机械密封的类型.docx
《机械密封的类型.docx》由会员分享,可在线阅读,更多相关《机械密封的类型.docx(18页珍藏版)》请在冰豆网上搜索。
机械密封的类型
机械密封的类型
1按工作参数分类
机械密封按不同工作参数分类见表1
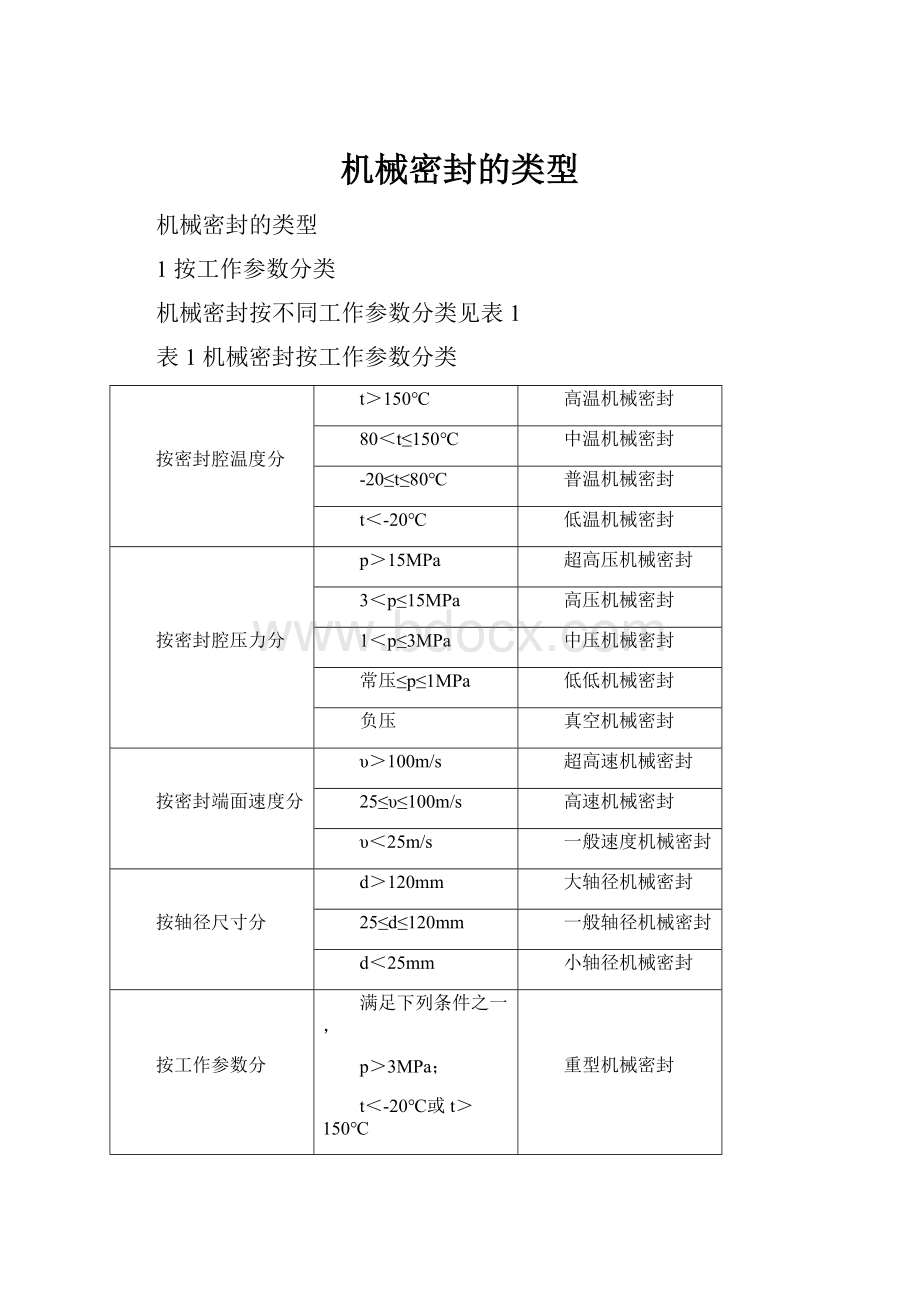
表1机械密封按工作参数分类
按密封腔温度分
t>150℃
高温机械密封
80<t≤150℃
中温机械密封
-20≤t≤80℃
普温机械密封
t<-20℃
低温机械密封
按密封腔压力分
p>15MPa
超高压机械密封
3<p≤15MPa
高压机械密封
1<p≤3MPa
中压机械密封
常压≤p≤1MPa
低低机械密封
负压
真空机械密封
按密封端面速度分
υ>100m/s
超高速机械密封
25≤υ≤100m/s
高速机械密封
υ<25m/s
一般速度机械密封
按轴径尺寸分
d>120mm
大轴径机械密封
25≤d≤120mm
一般轴径机械密封
d<25mm
小轴径机械密封
按工作参数分
满足下列条件之一,
p>3MPa;
t<-20℃或t>150℃
υ≥25m/s;d>120mm
重型机械密封
满足下列条件:
p<0.5MPa;0<t<80℃;
υ<10m/s;d≤40mm
轻型机械密封
不满足重型和轻型的其他密封
中型机械密封
按使用介质分
强酸、强碱及其他强腐蚀介质
耐强腐蚀介质机械密封
油、水、有机溶剂及其它弱腐蚀介质
耐油、水及其它弱腐蚀性介质机械密封
含磨粒介质
耐磨粒介质机械密封
2按结构型式分类
机械密封按结构型式分类,其基本类型有:
(1)平衡式和非平衡式机械密封
能使介质作用在密封端面上的压力卸荷的为平衡式,不能卸荷的为非平衡式。
按卸荷程度不同,前者又分为部分平衡式(部分卸荷)和过平衡式(全部卸荷)。
平衡式密封(图29.7-2a)端面上所受的作用力随介质压力的升高而变化较小,因此适用于高压密封;非平衡式密封(图29.7-2b)密封端面所受的作用力随介质压力的变化较大,因此只适用于低压密封。
平衡式密封能降低端面上的摩擦和磨损,减小摩擦热,承载能力大,但其结构较复杂,一般需在轴或轴套上加工出台阶,成本较高。
后者结构简单,介质压力小于0.7MPa时广泛作用。
图29.7.2平衡式与平衡式机械密封
a)平衡式;b)非平衡式
(2)内置式和外置式机械密封
弹簧和动环安装在密封箱内与介质接触的密封为内置(装)式密封(见图29.7-3a);弹簧和动环安装在密封箱外不与介质接触的密封为外置(装)式密封(见图29.7-3b)。
前者可以利用密封箱内介质压力来密封,机械密封的元件均处于流体介质中,密封端面的受力状态以及冷却和润滑情况好,是常用的结构型式。
外置式机械密封的大部分零件不与介质接触,暴露在设备外,便于观察及维修安装。
但是由于外置式结构的介质作用力与弹性元件的弹力方向相反,当介质压力有波动,而弹簧补
偿量又不大时,会导致密封环不稳定甚至严重泄漏。
