盾构机组装调试拆机方案.docx
《盾构机组装调试拆机方案.docx》由会员分享,可在线阅读,更多相关《盾构机组装调试拆机方案.docx(50页珍藏版)》请在冰豆网上搜索。
盾构机组装调试拆机方案
Ⅰ、盾构工地组装调试方案
一、工程概况及概述
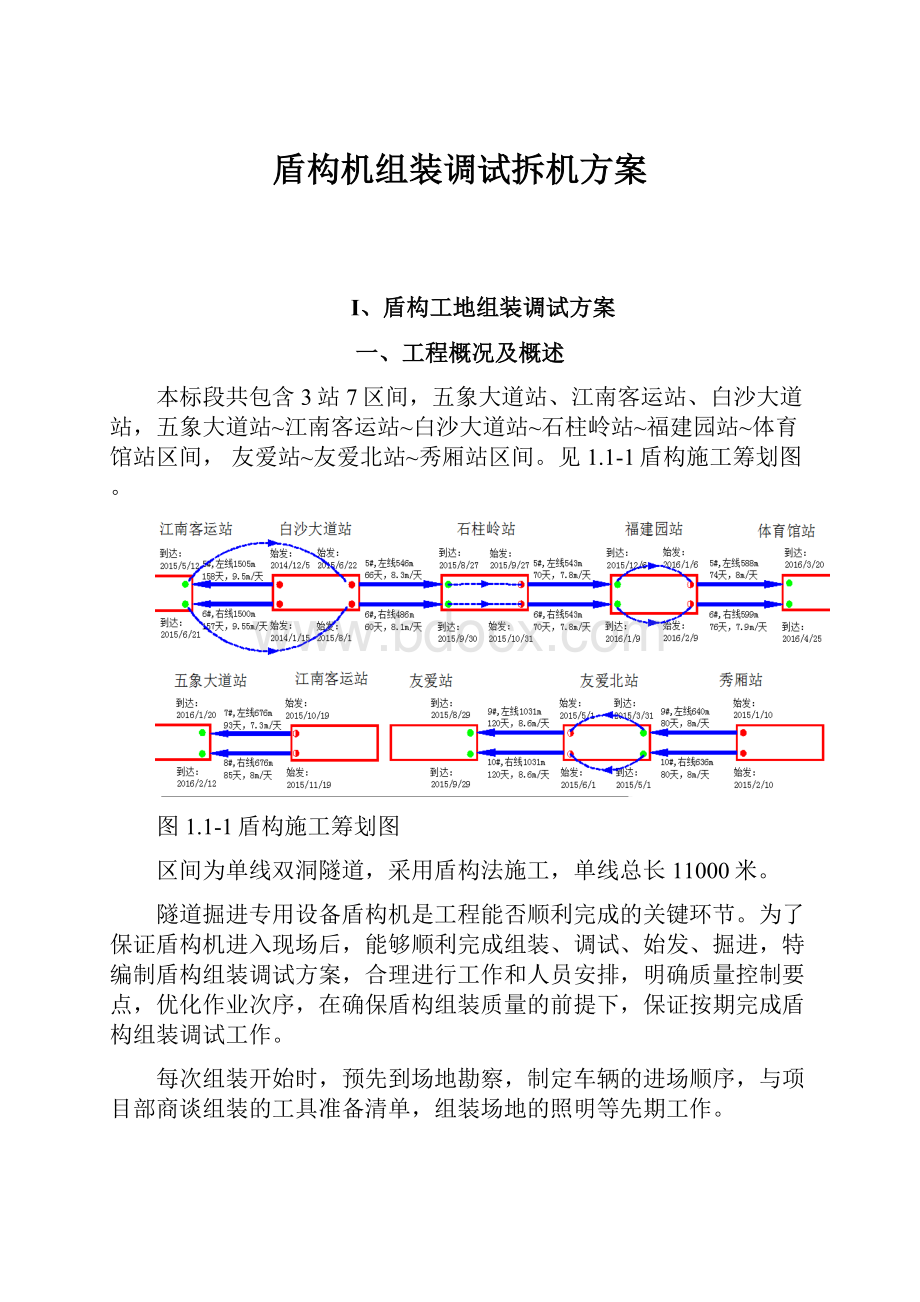
本标段共包含3站7区间,五象大道站、江南客运站、白沙大道站,五象大道站~江南客运站~白沙大道站~石柱岭站~福建园站~体育馆站区间,友爱站~友爱北站~秀厢站区间。
见1.1-1盾构施工筹划图。
图1.1-1盾构施工筹划图
区间为单线双洞隧道,采用盾构法施工,单线总长11000米。
隧道掘进专用设备盾构机是工程能否顺利完成的关键环节。
为了保证盾构机进入现场后,能够顺利完成组装、调试、始发、掘进,特编制盾构组装调试方案,合理进行工作和人员安排,明确质量控制要点,优化作业次序,在确保盾构组装质量的前提下,保证按期完成盾构组装调试工作。
每次组装开始时,预先到场地勘察,制定车辆的进场顺序,与项目部商谈组装的工具准备清单,组装场地的照明等先期工作。
现场盾构组装的下井顺序以拖车由后至前,主机下井次序以刀盘为节点。
组装原则为附属设备尽量地面安装。
管线安装与设备安装同步进行。
组装以液压电气安装为控制要点,以大件吊装为重点。
二、人员组织
为保证组装质量和组装进度,需要配备足够的技术人员和技术工人,在确保人员和设备的安全的前提下,盾构组装过程中,人员组织安排如下表:
班次
作业时间
人员组织
人数
白班
8:
00—19:
00
技术负责人1名、机械工程师1名,机钳12名、电焊工1名,
15
夜班
20:
00—7:
00
机械工程师1名、机钳7名、电焊工1名
9
电气安装
8:
00—20:
00
电工2名
辅助工2名
4
液压安装
8:
00—20:
00
液压工2名
辅助工2名
4
组织结构:
三、盾构组装总体方案
总体步骤:
6#拖车—→5#拖车—→4#拖车—→3#拖车—→2#拖车—→1#拖车—→设备桥支撑架下井—→设备桥(含皮带机)—→螺旋输送机支撑架下井—→螺旋输送机下井—→拆除前端轨道—→始发台定位—→前盾—→中盾(含人员仓)—→刀盘—→主机前移—→管片安装机—→盾尾—→铺设轨道至盾尾—→螺旋输送机安装—→底部反力架—→设备桥与主机连接—→左右侧,顶部反力架安装—→空载调试—→安装负环管片
后配套台车下井
设备桥,螺机下井定位
拆除前端轨道,
始发台定位
顶部反力架安装—→空载调试—→安装负环管片
组装流程图
四、吊装设备
1、主要设备外形尺寸重量表
序号
名称
外形尺寸(长×宽×高)mm
重量(吨)
1
1#拖车
9350×4710×3920
22
2
2#拖车
12180×4490×3920
36
3
3#拖车
10958×4440×3920
21
4
4#拖车
10958×4450×3920
25
5
5#拖车
10300×4430×3920
18
6
