钢板表面质量问题检查要求.docx
《钢板表面质量问题检查要求.docx》由会员分享,可在线阅读,更多相关《钢板表面质量问题检查要求.docx(29页珍藏版)》请在冰豆网上搜索。
钢板表面质量问题检查要求
钢板表面质量问题检查
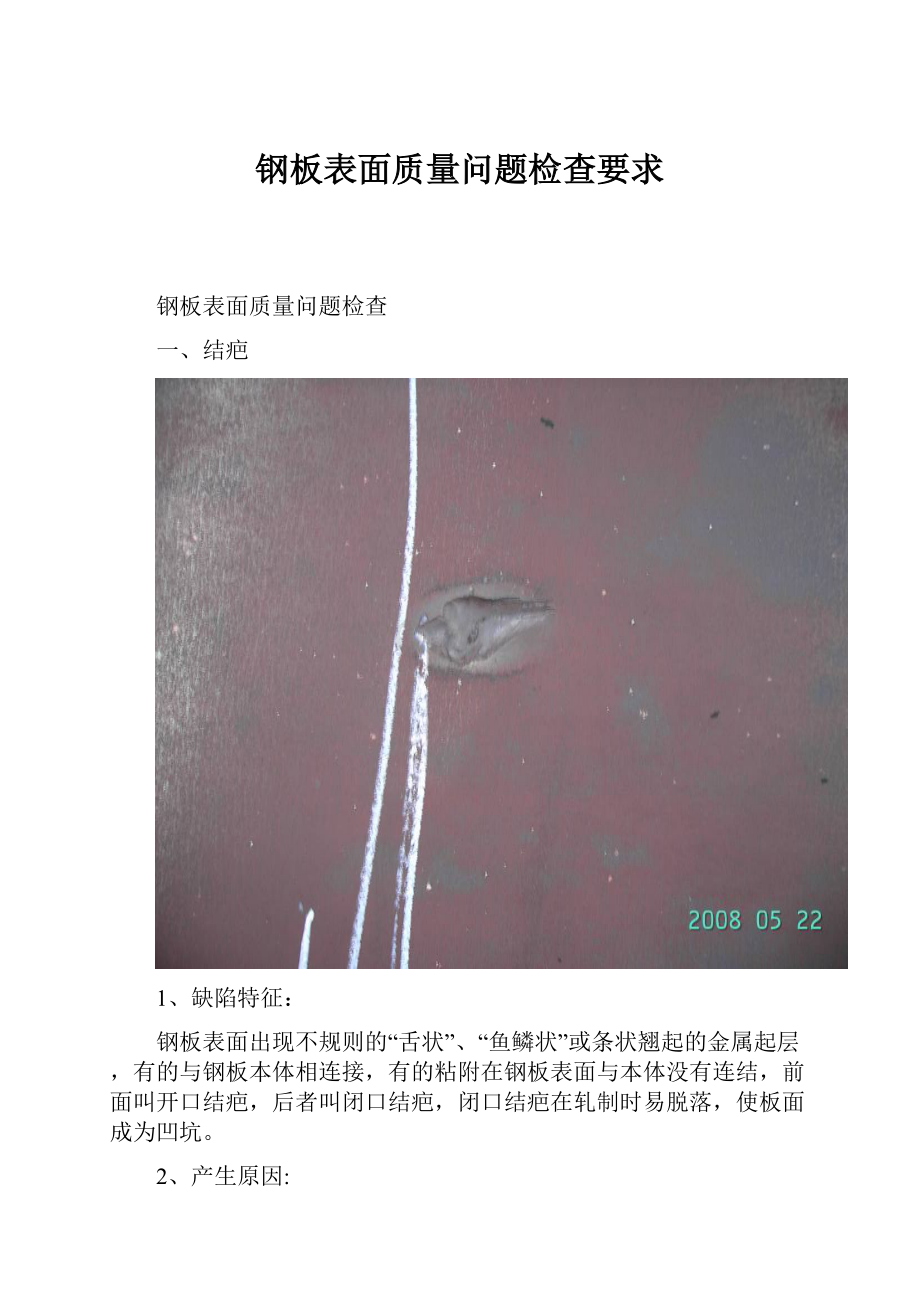
一、结疤
1、缺陷特征:
钢板表面出现不规则的“舌状”、“鱼鳞状”或条状翘起的金属起层,有的与钢板本体相连接,有的粘附在钢板表面与本体没有连结,前面叫开口结疤,后者叫闭口结疤,闭口结疤在轧制时易脱落,使板面成为凹坑。
2、产生原因:
炼钢的时候,锭模内壁清理不净,横壁掉肉,上注时,钢液飞溅,粘于横壁,发生氧化,铸温低,有时中断注流,继续注钢时,形成翻皮;下注时,保护渣加入不当,造成钢液飞溅;
轧钢的时候,板坯表面残留结疤未清除干净,经轧制后留在钢板上。
3、检查与处理:
用肉眼检查。
钢板表面不允许存在结疤,一经发现必须清除。
当缺陷深度在标准范围内允许修磨,否则切除或判为废品。
二、表面夹杂
1、缺陷特征:
表面呈现明显点状、块状或线条状的非金属夹杂物,沿轧制方向间断或连续分布,其颜色为好棕色、深灰色或白色。
严重时,钢板出现孔洞、破裂、断带。
2、产生原因:
1炼钢时造渣不良,钢水粘度大,流动性差,渣子不能上浮,钢中非金属夹杂物多;
2铸温低,沸腾不良,夹杂物未上浮;
3连铸时,保护渣带入钢中;
4钢水罐、钢锭模或注管内的非金属材料未清扫干净。
5板坯皮下夹杂轧后暴露,或板坯原有的表面夹杂轧后残留在钢板表面上;
6加热炉耐火材料及泥沙等非金属物落在板坯表面上,轧制时压入板面。
3、检查与处理:
用肉眼检查。
夹杂缺陷不允许存在,其清理深度不得超过标准规定,否则切除。
三、分层
1、缺陷特征:
是基材内部的夹层,这种缺陷不一定出现在表面上,往往表现为单面或双面鼓泡。
钢板断面上呈现的明显金属分离现象称分层,缺陷处可见未焊合的缝隙,有时缝隙内还有肉眼可见的夹杂物。
2、产生原因:
热轧时气泡未焊合或焊合不良。
3、检查与处理:
用肉眼检查。
标准规定分层是不允许存在的缺陷,钢板分层部分必须切除。
四、爪裂
1、缺陷特征:
钢板表面呈现的深浅不等,类似于鸡爪形状的裂纹称为爪裂。
2、检查与处理:
用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
五、纵裂
1、缺陷特征:
钢板表面沿轧制方向具有一定深度和长度的裂纹称为纵裂。
2、检查与处理:
用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
六、尾横裂
1、缺陷特征:
在钢板尾部与钢板轧制方向基本呈90°,呈条状或线状,具有一定的深度和长度的裂纹。
2、检查与处理:
用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
七、裂纹
1、缺陷特征:
钢板表面呈现的深浅不等,方向任意,且不能按第四至第八种缺陷定义的裂缝。
