质量计划表.docx
《质量计划表.docx》由会员分享,可在线阅读,更多相关《质量计划表.docx(17页珍藏版)》请在冰豆网上搜索。
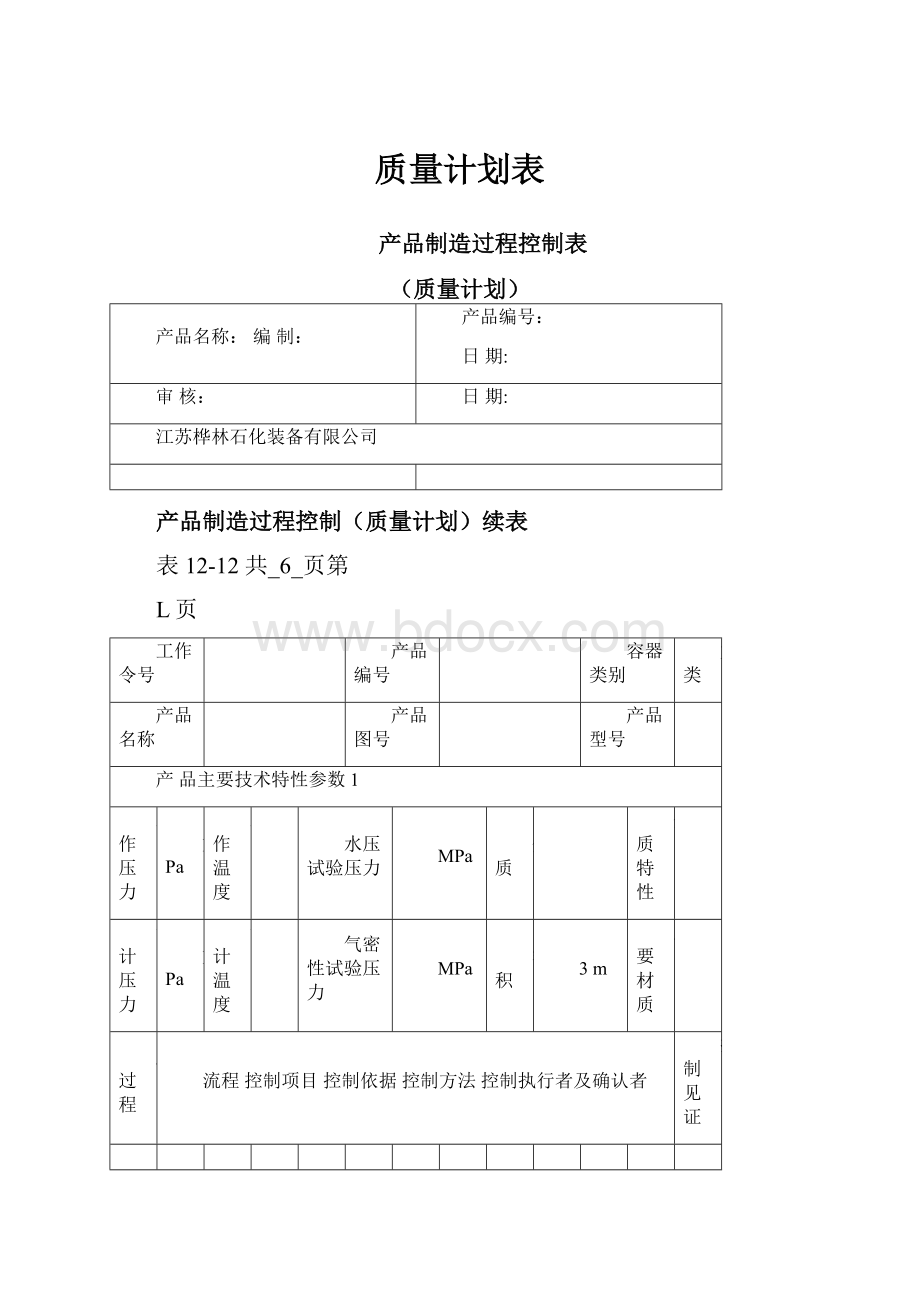
质量计划表
产品制造过程控制表
(质量计划)
产品名称:
编制:
产品编号:
日期:
审核:
日期:
江苏桦林石化装备有限公司
产品制造过程控制(质量计划)续表
表12-12共_6_页第
L页
工作令号
产品编号
容器类别
第类
产品名称
产品图号
产品型号
产品主要技术特性参数1
工作压力
MPa
工作温度
水压试验压力
MPa
介质
介质特性
设计压力
MPa
设计温度
气密性试验压力
MPa
容积
3m
主要材质
序过程
流程控制项目控制依据控制方法控制执行者及确认者
控制见证
号
名称
标记
1
设计
外委设计的
条件审查
工艺参数
工艺控制程序
工艺控制程序
R
设计责任工程师
工艺条件图
结构、管口方位
外来图样
审查
资格印章
同上
按“工艺性审图记录”表样内容进行
H
设计、工艺责任工程师
外来图样审查记录
:
责任签名
引用法规标准
制造检验要求
图样分发
发放前监检确认
同上
按规定的区域及发放记录内容
技术部
发放记录
:
发放
图样复用
同外来图审查项目
同上
按“设计文件工艺性审图记录表”内容进行
R
设计、工艺责任工程师
设计文件
工艺性审图记录
2
工艺准备
工艺审图
制造可行性
工艺质量控质程序
按“设计文件工艺性审图记录表”内容进行
H
工艺员、工艺责任工程师
设计文件
工艺性审图记录
方案确定
人、机、料、检
产品图样及法规标准
应分别确定人、机、料检的要求
工艺员、工艺责任工程师
工艺方案
编制、审核
同上
同上
应符合以上要求
R
同上
工乙文件发放记录
发放
同上
同上
确疋发放对象并发放
丄乙员
3
材料
验收与入库
:
材料质保书
《固容规》、产品标准、采购与材料控制程序、检验通用规程
按相应法规、标准、检验规程、进货检验记录表样的内容进行
E
R
H
材料检验员、材料责任工程师
板、管、锻、焊材的相应进货检验记录
外观质量及几何尺寸检查
复验
入库前材料监检确认
表12-12产品制造过程控制(质量计划)续表
共6页第2页
序号
过程名称
流程
控制项目
控制依据
控制方法
控制标记
执行者及确认者
控制见证
3
材料
保管
材料堆放分三区
材料保管和发放控制程序
按程序文件规定
保管员
实物及台账
标志标识
账卡物证一致
碳钢与不锈钢和有色金属材料不混放
发放
牌号
按领料单、发放台账表样内容及图纸、工艺文件、发放控制程序、代用单(必要时)
E
车间负责人、领料人、检验员、保管员
工艺文件、代用单、领料单、发放台账、主要受压件材料(焊材)一览表
规格
按图纸、工艺文件发放控制程序、
代用单(必要时)
数量
材料标记
材料代用
4
下料
领料
核对材料牌号、规格、材料标记移植、表面质量
同上
按发放控制程序领发料及工序流转卡规定核实确认
E
领料人、检验员
工序流转卡
划线
几何尺寸、表面质量、材料标记移植
图纸及相应产品工序流转卡
按工序流卡、下料检查记录表样内容控制
E
W
操作者、检验员
工序流转卡、下料成型检查记录
下料
几何尺寸、表面质量
同上
同上
E
同上
同上
坡口角度及钝边
坡口表面无损检测
5
成形
领料
核对材料牌号、规格、材料标记移植、表面质量
图纸及相应产品工序流转卡
按相应产品工序流转卡表样规定内容进行