外置式机械密封仅用于强腐蚀、高粘度和易结晶介质以及介质压力较低的场合。
图29.7-3内置式和外置式机械密封
a)内置式;b)外置式
(3)内流式和外流式机械密封
介质泄漏方向与离心力方向相反的密封为内流式密封(见图29.7-4a);介质泄漏方向与离心力方向一致的密封为外流式密封(见图29.7-4b)。
由于内流式密封中离心力阻止泄漏流体,其泄漏量较外流式少,前者适用于高压,速度高时,密封可靠。
为加强端面润滑采用后者较合适,但介质压力不宜过高,一般为1~2MPa。
图29.7-4内流式和外流式机械密封
a)内流式;b)外流式
(4)静止式和旋转式机械密封
弹簧不随轴一起旋转的密封为静止式密封(见图29.7-5a);弹簧随轴一起旋转的密封为旋转式密封(见图29.7-5b)。
由于静止式密封的弹簧不受离心力影响,常用于高速机械密封中。
旋转式机械密封的弹性元件装置简单,径向尺寸小,是常用的结构,但不宜用于高速条件,因高速情况下转动件的不平衡质量易引起振动和介质被强烈搅动。
因此,线速度大于30m/s时,宜采用弹簧静止式机械密封。
图29.7-5静止式和旋转式机械密封
a)静止式;b)旋转式
(5)单弹簧式和多弹簧式机械密封
补偿机构中只有一个弹簧的机械密封称为单弹簧式机械密封(见图29.7-6a)或叫大弹簧式机械密封,补偿机构中含有多个弹簧的机械密封称多弹簧式机械密封(见图29.7-6b)或小弹簧式机械密封。
单弹簧式机械密封端面上的弹簧压力,尤其在轴径较大时分布不够均匀。
多弹簧式机械密封的弹力簧压力分布则相对比较均匀,因此单弹簧式的机械密封常用于较小轴径(d≯80~150mm轴径),而多弹簧式适用于大轴径高速密封。
但多弹簧的弹簧丝径细,由于腐蚀或结晶颗粒积聚易引起弹簧失效,这时宁可采用单弹簧式。
图29.7-6单弹簧式和多弹簧式机械密封
a)单弹簧式;b)多弹簧式
(6)单端面式和双端面式机械密封
由一对密封端面组成的为单端面密封(见图29.7-7a),由二对密封端面组成的为双端面密封(见图29.7-7bc)。
单端面密封结构简单,制造、安装容易,一般于介质本身润滑性好和允许微量泄漏的条件,是常用的密封型式,当介质有毒、易燃、易爆以及对泄漏量有严格要求时,不宜使用。
双端面密封有轴向双端面密封和径向双端面密封。
沿径向布置的双端面密封结构较轴向双端面密封紧凑。
双端面密封适用于介质本身润滑性差、有毒、易燃、易爆、易挥发、含磨粒及气体等。
轴向双端面密封有面对面或背靠背布置的结构,工作时需在两对端面间引入高于介质压力0.05~0.15MPa的封液以改善端面间的润滑及冷却条件,并把介质与外界隔离,有可能实现介质“零泄漏”。
图29.7-7单端面式和双端面式机械密封
a)单端面式;b)轴向双端面式;c)径向双端面密封
(7)接触式和非接触式机械密封
接触式机械密封(见图29.7-8a)是指密封面微凸体接触的机械密封,密封面间隙h=0.5~2μm。