6#拖车
10522×4624×3920
13
7
设备桥
13660×4790×3350
18
8
前盾(含马达)
φ6250×2965
108
9
中盾
φ6240×3323
98
10
盾尾
φ6230×4038
33
11
刀盘
φ6280×1603
57
12
管片安装机(带拖梁)
4945×5048×3600
24
13
螺旋输送机
25
2、吊车的选择
260吨履带吊。
五、拖车组装
5.1拖车进场
进场顺序6#、5#、4#、3#、2#、1#,设备桥。
进场后停放在竖井端头区。
5.2拖车组装准备
竖井内拖车及后配套轨道铺设变频机车(充电)、管片小车下井。
6#拖车吊装
将6#拖车在地面上安装轮对,附属风管吊机及其支架并紧固螺栓,然后将6#拖车吊装下井,用变频机车拖拉6#拖车到明挖区靠后的位置。
5#拖车下井吊装
将5#拖车在地面上安装轮对,皮带机后部滚筒及其支架。
将5#拖车吊装下井,用变频机车拖拉5#拖车到明挖区靠后位置,与6#拖车连接。
4#拖车下井
将4#拖车在地面上安装轮对,顶部皮带机支架,将风筒放到皮带机支架上,并用铁丝绑扎。
将4#拖车吊装下井,用变频机车拖拉4#拖车到明挖区靠后位置,与5#拖车连接。
3#拖车下井
将3#拖车在地面上安装轮对,顶部皮带机支架,将风筒放到皮带机支架上,并用铁丝绑扎。
将3#拖车吊装下井,用变频机车拖拉3#拖车到明挖区靠后位置,与4#拖车连接。
2#拖车下井
将2#拖车在地面上安装轮对,顶部皮带机支架,将风筒放到皮带机支架上,并用铁丝绑扎。
将2#拖车吊装下井,用变频机车拖拉2#拖车到明挖区靠后位置,与3#拖车连接。
1#拖车下井
将1#拖车在地面上安装轮对,顶部皮带机支架,将风筒放到皮带机支架上,并用铁丝绑扎。
将1#拖车吊装下井,用变频机车拖拉1#拖车到明挖区位置,与2#拖车连接。
设备桥支撑架下井,设备桥支撑架的制作应在盾构组装前开始,在拖车下井前完成。
设备桥下井
设备桥下井,安放到设备桥支撑架上后,用直流焊机将两者搭接位置焊接,并在两侧增加加强筋板。
焊接完成后,用变频机车将设备桥拖拉到洞内明挖区,前端距离洞口约14米。
螺旋输送机支架下井
螺旋输送机支架的焊接制作工作应在拖车下井前完成。
螺旋输送机下井
螺旋输送机安放到管片小车后,均与支架进行焊接加固,支架的制作可根据实际情况进行调整。
但应注意重心选取的影响。
在焊接工作完成后,将螺旋输送机推到隧道明挖处。
拆除前端轨道,始发台下井,定位,加固。
并在始发台正中用红色油漆标明隧道中心线。
在这期间,部分人员可开展拖车液压,电气,机械部件的连接工作。
注意:
液压管路的连接,不得戴手套,且拆开后连接面均需用化油清洗剂清洗。
电气线路的连接,遵循对号入座的方式,并注意走线的美观,且线路均需绑扎。
机械部件的连接,需调整螺栓孔,紧固螺栓,检查是否有漏紧,漏装的位置。
六、主机组装
⑴主机组装准备
盾体下井前清洁结合面,割除盾尾临时支撑,制作盾体前移反力座。
⑵前盾组装