2、产生原因:
(1)钢坯上未消除的裂纹(无论纵向或横向),皮下气泡及非金属夹杂物都会在盘条上造成裂纹缺陷。
(2)钢坯上的针孔直口不清除,经轧制被延伸、氧化、熔接就会造成成品的线状发纹。
针孔是铸坯常见的重要缺陷之一,不显露时很难检查出来,应特别予以注意。
(3)高碳钢盘条或合金舍量高的钢坯加热工艺不当(预热速度过快,加热温度过高等),以及盘条轧成后冷却速度过快,也可能造成成品裂纹,后者还可能出现横向裂纹。
3、检查与处理:
用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
八、氧化铁皮压入
1、缺陷特征:
钢板表面压入的氧化铁皮,呈灰黑色或红棕色,分布面积有大有小,有呈块状,也有呈条状或点状的,其压入深度有深有浅。
2、产生原因:
(1)氧化铁皮的生成取决于加热条件,加热时间愈长,加热温度愈高,氧化性气氛愈强,生成氧化铁皮就愈多,而且不容易脱落。
(2)高压水压力不足、高压水嘴堵塞、立辊侧压小、轧制爆破去鳞不尽。
(3)含合金元素Ni含量较高。
3、检查与处理:
用肉眼检查,标准规定,钢板表面不允许存在压入氧化铁皮,但可修磨清理,其清理深度不得超过标准之规定。
九、压痕
1、缺陷特征:
在钢板表面出现不同形状和大小不一的凹痕或凹坑,沿轧制方向呈等距或不规则分布。
2、产生原因:
(1)由于轧槽掉肉,使轧件表面呈现周期性的凸包。
(2)孔型内粘结铁皮,结疤等,使轧件产生周期性的口坑,又称缺肉。
(3)在轧制过程中,氧化铁皮压入轧件表面,冷却或矫直后脱落。
形成无规律的压痕。
(4)孔型磨损严重,也能产生表面轧痕。
3、检查与处理:
用肉眼检查,按标准规定缺陷允许存在,但其深度不得超过规定范围。
缺陷深度在一定范围内可清理修磨,但修磨深度不超过有关标准规定。
十、划伤
1、缺陷特征:
钢板表面有低于轧制面的纵、横向划沟,单个或断续地分布在钢板表面上,高温刮伤沟底有薄层氧化铁皮,冷态刮伤可见金属光泽,沟底呈灰白色。
2、产生原因:
1)酸洗、轧钢、平整、精整各机组与带钢相接触的零件有尖锐棱角或硬物,产生相对运动;
2)精整线的各种辊(夹送辊、压紧辊、导板)不运转产生划伤;
3)开卷或卷取时,带钢速度变化或层间相对运动。
3、检查与处理:
用肉眼检查,按标准规定缺陷允许存在,但其深度不得超过规定范围。
缺陷深度在一定范围内可清理修磨,但修磨深度不超过有关标准规定。
十一、毛刺压入
1、缺陷特征:
在钢板表面存在毛刺嵌入或压入脱落后的凹痕。
2、检查与处理:
用肉眼检查。
标准规定不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
十二、异物压入
1、缺陷特征:
在钢板表面存在非钢板本身物质嵌入或压入脱落后的凹痕,如螺杆、螺帽等。
2、检查与处理:
用肉眼检查。
标准规定不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
