钢丝胶带粘接方法及要求.docx
《钢丝胶带粘接方法及要求.docx》由会员分享,可在线阅读,更多相关《钢丝胶带粘接方法及要求.docx(11页珍藏版)》请在冰豆网上搜索。
钢丝胶带粘接方法及要求
钢丝绳芯带粘接操作规程
接头硫化是安装作业过程中决定胶带质量的最后一道重要工序。
在这一工序中,橡胶发生化学结构变化而提高了物理机械性能。
准确地掌握其技术条件,是保证接头强度和接头寿命的关键,硫化过程的技术条件主要也就是硫化的三要素,即硫化的温度、时间、压力。
硫化过程的技术条件控制得不严或不当,就会造成欠硫、过硫、脱层、起泡和重皮、皮带跑偏等质量缺陷,将给日后的运行和维护带来不良后果。
一、接头参数及操作要点
1、接头搭接,钢丝绳芯胶带接头搭接形式有一级、二级、三级和四级四种,其中前两者适用于钢丝绳根数少、直径小、间隙大的胶带,后两者适用于高、中强带。
选择接头形式要根据皮带的带型、带强、钢丝绳根数、钢丝绳直径、钢丝绳间距等诸多因素综合比较而定。
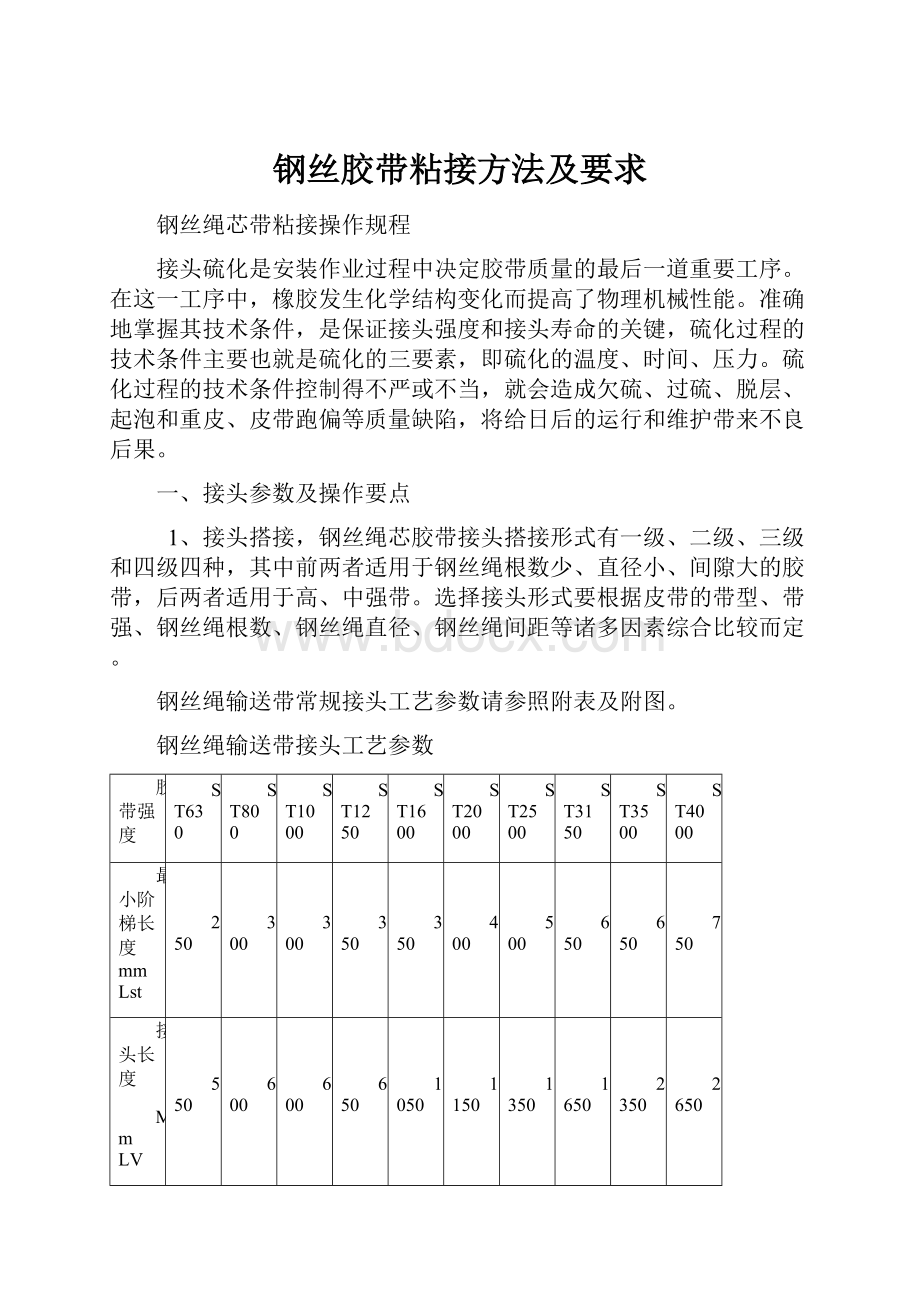
钢丝绳输送带常规接头工艺参数请参照附表及附图。
钢丝绳输送带接头工艺参数
胶带强度
ST630
ST800
ST1000
ST1250
ST1600
ST2000
ST2500
ST3150
ST3500
ST4000
最小阶梯长度mmLst
250
300
300
350
350
400
500
650
650
750
接头长度
MmLV
550
600
600
650
1050
1150
1350
1650
2350
2650
阶梯数
1
1
1
1
2
2
2
2
3
3
接头总长度
mmLV
650
700
700
750
1150
1250
1450
1750
2450
2750
实际接头长度mmLB
1200---
1400
1200---
1400
1200---
1400
1250---
1500
1600---
1900
1700---
2000
1900---
2100
2190---
2430
2450---
3130
3190---
3430
上盖胶厚度
mm
2.8
2.7
3.8
3.8
4.0
5.8
6.2
5.3
6.6
5.5
上盖胶厚度mm
2.8
2.7
3.8
3.8
4.0
3.8
4.2
5.3
6.6
5.5
芯胶厚度mm
3.2
3.5
3.6
3.6
3.5
4.0
4.3
5.0
3.8
5.0
皮带型号ST630—ST1000
一级接头
皮带型号ST1250—ST3150
二级接头
皮带型号ST4000
三级接头
