工序间机加工余量讲解.docx
《工序间机加工余量讲解.docx》由会员分享,可在线阅读,更多相关《工序间机加工余量讲解.docx(20页珍藏版)》请在冰豆网上搜索。
工序间机加工余量讲解
工序间机加工余量
、选择工序间机械加工余量的原则
1.保证得到零件的最终精度和粗糙度
2.应考虑机械加工方法、设备以及在加工和热处理过程中引起的变形
3.应考虑零件的大小尺寸、装夹、定位和夹紧造成的误差
4.在能保证零件的最终精度和粗糙度的情况下,选择小的余量以求缩短加工时间、减少加工变形和降低成本。
、外圆加工余量
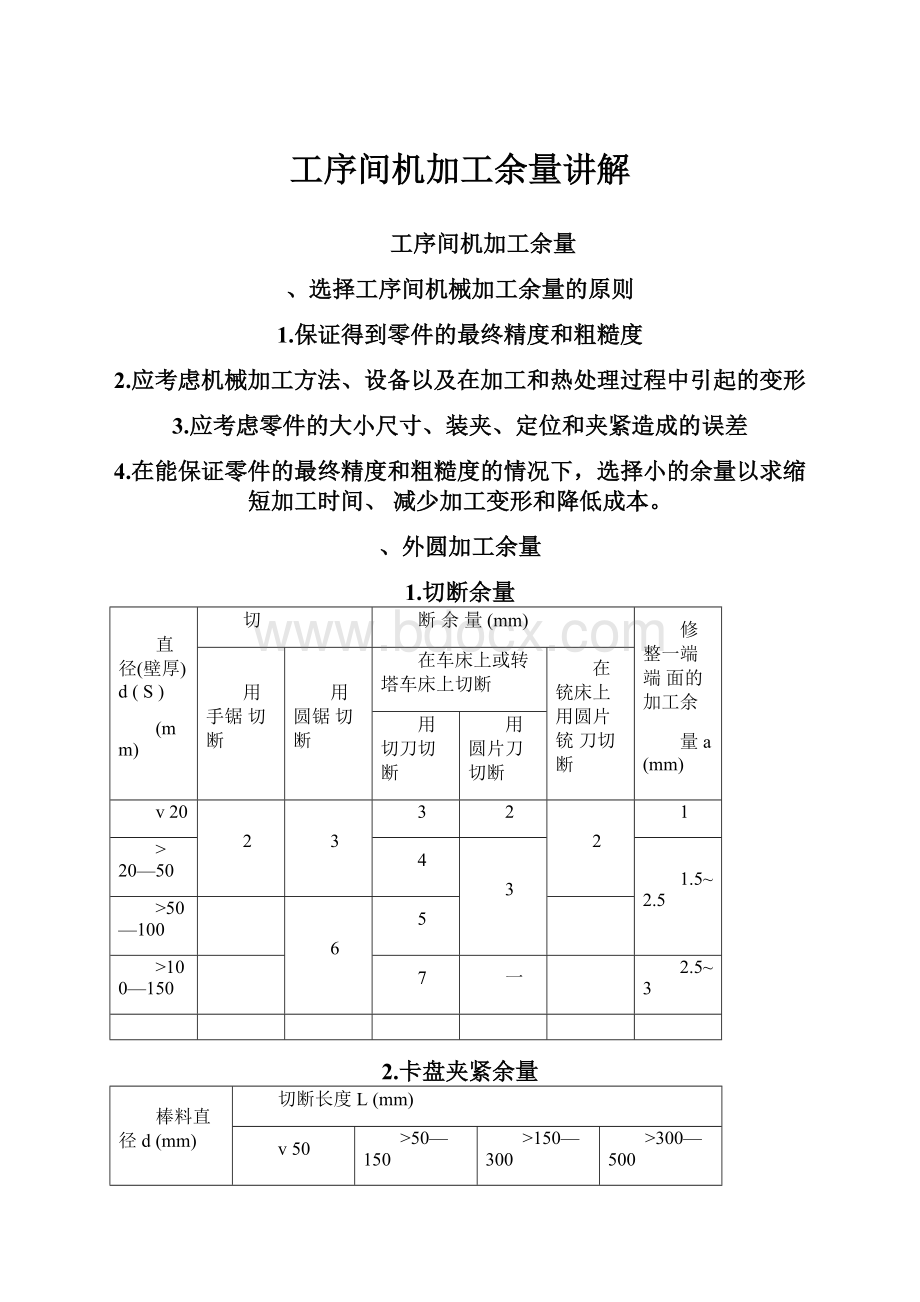
1.切断余量
直径(壁厚)d(S)
(mm)
切
断余量(mm)
修整一端端面的加工余
量a(mm)
用手锯切断
用圆锯切断
在车床上或转塔车床上切断
在铳床上用圆片铳刀切断
用切刀切断
用圆片刀切断
v20
2
3
3
2
2
1
>20—50
4
3
1.5~2.5
>50—100
6
5
>100—150
7
一
2.5~3
2.卡盘夹紧余量
棒料直径d(mm)
切断长度L(mm)
v50
>50—150
>150—300
>300—500
在长度上的余量(MM)
w100
7
8
10
12
>100
8
15
20
30
3.