前盾翻身前在地面上清洁中前盾结合面,并安装中前盾密封条。
采用260吨履带吊主、副钩配合地面翻转,翻转后取掉副钩、使用主钩吊装下井。
保证前盾与连续墙之间留2500mm的距离。
⑶中盾安装(含人仓)
吊装下井方法同前盾。
前盾与中盾贴近前安装人仓密封,及中前盾密封条。
并在吊装状态安装中盾与前盾连接螺栓。
并用风动扳手紧固4个角后吊车松钩。
最后利用千斤顶调整人仓安并装螺栓。
注意:
螺栓涂抹螺纹紧固剂。
螺栓按规定力拒紧固。
⑷刀盘安装
中前盾对接完毕后,需在井下清洗刀盘与主轴承接合面,螺栓孔,并在井下安装两道刀盘与主轴承密封圈。
刀盘需在地面上清洗结合面,并安装旋转接头。
吊装下井方法同前盾。
安装刀盘与主驱动连接螺栓。
紧固4个角后,吊车松钩。
用辅助泵站驱动盾构底部2根油缸将盾体整体前移至掌子面。
⑸管片安装机的下井
管片安装机下井前,需拆除拖拉油缸,管片机左右侧平台。
由于管片安装机重量分布不均,应在管片机前端左右各挂1个10T倒链来调节管片安装机的平衡。
⑹盾尾的下井
尾盾下井前需在地面将内部防变形撑架割除,并在地面完成铰接B型密封、紧急密封、尼龙压板、铰接压板等的安装。
在第一道尾刷前焊接两个吊耳。
用两个吊车平抬起,主吊钩吊尾盾外部吊耳,副吊钩吊尾盾内部吊耳,副钩下降,主钩抬起,将尾盾倾斜到一定角度,至可以包围管片安装机为止,在尾盾度过安装机后,将副钩放下,主钩抬起,将尾盾平衡放到始发台上。
在盾尾上始发台两侧焊接顶推支座,在上部中心焊接吊耳,手拉葫芦挂在吊耳上,吊车微微吊起盾尾,用手拉葫芦和油缸配合合拢盾尾和中盾。
合拢前注意四周查看铰接密封,以免损坏。
⑺螺旋输送机安装
铺设后配套轨道,将螺旋输送机平推至盾壳内,用吊车吊起螺旋输送机后端。
前段用两个10T倒链抬起,在螺旋杆处用1个10T倒链抬起,前面的两个10T倒链与螺旋杆处的10T倒链经多次调节,并注意防冲撞措施,将螺旋输送机安装到位,具体的吊挂与安装措施应由专业的安装人员指导完成。
⑻拖车轨道铺设,后配套前移并与主机连接。
⑼后配套与主机管线连接,反力架安装。
七、调试
制定调试方案,对液压和电气等关键部件进行压力设定,功能检测
调试内容:
1.推进系统测试:
推进速度、油缸压力检测。
2.刀盘驱动系统测试:
正转、反转功能、最大速度、速度调节、压力等是否正常。
3.液压泵站测试:
检查液压油过滤、循环系统
4.管片安装系统测试:
各自由度功能检测、抓取管片功能检测。
5.注浆泵系统测试:
各个功能是否达到性能要求,换向和调速是否正常。
6.其他辅助液压系统测试。
7.管片吊机功能测试。
8.齿轮油循环系统测试:
是否正常,液位报警功能等。
9.盾尾油脂注入系统测试:
工作压力是否正常,自动工作情况是否合理。
10.主轴承HBW系统测试:
工作压力是否正常,并将刀盘前部油脂注满。
11.油脂密封系统是否正常并且将油脂注满主轴承,直至溢出,测量压力是否到达要求,控制部分功能是否正常,小油脂桶液位连锁功能是否正常。