摩擦状态为混合摩擦和边界摩擦;非接触式机械密封是指密封面微凸体不接触的机械密封,密封面间隙对于流体动压密封h>2μm,对于流体静压密封h>5μm。
摩擦状态为流体摩擦、弹性流体动力润滑。
普通机械密封大都是接触式密封,而可控间隙机械密封是非接触式密封。
接触式密封结构简单、泄漏量小,但磨损、功耗、发热量都较大。
在高速、高压下使用受一定限制。
非接触式密封发热量、功耗小,正常工作时没有磨损,能在高压高速等苛刻工况下工作,但泄漏量较大。
非接触式又分为流体静压(见图29.7-8b)和流体动压(见图29.7-8c)两类。
流体静压密封,系指利用外部引入的压力流体或被密封介质本身,通过密封端面的压力降产生流体静压效应的密封。
流体动压密封系指利用端面相对旋转自行产生流体动压效应的密封,如螺旋槽端面密封。
图29.7-8接触式和非接触式机械密封
a)接触式;b)静压效应密封;c)动压效应密封
(8)单级式和双级式机械密封
使密封介质处于一种压力状态为单级(见图29.7-9a),处于二种或二种以上压力状态为双级或多级机械密封(见图29.7-9b)。
前者与单端面密封相同,后者各级密封串联布置,介质压力依次递减,可用于高压工况。
(9)波纹管型机械密封
波纹管材料有金属、聚四氟乙烯、橡胶等,分别称为金属(见图29.7-10a)、聚四氟乙烯(29.7-10b)和橡胶波纹管型(见图29.7-10c)机械密封。
波纹管型密封在轴上没有相对滑动,对轴无磨损,跟随性好,适用范围广。
金属波纹管与焊接金属波纹管和液压成型波纹管,其本身能代替弹性元件,耐蚀性好,可在高、低温下使用。
聚四氟乙烯耐蚀性好,可用于各种腐蚀介质中。
橡胶价格便宜,使用广泛,使用温度受橡胶材料的限制。
29.7-10波纹管型机械密封
a)焊接金属波纹管机械密封;b)聚四氟乙烯波纹管机械密封;c)橡胶波纹管型
机械密封拆卸、装配应注意的事项
机械密封是转动机械本体密封最有效的方式之一,其本身加工的精度比较高,尤其是动、静环,如果拆装方法不合适或使用不当,装配后的机械密封不但达不到密封的目的,而且会损坏集结的密封元件。
1、拆卸时注意事项
1)在拆卸机械密封时,严禁动用手锤和扁铲,以免损害密封元件。
2)如果在泵两端都有机械密封时,则在拆卸过程中必须小心谨慎,防止顾此失彼。
3)对工作过的机械密封,如果压盖松动时密封面发生移动的情况,则应更换动静环零件,不应重新上紧继续使用。
因为在松动后,摩擦副原来运转轨迹会发生改变,接触面的密封性就很容易遭到破坏。
4)如密封元件被污垢或凝聚物粘结,应清除凝结物后再进行机械密封的拆卸。
2、安装时注意事项
1)安装前要认真检查集结密封零件数量是否足够,各元件是否有损坏,特别是动、静环有无碰伤、裂纹和变形等缺陷。
如果有问题,需进行修复或更换新备件。
2)检查轴套或压盖的倒角是否恰当,如不符合要求则必须进行修整。
3)机械密封各元件及其有关的装配接触面,在安装前必须用丙酮或无水酒精清洗干净。