十三、折叠
1、缺陷特征:
钢板表面有局部互相折合的双层金属称折叠。
其外形与裂纹相似,深浅不一,在横截面上一般呈现锐角,多在钢板的边部或角部出现。
2、检查与处理:
用肉眼检查,标准中规定折叠不允许存在,当缺陷深度不超过有关标准规定时可进行修磨清理,否则需切除。
十四、表面粗糙
1、缺陷特征:
钢板抛丸后表面局部或满面凹凸不平。
2、检查与处理:
用肉眼检查,船体外板不允许存在明显表面粗糙,允许有轻微粗糙存在,但不能大于整板的10%。
深度明显允许修磨后喷漆交货,修磨区域应光滑平整且保证最小厚度。
十五、网纹
1、缺陷特征:
钢板表面呈现龟背状或其他形态网状的凸现纹络。
2、检查与处理:
用肉眼检查,按标准规定缺陷允许存在,但其高度不得超过规定范围,可清理修磨。
十六、麻坑
1、缺陷特征:
钢板表面有低于轧制面的凹坑,单个或断续地分布在钢板表面上,高温麻坑沟底有薄层氧化铁皮,冷态麻坑周边氧化铁皮脱落,沟底光滑。
2、产生原因:
加热过程中,板坯氧化严重,轧制时铁皮压人表面,脱落后形成细小的口坑。
3、检查与处理:
用肉眼检查,按标准规定缺陷不允许存在,应修磨,但其深度不得超过规定范围,否则需切除。
十七、毛刺
1、缺陷特征:
钢板剪切后其边缘形成尖而薄的突出金属称毛刺。
2、检查与处理:
毛刺的高度如不超过有关规定,允许存在,否则应用砂轮清除。
十八、油污
1、缺陷特征:
钢板表面存在数量不定、面积不等的油污,
2、检查与处理:
用肉眼检查,不许存在,必须清理干净。
十九、吊装缺陷
1、缺陷特征:
在吊装过程中钢板两侧局部位置出现的突起卷边或破口。
2、检查与处理:
根据标准规定,钢板勒伤不允许存在,故对勒伤钢板应进行冷矫或切除改尺。
二十、波浪
1、缺陷特征:
钢板表面在长度方向呈现高低起伏的波浪弯曲,失去了钢板的平直性。
由于分布的部位不同,有中间浪、边浪之分,多出现在厚度小于14mm的钢板上,厚度愈小,频次愈高。
2、检查与处理:
用肉眼检查,将1米或2米尺置于浪形两峰之间,然后用直尺测量波谷最大深度,按不平度指标进行判定。
二十一、瓢曲
1、缺陷特征:
钢板在纵横方向同时出现同一方向的翘曲,严重者呈船形。
2、产生原因:
(1)钢板两面冷却条件不一致,上下表面温差大。
(2)钢板在中压水区域停留时间过长。
3、检查与处理:
用肉眼检查,将1米或2米尺置于钢板表面,然后用直尺测量不平度,按不平度指标要求进行检查判定。
二十二、镰刀弯
1、缺陷特征:
钢板两纵边向同一侧弯曲,形似镰刀,称镰刀弯。
2、产生原因:
(1)轧辊车削不正确或辊缝调整不平行。
(2)轧件两边温度不均,钢板延伸不一致。
(3)用圆盘剪剪边时,两剪刃重合量不一致。
3、检查与处理:
用线绳、卷尺、直尺测量,按标准判定,凡弯曲超过有关标准规定或几何尺寸不能保证钢板公称尺寸的最小矩形者应判剪边或改尺。
二十三、翘头尾
1、缺陷特征:
钢板头、尾沿纵向向上翘曲。
2、检查与处理:
用肉眼检查,按不平度指标要求进行检查判定。
 升级会员
升级会员 