同上
工序流转卡、封头成型、零部件成型、机
加工等检验记录
成型
形状尺寸,厚度
相应产品工序过程卡
按左列通用工艺、机加工检验记录热处理检验报告等表式内容
E
同上
工序流转卡、封头成型、零部件成型、机加工等检验记录
外观质量,热处理
6
组对
领料
核对材料牌号、规格、材料标记移植、表面质量
按图纸及相应产品工序流转卡
按相应产品工序流转卡内容
E
操作者
产品工序过程卡、组装检验记录和不圆度、棱角度、错边量检验记录
共6页第3页
序号
过程名称
流程
控制项目
控制依据
控制方法
控制标记
执行者及确认者
控制见证
6
组对
划线开孔
:
相对位置及几何尺寸
《固容规》GB150
相应产品标准
相应产品图纸和工序过程卡
按相应产品工序流转卡、组装检验记录表
H
E
W
操作者、检验员、检验责任工程师
产品工序过程卡、组装检验记录和不圆度、棱角度、错边量检验记录
坡口表面质量
组对装配
r焊缝布置
按左列控制依据、组装检查记录和不圆
度、棱角度、错边量检验记录表样内容
E
操作者、检验员
管口位置
内件位置
棱角度
错边量
坡口间隙
:
直线度不圆度
7
焊接
焊接工艺评定
确定评定的项目、拟评
WPS
《固容规》、相应产品图样
NB/T47014
NB/T47015焊接
质
量控制程序
按左列依据、
WPSfe样内容
焊接工艺员
WPS
试板、焊材及设备
E
焊试员
原材料、焊材质保书
试验与测定
按NB/T47014
WPSfe样内容
焊试员、无损检测人员、理化试验员
焊试记录、无损检测、化学分析、力学试验报名
评定并编制、审核、批准焊评报告且提交监检确认
按左列依据、试验记录、相应的检测记录的表样内容、按PQR表样内容
R
H
焊试员、焊接责任工程师
WPSPQR评定试样
焊接工艺
卡编制
焊接工艺卡内容
GB150NB/T47015产品图纸、焊接质量控制程序、焊接
按左列内容及焊卡表样内容进行
R
焊接工艺员、焊接责任工程师
焊接工艺卡、发放记录、文件更改单
:
责任签署
发放
更改
监检
通用工艺规程、焊评报告、持证焊工一览表
产品施焊
焊材烘焙、领用、发放
焊接工艺卡、焊接通用工艺规程
按左列内容、焊材烘焙记录、发放台账、领料单等表内容进行
E
车间负责人、焊工、保管员、检
验员
烘焙、领用、发放、回收记录
表12-12产品制造过程控制(质量计划)续表
共6页第4页
序号
过程名称
流程
控制项目
控制依据
控制方法
控制标记
执行者及确认者
控制见证
7
焊接
产品施焊
焊工资格
《固容规》《焊考
规》GB150NB/T47015焊接工艺卡、焊接通用工艺规程
按焊接工艺卡、持证焊工一览表
E
车间负责人、
检验员
工序流转卡、焊缝施焊及外观质量检查记录
施焊环境
施焊参数及记录
焊接工艺卡
按焊卡、焊缝施焊及外观质量检查记录表式内容进行
E
焊工、检验员
焊缝形状尺寸(余高、宽窄、焊角宽度、棱角度、错边量)
《固容规》、
GB150相应产品标准、焊接工艺卡
焊缝表面质量
焊工钢印
产品试板
试板数量及备料
《固容规》、
GB150NB/T47016焊接质量控制程序、焊卡
按焊接工艺卡、产品试板流转卡所列内容
ER
焊工、理化试验员、理化责任人
试板流转卡、产品试板力学性能检验报告、试样
施焊
试样加工与性能检验
8
几何尺寸检杳
线性尺寸
长度,高度
GB150相应产品标
准、图纸
按外观及几何尺寸报告样表进行
E
检验员、检验质控责任人
外观及几何尺寸报告
圆度,直线度