粗车后,调质或精车外圆加工余量
工件直径
d
下序
工件
长
度L
<100
>100
—250
>250
—500
>500
—800
>800
—1200
>1200
—2000
>2000
—3000
>3000
—4500
>4500
—6000
直径余量
<30
精车
1.2
1.3
1.4
1.6
1.7
调质
>30
精车
1.3
1.3
1.4
1.6
1.7
2.0
—50
调质
>50
精车
1.4
1.4
1.6
1.7
1.8
2.1
—80
调质
>80
精车
1.4
1.6
1.6
1.7
1.8
2.1
2.5
2.6
—120
调质
>120
精车
1.6
1.6
1.7
1.8
2.0
2.2
2.6
2.9
3.1
—180
调质
5
5
6
7
7
8
10
12
14
>180
精车
1.7
1.7
1.8
2.0
2.1
2.3
2.6
2.9
3.4
—260
调质
6
6
7
8
8
10
12
14
16
>260
精车
1.7
1.8
2.0
2.1
2.2
2.5
2.9
3.1
3.4
—360
调质
7
7
8
8
10
12
14
16
18
>360
精车
1.8
2.0
2.0
2.1
2.2
2.5
2.9
3.1
3.6
—500
调质
8
8
8
8
8
10
12
14
16
>500
精车
2.1
2.2
2.2
2.3
2.6
2.9
3.1
3.4
4
—800
调质
10
10
10
10
10
10
12
14
16
1.本表中余量适宜单件或小批生产;2.余量公差为14级;
3.端面、台阶面余量按相邻外圆余量的1/2。
4.外圆磨削余量(不淬火)
被加工
被加工零件
的全长
L(mm)
零件的
v
100
250
500
800
1200
2000
3000
允许
直径d
100
—250
—500
—800
—1200
—2000
—3000
—4500
偏差
粗糙度
(mm)
直径上的加
工余量a(mm)
v30
0.3
0.3
0.3
0.4
0.4
+0.14
30—50
0.3
0.3
0.4
0.5
0.6
0.6
+0.17
50—80
0.4
0.4
0.4
0.5
0.6
0.7
+0.2
80—120
0.4
0.4
0.5
0.5
0.6
0.7
0.8
+0.23
120-180
0.5
0.5
0.6
0.6
0.7
0.8
0.9
1.0
+0.26
Ra6.3
180-260
0.5
0.6
0.6
0.7
0.8
0.9
1.0
1.1
+0.3
260-360
0.6
0.6
0.7
0.7
0.8
0.9
1.0
1.1
+0.34
360-500
0.7
0.7
0.8
0.8
0.9
1.0
1.1
1.2
+0.38
500-800
0.8
0.8
0.9
0.9
1.0
1.0
1.2
1.3
+0.45
5.外圆磨削余量(淬火)
被加工零件的直径
d
(mm)
被加工零件的全长L(mm)
允许
偏差
V100
>100
—250
>250
—500
>500
—800
>800
—1200
>1200
—2000
>2000
—3000
>3000
—4000
直径上的加工余量d(mm)
V20
0.3
0.3
0.4
0.5
+0.12
>20
—30
0.3
0.4
0.4
0.5
0.6
+0.14
>30—50
0.4
0.4
0.5
0.6
0.7
0.7
+0.17
>50
—80
0.4
0.5
0.5
0.6
0.8
0.9
1.0
+0.20
>80—120
0.5
0.5
0.6
0.6
0.8
0.9
1.0
+0.23
>120—
180
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
+0.26
>180—
260
0.6
0.7
0.7
0.8
0.9
1.0
1.1
1.2
+0.30
>260—
360
0.7
0.7
0.8
0.9
1.0
1.1
1.2
1.3
+0.34
>360—
500
0.8
0.8
0.9
0.9
1.0
1.2
1.3
1.4
+0.38
注:
磨前的粗糙度wRa6.3。
6.外圆研磨余量
工件直径
w18
>18~50
>50~80
>80~120
>120~180
>180~260
余量
0.005~0.008
0.007~0.010
0.008~0.012
0.010~0.014
0.012~0.016
0.015~0.020
注:
手工研磨取小值,机械研磨取大值,研磨前粗糙度wRa3.2
7.切除渗碳层余量(mm)
渗碳深度
尺寸范围
外圆或内圆直径余量
平面或端面单面余量
>0.4~0.6
<30
1.5
1.0
>30~80
1.7
1.0
>80~180
1.7
1.2
>0.6~0.8
<50
2.0
1.2
>80~260
2.2
1.5
>0.8~1.1
<30
2.5
1.5
>30~80
2.7
1.5
>80~120
2.7
1.7
>120~260
3.0
1.7
>260~500
3.0
2.0
>1.1~1.4
<50
3.2
1.8
>50~80
3.5
1.8
>80~260
3.5
2.0
>260~500
4.0
2.3
>1.4~1.8
<50
4.0
2.2
>50~80
4.2
2.2
>80~180
4.2
2.5
>180~260
4.5
2.5
>260~500
4.5
2.7
8.齿圈、偏心体粗加工后调质余量(mm)
工件直径D
孔径余量a
内外直径余量a
端面余量a
<1250
13~15
10~12
5~6
>1250~2000
15~18
12~14
6~7
>2000
20~22
14~18
8~9
注:
1.合金钢材料余理取下限2.余量公差为14级
9.
mm)
ZG310~570QT700-2、QT600-3齿轮、导柱粗加工正火余量
i:
齿轮
导柱
工件直径D
外径余量a
端面余量a
<1000
8~10
4~5
>1000~1500
10~12
5~6
>1500
12~14
6~7
注:
余量公差为14级
10.端面、台阶面加工余量(mm)
工件长度
工件
直径
D
下序工艺
w30
>30~50
>50~120
>120~260
>260~500
>500
w18
精车
0.5
0.5
0.7
0.8
1.0
1.2
磨削
0.2
0.3
0.3
0.4
0.5
0.6
>18~50
精车
0.6
0.6
0.7
0.8
1.0
1.2
磨削
0.3
0.3
0.3
0.4
0.5
0.6
>50~120
精车
0.7
0.7
0.8
1.0
1.2
1.4
磨削
0.3
0.4
0.4
0.5
0.5
0.6
>120~260
精车
0.8
0.8
1.0
1.0
1.2
1.4
磨削
0.4
0.4
0.5
0.5
0.6
0.7
>260~500
精车
1.0
1.0
1.2
1.2
1.4
1.5
磨削
0.5
0.5
0.6
0.6
0.7
0.8
>500
精车
1.2
1.2
1.2
1.4
1.5
1.7
磨削
0.6
0.6
0.6
0.7
0.7
0.8
注:
1.余量公差为14级2.粗糙度wRa6.3
三、孔加工余量
1.扩孔、镗孔、铰孔余量(mm)
孔直径
d
直径余量a
孔直径
d
直径余量a
扩、镗
粗铰
精铰
扩、镗
粗铰
精铰
<6
0.1
0.04
>50~80
1.5~2.0
0.4~0.5
0.10
>6~10
0.8~1.0
0.1~0.15
0.05
>80~120
1.5~2.0
0.5~0.7
0.15
>10~18
1.0~1.5
0.1~0.15
0.05
>120~260
2.0~3.0
0.5~0.7
0.20
>18~30
1.5~2.0
0.15~0.2
0.06
>260~360
2.0~3.0
0.5~0.7
0.20
>30~50
1.5~2.0
0.2~0.3
0.08
>360
2.5~3.5
0.6~0.8
0.30
注:
铰孔前粗糙度wRa3.2
2.拉削余量(mm)
圆孔余量
孔长度L
孔径D
w12
>12~18
>18~25
>25~30
>30~40
>40~60
>60~100
>100~160
直径余量a
w10
0.20
0.25
0.30
0.30
0.35
0.45
0.65
0.95