为了提高接头硫化质量,保证接头两端不起皮不开口,防止水份及杂质渗入接头内部腐蚀钢丝绳,在开口线处的坡口一般做成阶梯状,以利胶料与母带牢固粘接,确保接头的强度及使用寿命。
2、硫化时间,在一定温度下以一定的时间硫化后,胶料的综合物理机械性能达到最高,使用寿命最长,此时的硫化程度是正硫化,硫化时间过长(工艺上称过硫)或过短(工艺上称欠硫),都会使胶接达不到性能要求。
3、硫化温度,硫化温度可以加快硫化速度,缩短硫化时间。
硫化温度每提高或降低10摄氏度,基本硫化时间可缩短1/2或延长1倍。
硫化温度一般140-150摄氏度为宜,温度过高会有损带芯强度或导致胶带内外硫化不均,过低则需时间长或硫化不彻底。
4、硫化压力,压力的作用在于使胶料紧密并充满模型,以提高钢丝绳的附着力和胶料的紧密程度以及接头的抗曲挠性能。
一般为1.8MPa左右,加压时应使压板两边同时受压,以保证胶带接头处受力均衡。
5、在选用胶带接头时,一般来说,应保证满足以下几个方面:
(1)接头强度应满足要求,并且达到胶带强度的90%以上。
(2)钢丝绳平均有效间距应大于钢丝绳直径的0.25倍。
(3)硫化设备应能满足硫化长度的需要,即接头应一次硫化成型。
(4)目前接头型式有斜口和垂直平口两种。
根据生产实践运行情况看,我们一般宜采用斜口型式。
二、操作方法
钢丝绳芯胶带接头硫化主要有以下几道工序:
安设硫化器(操作平台)、清理接头、找中、刷胶浆、铺下胶、摆绳、铺上胶、安装上加热板、紧固、加热、打压、计时、起模、修整。
(一)作业前准备
1、人员要求:
班前熟悉操作程序及工艺要求,四位一体、互联保到位,并有3--5名技术熟练工把关操作。
2、设备准备:
硫化器(电加热水冷却平板式硫化器)、660v和380v交流电源、配套硫化(自动/手动)控制开关、加压泵、加压泵控制开关。
3、材料准备:
面胶、芯胶、胶浆、120#汽油、白布、白铁皮、垫铁。
4、工具准备:
割刀6把、卡丝钳2把、活络扳手2把、棘轮式力矩扳手4把,电动钢丝刷1把、毛刷4把、清扫刷1把、钢丝剪2把、剥离钳4把、3m钢卷尺2个、1200mm直角尺1个、粉线盒1个、温度计6个、水桶1个、不锈钢面盆2个、橡胶手套6副、剪子2把、
电吹风1把,干粉灭火器2个等。
5、场地要求:
平整、宽阔、干净、无粉尘、空气干燥、有水源、有足够照明。
(二)硫化器安装:
1、 等距离水平放稳硫化器的二根工字钢底梁,摆放宽度要小于硫化器宽度(如果是斜角硫化器,底梁端按硫化机角度相互错落放置)。
2 、底梁两端的定位平台固定在工字钢底梁上,台面要与硫化加热板持平或略低于下加热板面5mm左右。
3、铝合金横梁按硫化板角度均匀摆放在底梁上。
将水压板放在横梁上,再在水压板上放置隔热木板,然后在隔热板上放置下加热板。