相对位置
焊缝位置
《固容规》GB150
同上
E
同上
同上
内件位置
相应产品标准、图纸
管口方位
连接面形式
螺栓孔跨中
螺栓孔对中
9
无损检测
接受委托
施探工件的检测要求
相应产品图纸、工序流转卡
按无损检测委托单的表样内容进行
委托人员
无损检测委托单
工艺编制
检测对象、方法、标准选用、责任签署
相应产品图纸,委托要求、JB/T4730
相应产品图纸,委托
要求、JB/T4730
E
R
相应方法的U级人员、无损检测质控责任人
检测工艺
表12-12产品制造过程控制(质量计划)续表共_6_页
第_5_页
序号
过程名称
流程
控制项目
控制依据
控制方法
控制标记
执行者及确认者
控制见证
9
无损检测
检测实施与报告
检测比例
无损检测通用工艺规程、相应产品无损检测工艺卡
按相应操作记录、评疋记录、报告表式内容进行
E
R
W
相应方法的I、
U级人员、无损检测质控责任人
相应方法的无损检测记录、报告焊缝返修通知单
操作规范
象质计质量
评定质量
焊缝返修再检
分包
评价
分包质量控制程序
按左列内容及相应记录表式内容进行
E
R
生产科、无损检测质控责任人
评价记录、协议、检测记录和报告、底片
签订协议
检测质量控制
10
热处理
工艺编制
方法、方式、设备、参数及责任签署
GB150NB/T47015
及相应产品图纸
按左列内容及工艺表式内容进行
R
工艺员、热处理质控责任人
热处理工艺
实施
设备及测控装置
热处理通用规程热处理工艺卡
按左列内容及热处理检验报告表内容进行
ER
操作者、检验员热处理责任人
热处理检验报告
过程监视
记录与报告
分包
评价
分包质量控制程序
按左列内容及相应记录表式内容进行
R
生产部、热处理责任工程师
评价记录、协议、记录和报告
签订协议
检测质量控制
入厂检验
1协作方应提供热处理报口和时间一温度曲线
2对热处理产品进行检验
3审核热处理报告和时间一温度曲线
热处理质量控制程序
1.热处理报告
2.时间-温度曲线
H
热处理负责人
1.热处理报告
2.时间-温度曲线
11
耐压试验
试验前检查
复查受试产品外观质
量和检测资料
压力试验质量控制程序
按左列内容进行
HR
压力试验质控人
压力试验检查报告
试验准备及防护
①压力表、排气装置,封板、紧固件配备与安装
《固容规》GB150相应产品标准、图样、耐压试验和气密试验通用工艺守则、试验工序流转卡
按左列内容及压力试验检验报告表样式内容进行
E
R
H
试验员压力试验质控责任人
②安全防护
③试验介质
试验
①温度测量
HR
表12-12产品制造过程控制(质量计划)续表
共6页第6页
序号
过程名称
流程
控制项目
控制依据
控制方法
控制标记
执行者及确认者
控制见证
12
气密性试验
试验
分别进行升压、保压、降压检查记录报告
同上
同上
R
压力试验质控人
压力试验检查报告
13
产品质量证文
编制
《固容规》、相应标准
按质量证明文件表样要求填写、准确完整
检验资料员
产品质量证明书
竣工图
件(含竣图)
审签
《固容规》、相应标准
应符合产品相应法规、标准、图样要求。
R
检验责任工程师质保工程师
注:
2此计划由技术部按产品工作令号编制下发至:
设计、工艺、材料、焊接、生产部、车间、无损检测、检验、压力试验等区域,并留一份随产品档案备查。
3质控标记符号说明:
E----检查(验)点;R----审核点;W----见证点;H----停止点。
 升级会员
升级会员 