>10~18
0.25
0.30
0.35
0.35
0.40
0.50
0.70
1.00
>18~30
0.30
0.35
0.40
0.40
0.45
0.55
0.75
1.10
>30~50
0.40
0.45
0.45
0.50
0.55
0.65
0.85
1.15
>50~80
0.50
0.55
0.55
0.60
0.65
0.75
0.95
1.25
>80~120
0.60
0.65
0.65
0.70
0.75
0.85
1.05
1.35
>120~180
0.70
0.75
0.80
0.85
0.90
1.00
1.20
1.50
直径余量a=0.005D+0.05L
型孔余量
四边型多边型
孔长度L
型孔对边长S
<18
>18~30
>30~50
>50~80
>80~120
余量(双边)a
<10
0.40
0.50
0.60
0.70
0.80
>10~18
0.50
0.60
0.70
0.80
1.00
>18~30
0.60
0.70
0.80
0.90
1.10
>30~50
0.80
0.90
1.00
1.10
1.30
>50~80
0.90
1.00
1.20
1.30
1.50
>80~120
1.20
1.30
1.40
1.50
1.70
>120~180
1.40
1.50
1.60
1.70
1.80
余量a=0.005S+0.1L
3.
磨孔余量(mm)
淬火
0.4
0.5
0.5
0.5
淬火
0.8
0.8
0.8
0.9
0.9
注:
磨孔前的粗糙度WRa6.3
4.珩磨孔余量(mm)
工艺方法
工件材料
孔径d
W10
>50~80
>80~120
>120~180
>180~260
>260
直径余量a
精镗以后珩磨
铸铁
0.09
0.10
0.11
0.12
0.13
0.15
钢
0.07
0.08
0.09
0.10
0.11
0.12
注:
珩磨前的粗糙度wRa3.2
5.研磨孔余量(mm)
孔直径d
铸铁
钢
W125
0.03~0.05
0.01~0.04
>125~275
0.05~0.07
0.02~0.05
>275~500
0.07~0.12
0.04~0.06
注:
研磨前的粗糙度wRa3.2
6.
焊接结构件中的套类零件焊前加工余量(mm)
结构形式
工件直径
d
W300
>300~500
>500
直径余量a
单件组焊
16
20
24
多件组焊
24
26
28
7.卷筒件加工余量(mm)
工件孔径d
<1000
>1000~1500
>1500
直径余量a
10
15
20
四、平面加工余量(mm)
L
-1;-
1.平面粗加工后刨、铣、磨、刮及热处理余量
加工性质
加工面长度L
力口工宽度B
<100
>100~300
>300~1000
>1000~2000
>2000~4000
余量a
公差
(+)
余量a
公差
(+)
余量a
公差
(+)
余量a
公差
(+)
余量a
公差
(+)
加工后精刨精铳
<100
1.0
0.30
1.5
0.5
2.0
0.7
2.5
1.0
3.0
1.2
>300~1000
1.5
0.50
2.0
0.7
2.5
1.0
3.0
1.2
3.5
1.4
>1000~2000
2.0
0.70
2.5
1.0
3.0
1.2
3.5
1.4
4.0
1.6
>2000~4000
2.5
1.0
3.0
1.2
3.5
1.4
4.0
1.6
4.5
1.8
>4000~6000
3.0
1.2
3.5
1.4
4.0
1.6
4.5
1.8
5.0
2.0
>6000~10000
3.5
1.4
4.0
1.6
4.5
1.8
5.0
2.0
5.5
2.2
加工后正火
<300
1.5
0.5
2.5
0.7
3.0
1.0
3.5
1.2
4.0
1.4
>300~1000
2.5
0.7
3.0
1.0
3.5
1.2
4.0
1.4
4.5
1.6
时效调质
>1000~2000
3.0
1.0
3.5
1.2
4.0
1.4
4.5
1.6
5.0
1.8
>2000~4000
3.5
1.2
4.0
1.4
4.5
1.6
5.0
1.8