安装过程中应保持清洁,特别是动、静环及辅助密封元件应无杂质、灰尘。
动、静环表面涂上一层清洁的机油或透平油。
4)上紧压盖应在联轴器找正后进行。
螺栓应均匀上紧,防止压盖断面偏斜,用塞尺或专用工具检查各点,其误差不大于0.05毫米。
5)检查压盖与轴或轴套外径的配合间隙(及同心度),必须保证四周均匀,用塞尺检查各点
允差不大于0.10毫米。
6)弹簧压缩量要按规定进行,不允许有过大或过小的现象,要求误差±2.00毫米,过大会增加断面比压,加速断面磨损。
过小会造成比压不足而不能起到密封作用,弹簧装上后在弹簧座内要移动灵活。
用单弹簧时要注意弹簧的旋向,弹簧的旋向应与轴的转动方向相反。
7)动环安装后须保持灵活移动,将动环压向弹簧后应能自动弹回来。
8)先将静环密封圈套在静环背部后,再装入密封端盖内。
注意保护静环断面,保证静环断面与端盖中心线的垂直度,且将静环背部的防转槽对准防转销,但勿使其中互相接触。
9)安装过程中决不允许用工具直接敲打密封元件,需要敲打时,必须使用专用工具进行敲打,以防密封元件的损坏。
机械密封的密封失效原因分析
一、泵用机械密封种类繁多,型号各异,但泄漏点主要有五处:
(l)轴套与轴间的密封;
(2)动环与轴套间的密封;
(3)动、静环间密封;
(4)对静环与静环座间的密封;
(5)密封端盖与泵体间的密封。
1.安装静试时泄漏
机械密封安装调试好后,一般要进行静试,观察泄漏量。
如泄漏量较小,多为动环或静环密封圈存在问题;泄漏量较大时,则表明动、静环摩擦副间存在问题。
在初步观察泄漏量、判断泄漏部位的基础上,再手动盘车观察,若泄漏量无明显变化则静、动环密封圈有问题;如盘车时泄漏量有明显变化则可断定是动、静环摩擦副存在问题;如泄漏介质沿轴向喷射,则动环密封圈存在问题居多,泄漏介质向四周喷射或从水冷却孔中漏出,则多为静环密封圈失效。
此外,泄漏通道也可同时存在,但一般有主次区别,只要观察细致,熟悉结构,一定能正确判断。
2.试运转时出现的泄漏
泵用机械密封经过静试后,运转时高速旋转产生的离心力,会抑制介质的泄漏。
因此,试运转时机械密封泄漏在排除轴间及端盖密封失效后,基本上都是由于动、静环摩擦副受破坏所致。
引起摩擦副密封失效的因素主要有:
(l)操作中,因抽空、气蚀、憋压等异常现象,引起较大的轴向力,使动、静环接触面分离;
(2)对安装机械密封时压缩量过大,导致摩擦副端面严重磨损、擦伤;
(3)动环密封圈过紧,弹簧无法调整动环的轴向浮动量;
(4)静环密封圈过松,当动环轴向浮动时,静环脱离静环座;
(5)工作介质中有颗粒状物质,运转中进人摩擦副,探伤动、静环密封端面;
(6)设计选型有误,密封端面比压偏低或密封材质冷缩性较大等。
上述现象在试运转中经常出现,有时可以通过适当调整静环座等予以消除,但多数需要重新拆装,更换密封。
由于两密封端面失去润滑膜而造成的失效:
a)因端面密封载荷的存在,在密封腔缺乏液体时启动泵而发生干摩擦;
