巨柱H型改日字型柱间支撑两边钢板安装作业指导书.docx
《巨柱H型改日字型柱间支撑两边钢板安装作业指导书.docx》由会员分享,可在线阅读,更多相关《巨柱H型改日字型柱间支撑两边钢板安装作业指导书.docx(9页珍藏版)》请在冰豆网上搜索。
巨柱H型改日字型柱间支撑两边钢板安装作业指导书
巨柱H型改日字型柱间支撑
两边钢板作业安装指导书
第一章柱间支撑概况
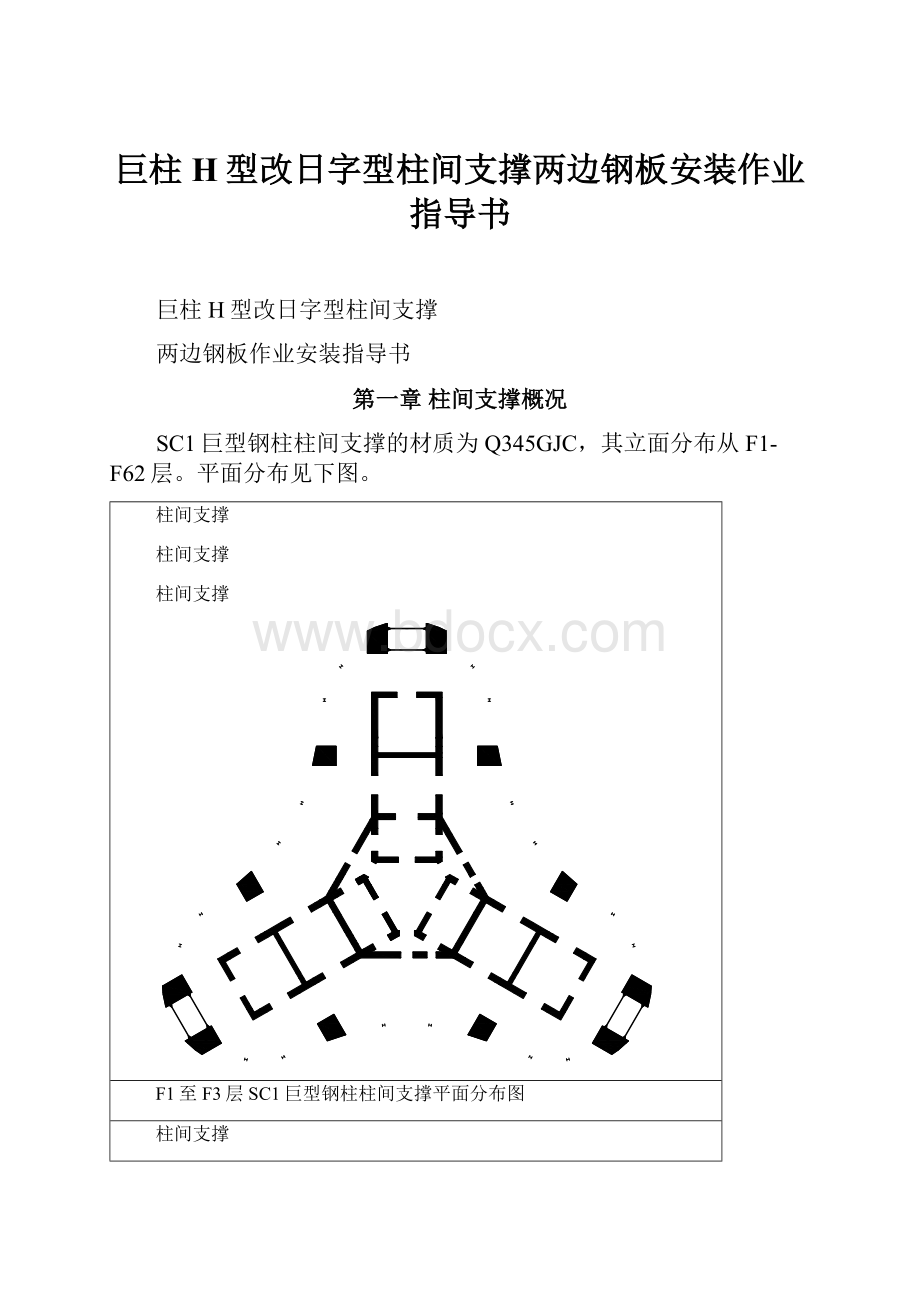
SC1巨型钢柱柱间支撑的材质为Q345GJC,其立面分布从F1-F62层。
平面分布见下图。
柱间支撑
柱间支撑
柱间支撑
F1至F3层SC1巨型钢柱柱间支撑平面分布图
柱间支撑
柱间支撑
柱间支撑
F5层至F62层SC1巨型钢柱柱间支撑平面分布图
图1SC1巨型钢柱柱间支撑平面分布图
图2SC1巨型钢柱柱间支撑立面分布图
第二章编制说明
依据华东院出具的武汉绿地中心项目柱间支撑截面B版图纸《S-02-40-34B_柱间支撑立面及节点详图》,支撑截面由H型更改为“日”字形截面形式。
由于下部2层以下工厂已加工,且部分构件已运抵现场安装,故下部支撑部分将采用现场焊接形式,增加50mm厚度钢板。
对后期未深化及未加工部分,即5层以上部分支撑,将在工厂进行修改。
本作业指导书仅针对现场H型柱间支撑两侧增加钢板作业进行指导。
第三章处理措施
1、安装思路
已制作的2层以下H型支撑采用的是高强螺栓连接节点,如图3所示。
根据柱间支撑杆件的长度并结合现场工况,两边新增钢板的安装思路如下:
图3柱间支撑高强螺栓连接示意图
(1)柱间支撑新增钢板为一块无分段的通长钢板
对于长度较小的支撑杆件,如图3中A号杆件,新增两边钢板为一块无分段的通长钢板。
在H型支撑安装并终拧完成后,用索具将钢板吊装就位,并焊接马板将钢板临时固定,然后将钢板和H型柱间支撑翼缘板焊接,最后在支撑端部焊接8mm厚度封板,避免内部锈蚀。
具体安装流程如下:
H型柱间支撑吊装就位
H型柱间支撑高强螺栓初拧、终拧
钢板吊装就位、临时固定
钢板与H型柱间支撑翼缘板焊接
端部封板焊接
(2)柱间支撑新增钢板在高强螺栓连接节点处有分段
对于长度较大的支撑杆件,如图3中B号斜腹杆和C号水平杆件,由于整块钢板重量较大,为了不占用塔吊,我部已建议沪宁将此处新增钢板分为三段,如图4所示。
根据施工要求,两侧的钢板以高强螺栓为界(右移100mm以满足螺栓操作空间),将原先整块钢板改为3段,以保证现场施工。
图4柱间支撑两边钢板分段示意图