12.测试空气加压系统的控制部分是否正常,压力是否正常
13.水循环系统能否工作,主驱动部分流速是否达标,压力是否正常。
14.整机联动控制是否正常,各个环节在控制室的控制情况是否正常。
15.盾构机故障显示测试
注意:
认真记录测试数据,填写检测报告
调试人员配置
机械工程师
电气工程师
技术工人
白班
1人
1人
2液钳、2个维保人员
夜班
1人
1人
2液钳、2个维保人员
八、质量控制
8.1质量控制组织机构
在组装过程中,我部设立专门的质量控制小组,其组成为:
质量控制组长:
单项质量控制责任人:
焊接质量控制:
液压质量控制:
安装精度质量控制:
电气质量控制:
8.2质量控制方法
焊接质量控制:
使用探伤剂对除刀盘以外的焊接部分进行探伤。
采取边焊接边探伤的方式。
对于刀盘焊接采用超声波探伤。
液压质量控制:
确保管线制作和连接时的清洁;油水检测;液压等线路上的压力检测等。
安装精度质量控制:
根据设计图纸,对应公差允许范围要求,使用卷尺、千分尺、塞尺、水平仪等对相应尺寸进行测量检测。
电气质量控制:
检测电器部件运转电流、电压是否在正常范围内;确认所有检测、控制、连锁、显示、记录、分析等功能的实现。
九、资源配置
根据相应的组装调试方案,需要的设备清单如下,该设备清单在盾构机设备进场前必须完善。
9.1设备
序号
设备名称
型号
数量
备注
1
履带吊
260t
台
1
2
电焊机
400
台
2
3
液压泵站
台
1
4
液压油缸
100t
根
2
5
电烤箱
400W
台
1
6
空压机
电动
台
1
7
拉伸预紧扳手
把
1
8
液压扭力扳手
把
1
9
电锯
电动手持式
把
1
10
对讲机
部
6
11
砂轮机
台
2
9.2工具
序号
名称
型号规格
单位
数量
备注
1
电工工具
套
2
2
活动人梯
架
2
3
升降梯
台
1
4
氧气、乙炔割具
套
2
5
吊篮
个
1
6
小棘轮扳手
1/2英寸,19mm
把
2
7
大棘轮扳手
1/2英寸、1英寸
把
各2
8
套筒
套
1
9
重型套筒
套
1
10
内六角扳手
英制
套
1
11
内六角扳手
十件套
套
2
12
内六角扳手
14mm、17mm、19mm、22mm、30mm
把
各2
13
开口扳手
<42mm
套
2
14
开口扳手
≥42mm
套
1
15
梅花扳手
<42mm
套
2
16
梅花扳手
≥42mm
套
1
17
开口扳手
英制
套
1
18
敲击呆扳手
36、41、42、46、50、55、60、65、70(mm)
套
1
19
敲击梅花扳手
36、41、42、46、50、55、60、65、70(mm)
套
1
20
管钳
200、300、450、600、900
把
各1
21
链条管子钳
A型300、B型900
把
各1
22
丝锥
套
1
23
扳牙
套
1
24
手拉葫芦
3吨、5吨、10吨和15吨
个
各2
25
4米扁平吊带
1.5吨、3吨、5吨
个
各2
26