b)介质的低于饱和蒸汽压力,使得端面液膜发生闪蒸,丧失润滑;
c)如介质为易挥发性产品,在机械密封冷却系统出现结垢或阻塞时,由于端面摩擦及旋转元件搅拌液体产生热量而使介质的饱和蒸汽压上升,也造成介质压力低于其饱和蒸汽压的状况。
3.正常运转中突然泄漏
离心泵在运转中突然泄漏少数是因正常磨损或已经达到使用寿命,而大多数是由于工况变化较大或操作维护不当引起的。
1)抽空、气蚀或长时间憋压,导致密封破坏
2)泵实际输出量偏小,大量介质泵内循环,热量积聚,引起汽化,导致密封失效
3)长时间停运,重新起动没有手动盘车,摩擦副因粘结而此扯坏密封面
4)介质中腐蚀性、聚合性、结胶性物质增多
5)环境温度急剧变化
6)工况频繁变化或调整
二、机械密封常见失效原因:
由于腐蚀而引起的机械密封失效:
a)密封面点蚀,甚至穿透。
b)由于碳化钨环与不锈钢座等焊接,使用中不锈钢座易产生晶间腐蚀;
c)焊接金属波纹管、弹簧等在应力与介质腐蚀的共同作用下易发生破裂。
由于高温效应而产生的机械密封失效:
a)热裂是高温油泵,如油渣泵、回炼油泵、常减压塔底泵等最常见的失效现象。
在密封面处由于干摩擦、冷却水突然中断,杂质进入密封面、抽空等情况下,都会导致环面出现径向裂纹;
b)石墨炭化是使用碳—石墨环时密封失效的主要原因之一。
由于在使用中,如果石墨环一旦超过许用温度(一般在-105~250℃)时,其表面会析出树脂,摩擦面附近树脂会发生
炭化,当有粘结剂时,会发泡软化,使密封面泄漏增加,密封失效;
c)辅助密封件(如氟橡胶、乙丙橡胶、全橡胶)在超过许用温度后,将会迅速老化、龟裂、变硬失弹。
现在所使用的柔性石墨耐高温、耐腐蚀性较好,但其回弹性差。
而且易脆裂,安装时容易损坏。
由于密封端面的磨损而造成的密封失效:
a)摩擦副所用的材料耐磨性差、摩擦系数大、端面比压(包括弹簧比压)过大等,都会缩短机械密封的使用寿命。
对常用的材料,按耐磨性排列的次序为:
碳化硅—碳石墨、硬质合金—碳石墨、陶瓷—碳石墨、喷涂陶瓷——碳石墨、氮化硅陶瓷——碳石墨、高速钢——碳石墨、堆焊硬质合金——碳石墨。
b)对于含有固体颗粒介质,密封面进入固体颗粒是导致使密封失效的主要原因。
固体颗粒进入摩擦副端面起研磨剂作用,使密封发生剧烈磨损而失效。
密封面合理的间隙,以及机械密封的平衡程度,还有密封端面液膜的闪蒸等都是造成端面打开而使固体颗粒进入的主要原因。
c)机械密封的平衡程度β也影响着密封的磨损。
一般情况下,平衡程度β=75%左右最适宜。
β<75%,磨损量虽然降低,但泄漏增加,密封面打开的可能性增大。
对于高负荷(高PV值)的机械密封,由于端面摩擦热较大,β一般取65%~70%为宜,对低沸点的烃类介质等,由于温度对介质气化较敏感,为减少摩擦热的影响,β取80%~85%为好。
因安装、运转或设备本身所产生的误差而造成机械密封泄漏:
a)由于安装不良,造成机械密封泄漏。
