ECN描述错误
BOM制作人完成后由工程师核对所有内容
来料实物与料盘标识的描述不符
及时通知进货检验人员更换正确的物料
多领料
浪费资源
2
没有严格按照BOM进行领料
2
培训教育物料员
8
少领料
影响下道工序
4
12
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
110
装配(装转接板)
功能:
通过螺纹装配方式,实现SMA连接器与壳体的组装
要求:
插针完全推进没入插针孔,装配正确、牢固、不能错装、少装
插针折弯变形
转接板与壳体无法装配
影响下道工序
7
装配工操作失误
2
对装配工进行培训教育
《终端包装作业指导书》
至少安排两人进行互检
4
56
无
转接板放置方式错误、白色排查没有向上放置
电路板烧坏、终端功能失效
插针没有完全没入插针孔
转接板与壳体接触不良或没有接触
终端功能下降或功能失效
顾客不满意
没有用螺丝固定
转接板安装不牢固、松动,终端的抗震性和抗冲击性较差、影响终端质量
操作工忘记安装
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
110
装配(装SMA连接器)
功能:
通过不同的装配方
式,实现电路板、壳体、线束、SMA连机器的集总组装实现
要求:
装配正确、牢固、不能错装、少装
螺纹破坏
SMA连接器不能安装
影响下道工序
7
装配工硬性操作、操作失误
2
对装配工进行培训教育
《终端包装作业指导书》
至少安排两人进行互检
4
56
无
没有安装弹簧垫圈
SMA连接器安装转接板安装不牢固、松动,终端的抗震性和抗冲击性较差、影响终端质量
装配工忘记安装
少装
批退或客户退货
6
48
错装
终端部分功能失效
批退或客户退货
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
110
装配(装电路板)
功能:
通过螺纹装配方式,实现电路板、壳体、转接板、SMA连接器的组装。
要求:
装配正确、牢固、不能错装、少装
电路板放置方式错误
影响下道工序
7
装配工操作错误
2
对装配工进行培训教育
《终端包装作业指导书》
至少安排两人进行互检
4
56
无
两个SMA连接器的金属头与电路板上的两个焊点连接错误
影响客户使用
5
20
焊点不牢固
终端部分功能减弱或消失
客户不满意
电路板元器件受损
终端部分功能减弱或消失
客户不满意
7
4
56
没有用螺丝固定
安装不牢固、松动,终端的抗震性和抗冲击性较差、影响终端质量
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
110
装配(装外壳后盖)
功能:
通过螺纹装配方式,实现壳体的封闭安装
要求:
装配正确、牢固、密封性、防水好
没有放置密封圈
密封性不好、防水性差
客户不满意
5
装配工操作错误
2
对装配工进行培训教育
《终端包装作业指导书》
至少安排两人进行互检
4
40
无
没有用防水胶
防水性差
客户不满意
少螺丝
安装不牢固、松动,终端的抗震性和抗冲击性较差、影响终端质量
壳体螺丝孔破坏
螺丝安装方法错误、壳体损坏
影响下道工序
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
120
检测
功能:
通过进行外观、全功能、全性能的检验、确保产品质量符合客户要求。
要求:
检测全面、不漏测、不错测。
外观检查不全面、漏检
不良流出
4
1.检测员疏忽
2.检测员技能不足
3
1.培训教育检测员
2.技术人员提供检测作业指导书
至少安排两人进行互相检验
3
36
无
良品与不良品标识不清
不良品没有及时标示隔离
终端上有不良品标示
批退或客户投诉
5
不良品重检后没有及时撕掉不良标示
3
不良修补后集中放置、目测OK后再撕下不良标示
有由包装人员进行互检并重新确认
2
30
无
功能、性能检查不全面、漏检
功能、性能不良品流出
5
1.检测员疏忽
2.检测员技能不足技
3
1.培训教育检测员
2.技术人员提供检测作业指导书。
3.技术人员提供试验大纲
至少安排两人进行互相检验
3
45
无
重测、误测量率高
误判或不良流出
5
1.测试仪器不良
2.程序设置错误
3
1.注意测试仪器的定期检验
2.软件设计人员定期检查设置项
1.检测仪器维护记录
2.多于软件人员沟通
2
30
无
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
130
包装
功能:
把终端、外接天线、线束等配件、放入包装盒中。
要求:
包装正确、美观
包材用错
批退或客户投诉
5
领料时没有核对物料编码
3
1.使用前核对编码与BOM一致
2.至少安排两人进行互检
3
45
无
错装、混装
批退或客户投诉
7
包装工误操作
2
《终端包装作业指导书》
100%检验
3
42
数量少装
影响客户生产
外箱脏污、潮湿、擦伤
影响外观质量
6
3
36
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
140
功能:
成品入库
功能:
把包装好的产品存储到仓库中
要求:
排列整齐、标识清楚
入库单错
影响出货
4
作业员疏忽
3
作业员如实核对入库单每项内容
与仓管员双方确认
2
24
无
产品少数
客户投诉
4
1.包装人员疏漏装
3
员工包装时仔细确认包装的数量
3
36
2.仓管员疏忽
实行至少两人互检确认每箱的数量
产品叠放太高
影响搬运
4
仓管员不清楚包装堆放要求
2
培训教育仓管员
3
24
仓管员疏忽
仓库空间不够
仓库空间要满足需求
标识错误或没有标识
影响出货
4
仓管员疏忽
3
培训教育仓管员
加强仓库管理制度
3
36
过程
功能
要求
潜在
失效模式
潜在
失效后果
严
重
度
(S)
分
类
潜在失效起因/机理
频
度
(O)
现行预防
过程控制
现行探测
过程控制
探
测
度(D)
R
P
N
建议措施
责任
及目标
完成日期
措施结果
采取
的措施
严重度
频度
探测度
R
P
N.
过程:
200交付
功能:
把终端交给用户
要求:
包装完好、质量可靠、交付及时
包装损坏
产品损坏
6
搬运不当、堆放过高、摆放过紧
2
库房管理制度
轻拿轻放
4
48
无
交付延时
影响客户使用客户投诉
4
发货延时
4
精简发货流程、节省发货时间
发货前做好充分准备
2
32
交付错误
8
包装盒标识错误
2
至少两人互检
交付前做出厂检验
3
48
产品质量有问题
合格品与不合格品标识错误
 升级会员
升级会员 