操作要点:
1、 安装硫化器时,注意相互照应,防止碰伤手脚、损坏设备。
2、 底梁放置要平、稳,硫化器加热板保持同一水平面,且中心线与皮带机中心线基本一致。
3、 辨清上、下硫化板,防止搞错。
4、 硫化器四周要留有便于操作活动的空间。
(三)接头的裁剥:
1、标出胶带中心线。
2、按照接头形式画接头线。
3、按照划线尺寸裁切输送带边胶,沿钢丝绳边缘剥离覆盖胶、芯胶,顺次抽出钢丝,注意保留过渡层芯胶。
(四)截绳、找中:
1、 将已经剥离好的前后两个待硫化的胶带接头钢丝绳整齐排列在硫化板 上,按接口要求长度用皮带夹具固定于硫化器两端的平台上。
2、 找出中心绳,按照搭接方式和搭接尺寸要求,在摆好的钢丝绳上划出截取记号,然后用钢丝剪逐根剪切。
注意:
最外边的两根钢丝绳要求全搭接,按最长剪切。
3、 钢丝绳裁剪完毕后,开始找皮带中心线,硫化器两侧各站三个人,二 人把关两端、一人把关中间。
先分别在母带接头处横向分别找出两个中点,再用粉线绳前后拉紧,通过调整皮带使两母带端四个中点处于同一直线后,将两端母带分别固定在硫化器两端的定位平台上,以防止皮带移位。
操作要点:
1、 截取钢丝绳时,应对钢丝绳逐一编号,认真核对,严防截错. 2、 找中时要精确测量、仔细调整,以防皮带跑偏。
(五)修整、打毛:
1 、修整钢丝绳头上的钢丝毛刺、多余残胶。
手工抽拉钢丝绳时,用力方向应与钢丝绳在同一水平面上,用力要均匀,严防钢丝绳扭曲、打圈。
用电动钢丝刷清除接头阶梯面的残留胶并打毛,注意避免发生檫亮打光或产生焦烧现象。
2、用两个不锈钢面盆,一个盛胶浆一个盛汽油,将已处理好的钢丝绳头及接头坡口用白布浸120#汽油擦洗干净。
3、待汽油挥发后,用毛刷蘸胶浆均匀地刷遍绳头和坡口,一般刷两至三遍为好。
每次要干透后才能涂下一次胶浆。
操作要点:
1、 用刀具修整绳头时要相互照应,防止划伤自己或他人;
2、 打磨钢丝绳时,所用刀具与钢丝绳之间的夹角应尽量小,严防刀具损伤钢丝绳;
3、 电动钢丝刷旋转前方严禁站人,防止飞屑伤人;
4、 在此整个过程中,严禁将水、油等脏物滴浸在钢丝绳及接口斜坡胶面上。
(六)涂胶、贴合:
1 、选一干燥清洁平整的位置,将下覆盖胶和芯胶展开,表面分别用汽油清洗干净一遍。
2、用毛刷蘸胶浆均匀涂刷两至三遍,晾干。
必要时可用电吹风加速风干。
3、 待覆盖胶和芯胶表面的胶浆溶剂挥发晾干后,将涂有胶浆的两个面相对粘合,备用。
贴合时应使胶带两边松紧适度一致,中心线对齐,从中间向两侧贴合,以利空气从两边逸出,贴合后,充分滚压,防止存积汽泡。
4、 如果需要增加横向配筋时,则把横向配筋两面清洗刷浆,然后贴合于覆盖胶与芯胶之间,并且配筋尺寸要小于接口尺寸30—50mm。