主要表现在以下几方面:
1)动、静环接触表面不平,安装时碰伤、损坏;
2)动、静环密封圈尺寸有误、损坏或未被压紧;
3)动、静环表面有异物;
4)动、静环V型密封圈方向装反,或安装时反边;
5)轴套处泄漏,密封圈未装或压紧力不够;
6)弹簧力不均匀,单弹簧不垂直,多弹簧长短不一;
7)密封腔端面与轴垂直度不够;
b)设备在运转中,机械密封发生泄漏的原因主要有:
1)泵叶轮轴向窜动量超过标准,转轴发生周期性振动及工艺操作不稳定,密封腔内压力经常变化等均会导致密封周期性泄漏;
2)摩擦副损伤或变形而不能跑合引起泄漏;
3)密封圈材料选择不当,溶胀失弹;
4)大弹簧转向不对;
5)设备运转时振动太大;
6)动、静环与轴套间形成水垢使弹簧失弹而不能补偿密封面的磨损;
7)密封环发生龟裂等。
c)泵在停一段时间后再启动时发生泄漏,这主要是因为摩擦副附近介质的凝固、结晶,摩擦副上有水垢、弹簧腐蚀、阻塞而失弹。
d)泵轴扰度太大。
三、泵用机械密封检修中的几个误区
1.弹簧压缩量越大密封效果越好。
其实不然,弹簧压缩量过大,可导致摩擦副急剧磨损,瞬间烧损;过度的压缩使弹簧失去调节动环端面的能力,导致密封失效。
2.动环密封图越紧越好。
其实动环密封圈过紧有害无益。
一是加剧密封圈与轴套间的磨损,过早泄漏;二是增大了动环轴向调整、移动的阻力,在工况变化频繁时无法适时进行调整;三是弹簧过度疲劳易损坏;四是使动环密封圈变形,影响密封效果。
3.静环密封圈越紧越好。
静环密封圈基本处于静止状态,相对较紧密封效果会好些,但过紧也是有害的。
一是引起静环密封因过度变形,影响密封效果;二是静环材质以石墨居多,一般较脆,过度受力极易引起碎裂;三是安装、拆卸困难,极易损坏静环。
4.叶轮锁母越紧越好。
机械密封泄漏中,轴套与轴之间的泄漏(轴间泄漏)是比较常见的。
一般认为,轴间泄漏就是叶轮锁母没锁紧,其实导致轴间泄漏的因素较多,如轴间垫失效,偏移,轴间内有杂质,轴与轴套配合处有较大的形位误差,接触面破坏,轴上各部件间有间隙,轴头螺纹过长等都会导致轴间泄漏。
锁母锁紧过度只会导致轴间垫过早失效,相反适度锁紧锁母,使轴间垫始终保持一定的压缩弹性,在运转中锁母会自动适时锁紧,使轴间始终处于良好的密封状态。
5.新的比旧的好。
相对而言,使用新机械密封的效果好于旧的,但新机械密封的质量或材质选择不当时,配合尺寸误差较大会影响密封效果;在聚合性和渗透性介质中,静环如无过度磨损,还是不更换为好。
因为静环在静环座中长时间处于静止状态,使聚合物和杂质沉积为一体,起到了较好的密封作用。
6.拆修总比不拆好。
一旦出现机械密封泄漏便急于拆修,其实,有时密封并没有损坏,只需调整工况或适当调整密封就可消除泄漏。
这样既避免浪费又可以验证自己的故障判断能力,积累维修经验提高检修质量。
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
 升级会员
升级会员 