6.0
2.0
>4000~6000
4.0
1.4
4.5
1.6
5.0
1.8
6.0
2.0
7.0
2.2
>6000~10000
4.5
1.6
5.0
1.8
6.0
2.0
7.0
2.2
8.0
2.5
加工后磨削
<300
0.30
0.10
0.4
0.12
0.5
0.15
>300~1000
0.40
0.12
0.5
0.15
0.6
0.15
>1000~2000
0.50
0.15
0.6
0.15
0.7
0.15
加工后淬火磨削
<300
0.40
0.10
0.5
0.12
0.6
0.15
>300~1000
0.50
0.12
0.6
0.15
0.7
0.15
>1000~2000
0.60
0.15
0.7
0.15
0.8
0.15
加工后刮研
<300
0.15
0.06
0.15
0.06
0.2
0.10
>300~1000
0.20
0.10
0.2
0.10
0.25
0.12
>1000~2000
0.25
0.12
0.25
0.12
0.30
0.15
2.焊接结构件中板类分件焊前加工余量(mm)
焊接结构
工件长度L
<1000
>1000~2000
>2000~4000
>4000
单边余量a
单件组焊
8
10
12
14
多件组焊
10
12
14
16
五、齿类加工余量
1.外花键精加工余量(mm)
门/「(丨_.c/P
花键直径
d
精铳
花键直径
d
磨削
花键长度L
花键长度L
<100
>100
~200
>200
~350
>350
~500
<100
>100
~200
>200
~350
>350~500
余量a
余量a
<18
0.4~0.6
0.5~0.7
<18
0.1~0.2
0.2~0.3
>18~30
0.5~0.7
0.6~0.8
0.7~0.9
>18~30
0.1~0.2
0.2~0.3
0.2~0.4
>30~50
0.6~0.8
0.7~0.9
0.8~1.0
>30~50
0.2~0.3
0.2~0.4
0.3~0.5
>50
0.7~0.9
0.8~1.0
0.9~1.2
1.2~1.5
>50
0.2~0.4
0.3~0.5
0.3~0.5
0.4~0.6
2.内花键拉削余量(mm)
花键规格
定心方式
键数
外径
外径定心
内径定心
6
35~42
0.4~0.5
0.7~0.8
6
45~50
0.5~0.6
0.8~0.9
6
55~90
0.6~0.7
0.9~1.0
10
30~42
0.4~0.5
0.7~0.8
10
45
0.5~0.6
0.8~0.9
16
38
0.4~0.5
0.7~0.8
16
50
0.5~0.6
0.8~0.9
3.齿轮粗加工余量(mm)
(1)圆柱齿轮齿形精加工余量
模数
<3
>3~5
>5〜8
>8~12
>12~16
>16~20
>20~24
>24~28
>28~30
>30
滚、插齿
0.70
1.0
1.5
1.72
2.16
2.6
3.24
3.98
4.3
5
磨齿
0.35
0.45
0.55
0.65
0.8
1.0
剃齿
D
<50
0.09
0.10
0.12
>50~100
0.10
0.12
0.15
>100~200
0.13
0.15
0.18
本表余量为双边余量,齿宽>60mm时,磨削余量提高一级取值,d分/m<20时,余量增加0.20
(2)锥齿轮精加工余量
模数m
<5
>5~8
>8~12
>12
余量a
0.5~0.65
0.70~0.85
0.90~1.10
1.5
(3)渗碳齿轮磨齿余量
模数
<2
>2〜3
>3〜3.5
>3.5〜4
>4〜6
>6〜8
>8〜10
>10〜12
余量
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.7
注:
渗碳前齿面粗糙度<Ra3.2
4.蜗杆、蜗轮齿形精加工余量(mm)
C/P
模数
<2
>2~4
>4~6
>6~8
>8
~10
>10
~12
>12
~14
>14
~16
>16
~18
>18
~20
蜗杆
粗车后调质
4〜5
5〜6
6〜7
7〜8
8〜9
9
 升级会员
升级会员 