导轨设计及寿命计算.docx
《导轨设计及寿命计算.docx》由会员分享,可在线阅读,更多相关《导轨设计及寿命计算.docx(14页珍藏版)》请在冰豆网上搜索。
导轨设计及寿命计算
第一节导轨概述
导轨的功用——导向和承载。
导轨副——由两根相互接触、并能作相对运动的导轨组成
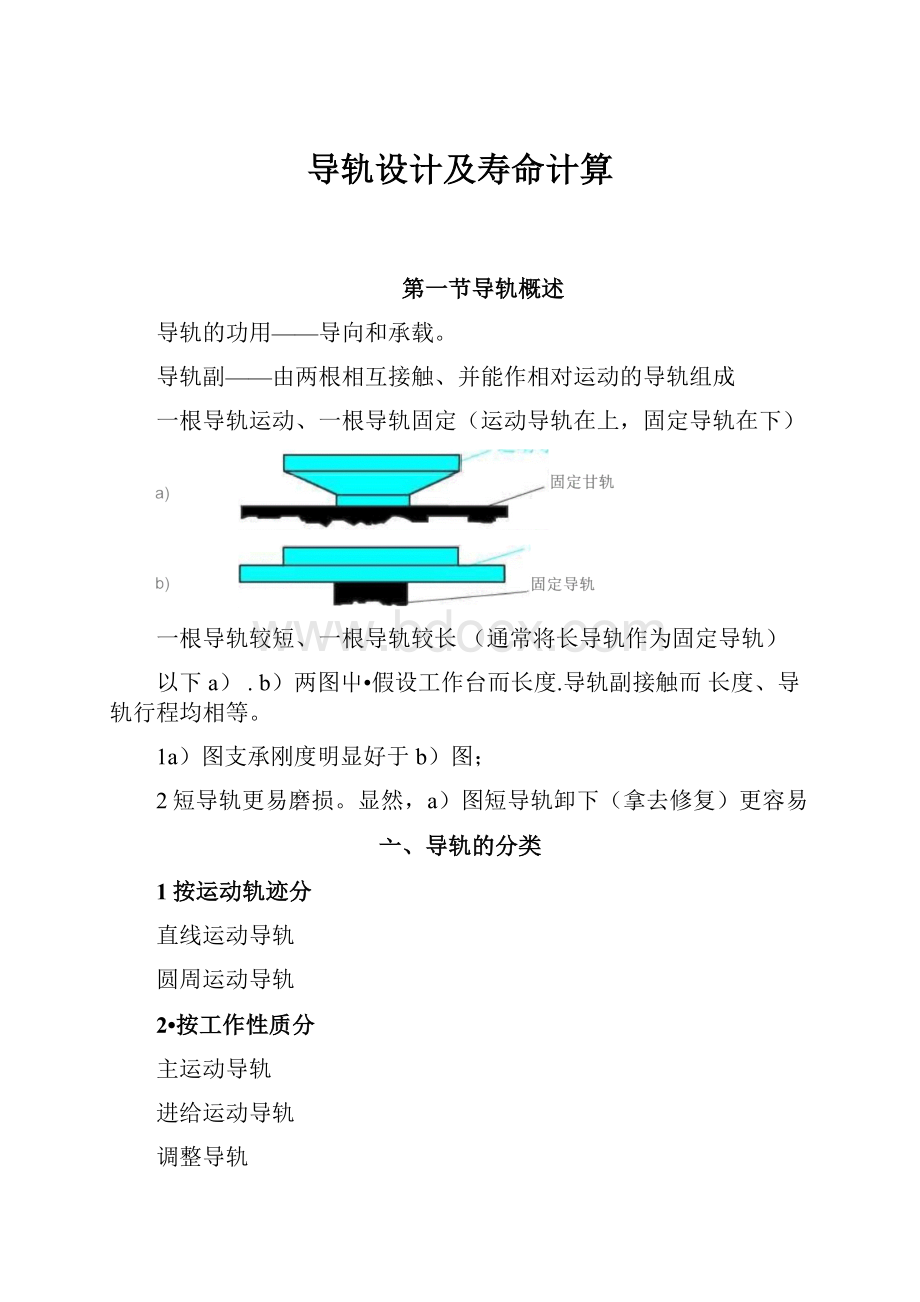
一根导轨运动、一根导轨固定(运动导轨在上,固定导轨在下)
一根导轨较短、一根导轨较长(通常将长导轨作为固定导轨)
以下a).b)两图屮•假设工作台而长度.导轨副接触而长度、导轨行程均相等。
1a)图支承刚度明显好于b)图;
2短导轨更易磨损。
显然,a)图短导轨卸下(拿去修复)更容易
亠、导轨的分类
1按运动轨迹分
直线运动导轨
圆周运动导轨
2•按工作性质分
主运动导轨
进给运动导轨
调整导轨
3.按摩擦性质分
(1)液体摩擦(动压和静压导轨)
(2)滑动摩擦(固体)(普通滑动导轨)
磨损的基本形式是:
磨粒磨损和咬合磨损。
磨粒磨损——磨粒是指存在于导轨面间的微小硬粒(如切屑、尘粒和导轨自身的硬质点等),这些微小硬粒将使导轨面产生机械划伤和磨损沟痕。
咬合磨损——又称咬焊。
是指相对运动的两个表面互相咬合,并在表面产生撕裂的现象。
咬合的物理意义是:
两接触面的分子相互渗透、吸引(同种金属,分子间的亲和力更强),高温下将会产生相互粘连、甚至咬焊。
运动时则被撕裂。
这种磨损是决不允许发生的。
(3)滚动摩擦(固体)(滚动导轨)
滚动导轨的磨损形式为疲劳磨损和压溃现象。
即,滚动体施压,被施压点弹性变形、恢复,再,,反复循环一定次数后,产生疲劳,出现点蚀。
更严重的,将会压出凹坑,这就是压溃现象,这
种破坏也是不允许发生的
4•按受力情况分
开式
闭式
1、导轨的基本要求
刚度。
导向精度;耐磨性;低速运动平稳性;
三、导轨设计的步骤
第二节滑动导轨
普通滑动导轨通常与支承件做成一体。
运动导轨相对固定导轨,总是朝着一个确定的方向运
动。
所以,导轨副间的定位应消除五个自由度。
一、滑动导轨的结构
1直线滑动导轨的截面形状
现在,滑动导轨的截面形状和尺寸已经标准化。
即图8-2所示
的:
(a)矩形;(b)三角形;(c)燕尾形;(d)圆形。
另外,根据导轨副中固定导轨的凹凸状态,可将导轨分为:
凸形导轨固定导轨凸起状态。
(用于速度较低场合)
凹形导轨一一固定导轨凹下状态。
(用于速度较高场合)
[注]图8-2中的(a)和(c),在实际中均需留出间隙用以调整
(1)矩形导轨
矩形导轨:
结构简单,承载能力强。
安装和调整较方便(见图8-3b),但磨损后不能自动补偿间隙。
(2)三角形导轨
