电极编程工作总结.docx
《电极编程工作总结.docx》由会员分享,可在线阅读,更多相关《电极编程工作总结.docx(12页珍藏版)》请在冰豆网上搜索。
电极编程工作总结
工作总结
1读取数据;分析数据;建立加工坐标系;
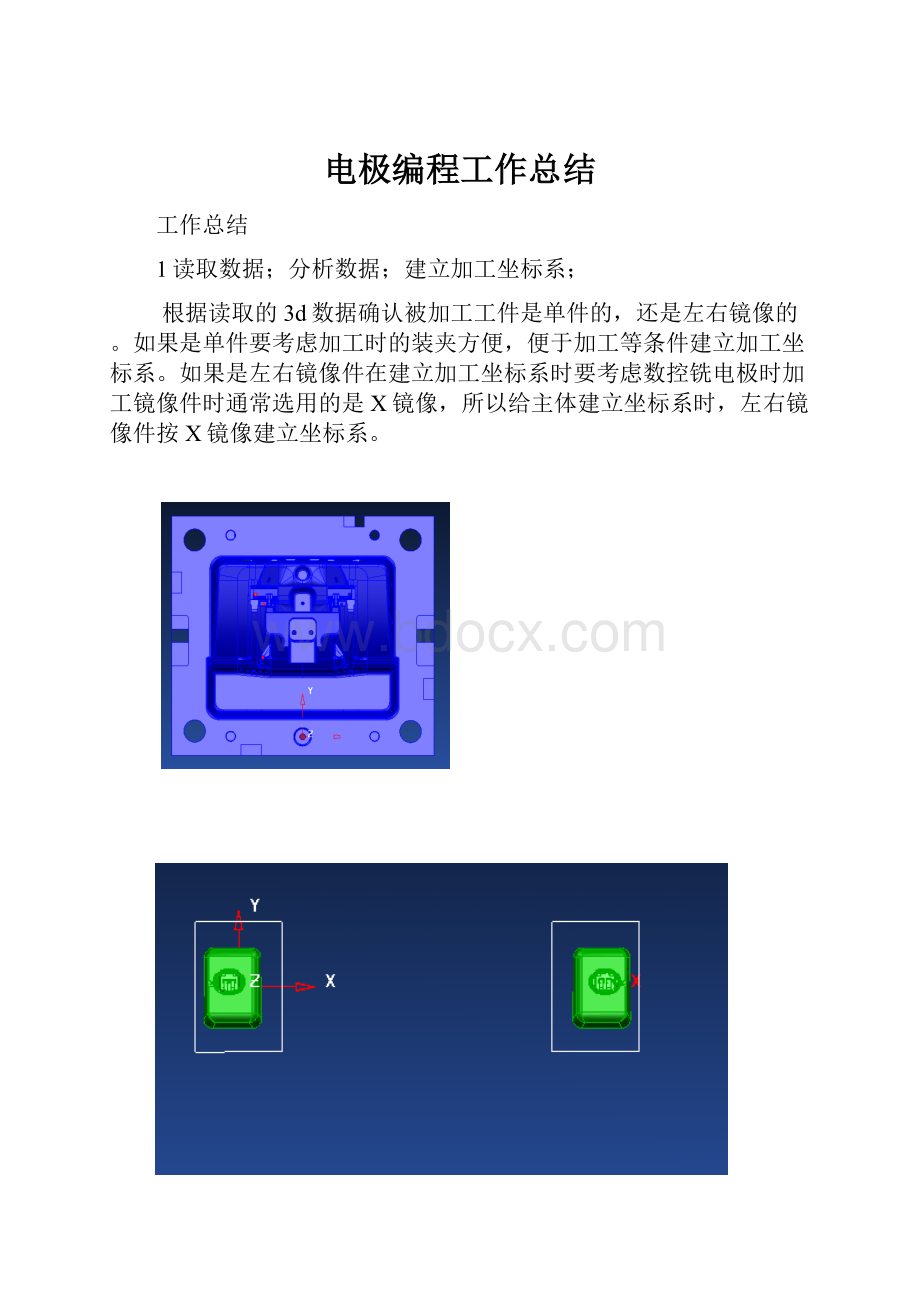
根据读取的3d数据确认被加工工件是单件的,还是左右镜像的。
如果是单件要考虑加工时的装夹方便,便于加工等条件建立加工坐标系。
如果是左右镜像件在建立加工坐标系时要考虑数控铣电极时加工镜像件时通常选用的是X镜像,所以给主体建立坐标系时,左右镜像件按X镜像建立坐标系。
2、有些电极需要使用90°弯头,检测电极坐标系是否正确时,从主体坐标系下投影检测电极坐标系是否正确。
3避免出现3个角度的电极(万能弯头的使用)
在制作电极时,经常使用万能弯头。
如果电极与主体坐标系XY平面、ZX平面、ZY平面都形成角度,这样的电极以我们现有的条件是无法使用的,要避免出现3个角度的电极。
如果在实际工作中出现了类似情况,把XY平面形成的角度旋转成0°或90°度。
L262-096
L220-092
在加工面上建立坐标系,首先考虑电极拔模角度,电极是否有倒扣能否加工出来。
4为节约石墨成本,需要旋转角度摘电极。
5L183料嘴打深5mm
T12
T10
6电极避空位置不够。
7L257条纹,096和098的条纹不是完全镜像的。
8顶部有型面的筋位。
9检查程序单。
 升级会员
升级会员 