操作要点:
1、 贴合面如有水或其他污物,清除后方可贴合。
2、 若涂胶不干透或滚压不实,会产生汽泡和鼓包,导致粘合性能降低甚至硫化失败。
3、 贴合时要使覆盖胶和芯胶完全伸展,不得有皱褶,否则容易产生鼓包和汽泡。
(七)铺 胶 :
1、 待修整、涂胶等工作完毕后,清扫硫化板面,在下加热板接缝处放置一块200×0.5的铜皮或铁皮,再将耐温衬布铺于硫化器加热板上,然后将复合好的下胶平铺于硫化板上。
2、 按接头尺寸要求裁取面胶与粘合的芯胶,其长度应与两端接头坡口距离相等,宽度与原皮带宽度相等。
可用榔头或扳手敲击坡口使之与复合胶可靠粘接。
3、 裁剪时,芯胶两端要比覆盖胶短20--40mm为宜。
太长,胶料会被挤出母带坡口以上,使接头不平整并容易起皮;太短,会造成胶料填充不足、接头密度不够,达不到要求强度,影响接头质量。
4、 下胶铺设完毕后,用汽油擦洗芯胶面,然后涂两遍胶浆,胶浆充分挥发干后,开始摆绳。
(八)摆 绳:
1 、用粉线绳拉线校验一下接口中心线是否准确,并在芯胶上打出中心线,对正后,再将两接头钢丝绳从中间分开。
2、找出接头中心钢丝绳,按所选搭接方式开始摆绳。
排布摆绳时,工作人员应将手清洗干净或带橡胶手套操作。
从中心向两边摆,严防摆错。
3、将钢丝绳互相交替插入搭接,钢丝绳之间以及钢丝绳对接端用硫化的芯胶条填充,将钢丝绳头固定牢实。
钢丝绳必须排列整齐平直,避免出现不正确搭接方式。
并且要将每根拉直,不准有凹凸、弯曲,不准有毛刺头现象,相邻钢丝绳的间距要均匀。
4、 在摆绳的同时,按照前述方法将上覆盖胶和芯胶清洗、涂胶并复合。
操作 要点:
1 、两侧边缘的钢丝绳必须采用全搭接。
并且,最外侧的钢丝绳绳头必须顺着皮带的运行方向摆放,不得逆向敷设。
2 、硫化工作面严禁滴洒进水、油、灰等不洁物。
(九)盖胶、裁胶:
1 、将摆放好的钢丝绳最外侧用覆盖胶填充,然后将整个绳面及坡口刷一遍胶浆。
2、 当胶浆挥发后,把复合好的芯胶和上覆盖胶覆盖在钢丝绳上。
此时,同样应使胶带两边松紧适度一致,中心线对正,从中间向两侧贴合,以利空气从两边逸出。
3、贴合后,充分滚压,防止存积汽泡。
4、 按要求尺寸裁掉坡口处多余的上胶料,接口两侧则按皮带宽度裁掉多余的胶。
5 、还要用工艺刀或锥子在覆盖胶上面划出或刺出若干气孔,以利水蒸气排出,保证硫化质量。
操作要点:
1、 接口两侧无钢丝绳处要用胶料填充达到原胶带厚度。
2、 裁胶后一定要将坡口和两侧刷一遍胶浆。
3、 用过的汽油及白布要妥善放置,不得乱扔。
4、 盖复合胶时,防止钢丝绳翘起或相叠。