凸三角形又称“山形”,凹三角形又称“V形”。
当三角形导轨水平布置时(三角形导轨一般水平布置),若切削
力不大,在重力作用下,能自动贴紧定位面,则不需要调整。
另外,导轨磨损后能自动补偿间隙。
三角形导轨:
导向性好。
(3)燕尾形导轨
调整比矩形困
燕尾形导轨:
尺寸小、抗颠覆;制造困难难。
导轨磨损后不能自动补偿间隙。
(4)圆柱形导轨
圆柱形导轨:
制造工艺性好。
但圆柱形导轨磨损后无法调
整间隙,因此主要用在一些承受纯轴向力(如拉床),或受力较小
(如珩磨机和机械手)的场合。
2.直线运动导轨的组合形式(图8-3)
3.圆周运动导轨
二、导轨的间隙调整装置
1.间隙调整方法
(1)压板
如果导轨副水平放置,上导轨所带支承件足够重,且工作时不存在颠覆力矩,则矩形或三角形导轨可不必采用闭式导轨
(燕尾形或圆柱形不存在此问题)。
否则,用“压板”。
压板一一调整间隙并承受颠覆力矩。
由于被压紧,所以
需考虑调整间隙的大小。
(见图8-5)
图L:
.屮肛导织f事用的二种压桓詰构
(2)镶条
镶条用来调整矩形导轨和燕尾形导轨的侧隙,以保证导轨副的正常工作。
平镶条一一沿间隙方向,镶条的全长厚度相等;
平镶条的调整见图8-6(a)。
斜镶条——沿间隙方向,镶条的全长厚度呈一角度变化;
斜镶条的调整见图8-6(b)。
2•镶条的安放位置和导向面的选择
[注]图8-7为窄导向结构形式;宽导向结构形式见图8-3b。
第三节其它类型导轨
亠、卸荷导轨
可以是机械式,也可以是液压式,图乩&是机械式卸荷导轨口
卜:
导轨面(导向.承受主要载荷)
卸荷导轨(承受部分载荷)
(适用于’大、重型机床;牯密机床)
1、动压导轨
原理:
与多油楔动压轴承相同。
[注]轴承单向性,导轨双向性。
形成压力油楔的条件:
①运动速度必须高于一定数值;
②油腔沿运动方向间隙逐渐减小
速度越高,油楔承载能力越强。
所以,
适用于:
主运动导轨(如:
立式车床和龙门刨床的工作台导轨)
三、静压导轨
原理:
与静压轴承相似。
[注]动压导轨:
启动及低速时,具有干摩擦现象;
静压导轨:
无干摩擦现象。
四、滚动导轨
目前,在数控机床上已普遍采用滚动导轨。
变滑动摩擦
动~为0.1~0.2)
相当于滚动轴承,在动、静导轨间安放滚动体,为滚动摩擦。
滚动导轨的优点:
①运动灵敏度高(一般滑动摩擦系数:
静~为0.2~0.4;
②动、静摩擦系数极为接近(基本可消除爬行现象)
③所需牵引力小,移动轻便(功率消耗少)
④定位精度高
⑤精度保持性好
⑥润滑简单(广泛采用脂润滑)
滚动导轨的缺点:
①抗振性差
②防护要求高(对赃物很敏感)
③成本高
1滚动体不做循环运动的滚动导轨(图8-11)