8米扁平吊带
10吨
个
2
27
环形吊带
3吨、5吨
根
各2
28
卸扣
3吨、5吨、10吨、20吨
个
各4
29
油压千斤顶
3.2t、5t、10t、16t、50t
个
各2
30
螺旋千斤顶
50吨
个
2
31
液压小推车
3吨
个
1
32
起道器
20t
个
2
33
角磨机
SIM-150B、SIM-125
把
各2
34
角磨机
SIM230B
把
2
35
钢丝绳
Φ16mm×5m、Φ16mm×10m
根
各2
36
钢丝绳
Φ20mm×20m
根
2
37
钢丝绳
Φ12mm×10m
根
4
38
撬棍
根
4
39
气割设备
套
2
40
刀子
把
4
41
刀片
盒
6
42
风动扳手
个
2
43
铁锤
5公斤
个
3
44
榔头
2公斤
个
6
45
橡皮锤
个
1
46
铜棒
个
2
9.3耗材
序号
材料名称
规格
单位
数量
备注
1
角磨片
SIM-150BSIM-125B
片
各200
2
电焊条
J506
kg
400
3
CO2焊丝
Ф1.6
kg
400
4
液压油
桶
20
5
齿轮油
6
润滑脂
7
机械油
9
电缆
10
插座板
个
10
11
手套
双
150
12
毛巾
条
150
13
镀锌铁线
kg
50
14
方木
根
150
15
插头
16
钢板
12mm或10mm
17
清洗剂
瓶
40
19
砂轮片
SIM230B
盒
8
20
铁锹
把
10
21
灰刀
把
10
22
绸布
米
20
24
抹布
袋
2
25
砂纸
0号
张
10
26
棉纱
袋
2
28
木板
50mm厚,
m2
20
29
扒钉
公斤
15
31
绑扎袋
500mm
袋
5
32
绑扎袋
200mm
袋
5
33
麻绳
80m,φ25mm
根
2
36
干净液压油桶
个
6
37
干净水桶
个
2
38
润滑油脂
箱
3
39
柴油
升
200
附件:
螺栓预紧力扭矩对照表
(单位:
Nm)
8.8
10.9
12.9
M6
10
14
17
M8
25
35
41
M10
49
69
83
M12
86
120
145
M16
210
295
355
M20
410
580
690
M24
710
1000
1200
M27
1
M3
0
M36
2400
3400
4100
M42
3500
5000
6000
Ⅱ、盾构机拆机方案
一、概述
盾构机在完成区间隧道施工后,将把盾构机依次进行拆解,运输到下一施工场地。
盾构机拆机要完成的主要工作:
施工场地的准备(包括平整与硬化);拆运设备的准备;始发台的安装与固定;盾构机出洞;主机与后配套的分离;管线的拆除;主机(刀盘、前盾、中盾、盾尾等)的拆解;后配套的拆解;下一施工场地接收准备。
二、拆机的准备工作
2.1前期准备工作
(1)拆装工具、机具、材料:
盾构机拆卸工具、机具、材料见附表.所用工具、机具必须保证其完好性,材料提前到位。
(2)包装材料的准备:
盾构机包装材料主要用于盾构机重要连接面的保护,见附表。