5、 以上整个过程中,必须保持硫化面清洁卫生,严禁将水或油等物滴浸在硫化面上。
(十)压板、紧固 :
1 、在铺好的上覆盖胶上面铺一层耐温衬布,两边安放挡铁,并用拉杆固定挡铁夹紧皮带。
2 、硫化板接缝处放一块铁皮,然后依次放置上硫化板、上横梁。
3 、用力矩扳手依次旋紧紧固拉杆。
操作要点:
1、 检查接头在硫化板上所处的位置,硫化接头应处于硫化板中间位置,四周要有余量
2、 同心度的检验:
在摆绳前再进行一次中心线核对,确保两条输送带的中心线处于同一直线上
3、 如果是新带,要辨清承载面是否正确。
安全要点:
1、 抬硫化板、横梁时一定要注意人员安全;
2、 上下硫化板要对齐,编号要一致;
3、 紧固拉杆紧固程度要均匀适当;
4、 防止硫化板提环、紧固螺杆、其它等物妨碍水压板注水孔或硫化板冷却孔的管路连接;
5、 严禁将任何工具或其他异物遗留在硫化接头内。
(十一)硫 化:
1 、检查硫化器安装正确,线路无误后。
连接温度传感器(必要时同时插上金属温度计)。
2 、接通硫化器控制开关电源,开始加温硫化。
同时接通压力泵与水压板管路,启动压力泵并逐渐升至规定压力。
3 、一般硫化压力保持在1.8±0.2MPa左右,硫化温度保持在145±1℃,恒温保持时间45±2 min.。
操作 要点:
1、 硫化环节最关键,要严格按规定的参数执行;
2、 温度传感器要对应入座,切勿插错;
3、 一定要有专人连续观测、监视硫化温度是否均匀、平衡,压力是否平衡、恰当,硫化时间设定是否符合要求,设备运行是否正常、有无漏电,若发现问题迅速处理,否则会导致整个硫化失败;
4、 人员走动时,防止将温度传感器线、给压水管、电缆、压力表、温度计等绊断、松脱或损坏。
(十二) 起模、修整:
1、 当计时结束,硫化开关自动跳闸。
2、一切正常后,即可闭锁开关,拆掉温度传感器。
3、连接冷却水管,开始给加热板注水进行冷却。
4 、当温度降至80℃以下后方可卸掉压力,拆除硫化板,硫化结束。
5 、卸掉硫化板后,检查接头硫化质量是否达到要求,有无缺陷,并即时修补修整,使其边缘整齐光滑,无残缺或多余胶料。
若发现有鼓包,立即用锥子扎孔刺破,防止鼓包扩大。
操作要点:
1、 在确认硫化过程无异常情况,一切顺利后,方可冷却、卸压、起模;
2、 拆除硫化器时,要相互照应,防止伤人或损坏设备;
3、 发现问题及时处理,不得遗留。
(十三)结 束:
清理现场,汇报情况,结束工作。
操作要点:
1、 剩下的胶料、汽油及白布及时回收上井,严禁随意丢弃 ;
2、 将硫化器材整齐放置,妥善保管,不得遗失或损坏;
3、 对周围环境仔细检查一遍,不得留下安全隐患;
4、 交代清本班工作情况以及下班。
 升级会员
升级会员 