(1)滚珠导轨
图8-11a:
闭式。
刚度低,承载能力较小,适用于载荷较小的机床
(2)滚柱导轨
图8-11b:
开式。
结构简单,成本低,使用方便,应用较多。
图8-11C:
闭式。
滚柱十字交叉,可承受多向载荷,结构相对紧凑,
精度和刚度较高;但制造比较困难。
(3)滚针导轨
承载能力强,,摩擦力较大。
适用于结构尺寸受限制的场合
2•滚动体不做循环运动的滚动导轨
(1)直线滚动导轨副(简称“直线导轨”)
图8-17是直线导轨的装配结构形式
图8-18是直线导轨的工作原理
&IS匱戏溝型仔轨
1液昧I2—fi-i3・EffitlAi4-增面
P構决占6iU|«L7丼轨基
第四节导轨的材料与热处理
一、铸铁导轨
导轨常用的铸铁有:
灰铸铁、孕育铸铁、耐磨铸铁等。
灰铸铁常选用HT200。
孕育铸铁常选用HT300。
其耐磨性高于灰铸铁,但较硬脆,不易刮研,且成本较高。
常用于较精密的机床导轨。
而寸磨铸铁中应用较多的是高磷铜钛铸铁及钒钛铸铁。
与孕育铸铁相比,其耐磨性提高1~2倍,但成本较高。
常用于精密机床导轨。
铸铁导轨可进行表面淬火以提高其耐磨性。
导轨表面的淬火加热方法有:
感应加热和火焰加热等。
感应加热有高频加热(淬硬层1.5-3mm)和中频加热(淬硬层2-3mm)两种,火焰加热的淬硬层较深,但热变形较大,感应和火焰淬火后都必须进行磨削加工。
另外,电接触淬火淬硬层较浅,效果不大。
目前主要用于维修。
二、钢导轨
钢导轨可镶接到铸铁或钢焊接件上。
常用材料有:
45或
40Cr,表面淬硬至52-58HRC;或20Cr、20CrMnTi等,经渗碳并淬硬至56-62HRC。
钢导轨成本高,工艺性较差,尤其是不能刮研,用于滑动导轨中较少。
三、有色金属导轨
常用于重型机床的动导轨上,与铸铁的支承导轨搭配,以防止咬合磨损。
四、塑料导轨(又称“贴塑导轨”)
通过粘接或喷涂,把塑料覆盖在动导轨表面上,称为~<
塑料导轨的优点是:
摩擦系数低;抗咬合磨损能力强(自润滑能力强);
低速时不易出现爬行;加工简单,工艺性好;化学稳定性好(耐水、
耐油);成本低。
塑料导轨的缺点是:
易蠕变且承载能力低;接触刚度低;导热性差等。
适用于中、小型精密机床和数控机床;也可用于重型机
床上承载不太大的进给导轨;用于竖直导轨更显示其优点。
五、导轨材料的搭配
S52忌轨材料的搭配
5
Hi
J
4
1
2*-3」
>3
d
**
tttt
UtiN|
谢料
——-4
ft«t
w
;Wft
[
第五节导轨的防护
1刮板式
圈R-2<>刮检式純护裝■筑■胡fib器S-■厘
2•导轨两侧的防护(附图b)
3•防护罩(附图c、d)
 升级会员
升级会员 