(3)拆卸场地的准备:
盾构机拆卸场地包含两个方面:
两个吊机吊运位置和盾构机出洞位置。
吊机吊运位置的场地硬化,确保场地不会塌陷,以及吊机具有足够的工作场地。
(4)设备拆卸、运输合同的签定
盾构机出洞前必须完成设备拆卸、吊装、运输合同的签定,并确认运输路线。
(5)下一施工场地的接收准备
2.2现场准备工作
(1)根据公司总体施工进度及拆机方案,吊运的承包商负责安排调剂相应得吊运设备及机具。
(2)始发台进行维修加固后运到吊出井,安装并定位、固定,延长段必须更换导轨保证其对接良好,不得出现错台、错缝、弯曲等现象,必须确保始发台与盾构机接口轴线对齐,避免盾构机切入始发台轨道。
(3)盾构机现场出洞井必须制作始发台与盾构机的引入滑轨,在盾构机滑上引入导轨前,必须保证盾构机滑上导轨后与始发台轴线对齐。
2.3出洞后的准备
2.3.1盾构机清洁
(1)清洁刀盘、刀具,首先把刀盘上和土舱的渣土清理干净,再用高压水冲洗,将螺栓冲洗干净,便于拆卸螺栓。
(2)清洁中盾螺旋输送机底部,把杂物、淤泥完全清理干净,方便工作人员进入中盾底部拆卸螺旋输送机与前盾的联接螺栓。
2.3.2盾构机吊耳焊接
焊接刀盘、前盾、中盾顶部的吊耳,用于起吊刀盘。
2.3.3盾构机推上始发台
(1)盾构机出洞后,首先要确认刀盘焊接吊耳位置是否已旋转到正上方。
割除刀盘上的切口环并将其点焊在刀盘面板上,打磨抛光表面氧化层后再焊吊耳。
(2)始发台导轨清洁后,在导轨面上涂抹油脂随时保证光滑,在主机推上始发台前,在管片间隙混凝土凝固时间清理主机刀盘内和盾壳上的渣土,推出洞后即可焊接刀盘吊耳。
推至刀盘到达始发台最前端时停下,当最后一环管片安装后就不用再安装管片了.采用辅助液压泵站推上始发台。
(3)拆除皮带并将其放置到预先准备的矿车上,拆除螺旋输送机下的皮带架,将其用管片安装机运到矿车底盘上。
然后将管片输送小车倾斜的放到矿车底盘上,并加以防护。
2.3.4主机与后配套分离
(1)当盾构机主机到达始发台上后,让铰接油缸处于自由状态,以便拆卸铰接油缸;把管片安装机两侧的升降油缸伸出,使抓取头下降,拆卸螺旋输送机时能顺利通过;(在拆卸安装机时,用小型泵站收回升降油缸).其余所有油缸活塞杆全部收回,排除油箱中的液压油、齿轮油。
(2)在放油的同时把管片小车拆除运出,管路、链条包装好,标识记录清楚包装箱内装物,注目箱号。
(3)主机上部吊装吊耳的焊接(见吊耳焊接示意图),焊接顺序依次为盾尾、中盾、前盾,焊缝高度按图上要求,焊接时禁止出现夹渣、气泡等,否则,打磨后重新焊接。
(4)主机与后配套连接拆卸见液压管路、风水油脂管路、电气线路拆解顺序图,装箱时箱体外测标明内装物并注明箱号。
(5)连接桥用制作好的活动支撑在连接桥的两根主梁上。
(6)拆卸连接桥前端的油缸,把拖拉油缸与管片安装机支撑梁联接端的销子拆卸,销子穿在油缸上并把拖拉油缸固定在连接桥上;所有的管路和联接处都分离后,在后配套二号拖车后端两根立柱内侧固定一根200工字钢,电瓶车牵引此横梁往后移动与主机分离直至连接桥回到掘进隧道中。
三、主机的拆卸
3.1刀盘的拆卸
(1)盾构机在停到位之时拆除旋转接头处连接的泡沫管,拆解旋转接头与刀盘的联接螺栓。
(2)盾构机出洞后割除刀盘上吊儿焊接位置的耐磨切口环并打磨抛光,割下的切口环点焊在刀盘上,再按照吊耳焊接示意图进行焊接。
(3)拆卸刀盘与主轴承内圈的联接螺栓。
拆卸刀盘与主轴承外圈的联接螺栓,在吊耳焊接完成,吊车未挂起持重前,在四个对角螺栓区域要留四颗不拆。
(4)待盾构机刀盘刚刚驶上始发台,吊机能够吊到时穿挂卸扣、钢丝绳,当吊机示重达65吨时再拆卸剩余的螺栓,拆卸完后,直至刀盘上的四个定位销脱离销孔,再起吊刀盘上井。
(5)刀盘(直径Φ6280mm,高1603mm,净重57吨)吊至地面缓缓放平,刀盘面朝下,支撑方枕木于刀盘面板上(注意:
方枕木不得与刀具接触)。
(6)将四个吊耳用双头螺柱安装在刀盘的法兰面上,起吊到平板车上,方木铺垫,倒链固定。
运输到下一施工场地。
前盾与刀盘连接面要刷涂防锈油。
(7)螺栓、螺栓保护帽、密封圈等清洗装箱。
(8)刀盘拆解注意事项:
①螺栓松动:
渣仓内的螺栓先拆卸螺栓保护套,再用拉伸预紧扳手或敲击扳手拆卸双头螺柱,如果不能松动,可以用开口扳手,加加力臂人工拆卸。
再不能松动,则用气焊将螺栓切割。
拆卸顺序为对称拆卸。
②刀盘连接处清洗干净涂抹防锈油。
3.2螺旋输送机的拆卸
⑴、刀盘拆卸完后,主机继续前移,保证盾尾与盾构吊装井的洞门墙间距不小于3米。
⑵、螺旋输送机的重量22吨,拆卸螺旋输送机与前盾的联接螺栓,拆解螺旋输送机与中盾的连接拉杆,放长吊链,同时吊机缓慢提升,使螺旋输送机沿倾斜方向缓慢上移和后移。
在盾尾内壁的顶部焊接的2个吊耳上挂2个10吨的倒链,更换支撑梁上挂的倒链,依次更换倾斜后移至螺旋输送机能够放置在管片小车上,移入隧道内。
⑶、螺旋输送机拆机注意事项:
①盾尾内吊耳的焊接:
两个厚30的吊耳焊接在盾壳内的顶部,焊缝高度为20mm,具体位置在现场确定。
②吊具的选用:
采用3个10吨的吊链,须经过负荷测试合格后方可使用。
③螺栓、螺母、垫圈等清洗装箱,与前盾的连接面清洗,涂抹防锈油脂。
3.3管片安装机的拆卸
⑴、在安装机的顶部吊耳穿挂好钢丝绳。
⑵、拆除平移油缸与安装机连接端的销子,拆解后的连接销仍然安装回原位。
⑶、拆除安装机轨道前端的端梁,用油漆标识。
⑷、清理干净管片安装机跑道,安装机滑出轨道,吊机提升到地面。
⑸、130T汽车吊机配合翻转,焊接预先做好的型钢立柱,以免压坏管线等。
⑹、调挂好安装机梁吊耳,拆解安装机支撑梁与中盾的螺栓。
在液压扭力扳手无法触及的螺栓可用风动扳手松动。
起吊至地面后与安装机一起运输到下一施工场地。
3.4盾尾的拆卸
⑴、将铰接密封压板拆除。
⑵、将14个铰接油缸与盾尾连接处拆解,销子、垫圈、挡圈等安装回原位。
⑶、盾尾外壳焊接顶推支座,用油缸顶推盾尾,使其与中盾分离,吊
 升级会员
升级会员 