非连接节点位置处的钢板和H型支撑先在地面进行拼焊,然后将支撑吊装就位,完成高强螺栓初拧和终拧,然后将支撑连接节点处的钢板安装就位,并焊接马板将钢板临时固定,再将钢板和支撑翼缘板焊接,最后在支撑端部焊接8mm厚度封板,避免内部锈蚀。
如下图所示:
非连接节点处的钢板地面拼焊
连接节点处的钢板空中就位后施焊
端部8mm厚度封板。
图5柱间支撑两边钢板安装示意图
2、焊接工艺
巨柱柱间支撑材质为Q345GJC,新增两边钢板板厚为50mm。
钢板和原H型支撑翼缘板的焊接采用部分熔透焊缝,坡口深度t/2,具体焊缝如下图所示。
根据钢板和支撑拼接的位置,采用横焊或立焊的焊接方式。
图6钢板和支撑拼接焊缝示意图
(1)焊接方式和材料的选择
焊接方式采用二氧化碳气体保护焊。
焊接材料根据《气体保护焊用钢丝》(GB/T14958)的规定采用以下匹配焊材:
焊接方式
焊接母材
焊接材料
规格
备注
CO2气体保护焊
Q345GJC
ER50-6
Φ1.2mm
焊丝
焊接工作所采用的焊接方法、工艺参数应符合现行国家标准《钢结构焊接规范》(GB50661-2011)的规定。
钢板的焊接施工与验收应遵循中国国家规范要求。
(2)定位焊接
由于50mm钢板厚度较大,钢板安装就位完成后,正式焊接施工前,应对焊接接头进行定位焊接,焊接时应注意以下事项:
序号
定位焊注意事项
1
定位焊焊缝所采用焊接材料及焊接工艺要求应与正式焊缝的要求相同。
2
定位焊焊缝的焊接应避免在焊缝的起始、结束和拐角处施焊,弧坑应填满,严禁在焊接区以外的母材上引弧和熄弧。
3
定位焊尺寸参见定位焊尺寸参考表。
4
定位焊的焊脚尺寸不应大于焊缝设计尺寸的2/3,且不大于8mm,但不应小于4mm。
5
定位焊焊缝有裂纹、气孔、夹渣等缺陷时,必须清除后重新焊接,如最后进行埋弧焊时,弧坑、气孔可不必清除。
定位焊尺寸参考表:
母材厚度
(mm)
定位焊焊缝长度(mm)
焊缝间距(mm)
手工焊
自动、半自动
t>40
50--60
60--70
300--400
(3)焊接顺序
两边钢板同时施焊,两名焊工由两边向中间对称施焊,先焊接上翼缘处焊缝,后焊接下翼缘处焊缝。
图7钢板焊接顺序示意图
3、安装安全措施
柱间支撑两边新增钢板的安装和焊接采用柱间支撑安装使用的脚手架操作平台。
脚手架平台随着柱间支撑的安装逐步搭设,柱间支撑及楼层钢梁下方设置水平防坠安全网,脚手架平台底端铺设跳板,跳板铺设严密,石棉布盖面。
脚手架操作平台的搭设步骤见《主楼F1-F120外框钢柱和钢梁安装方案》和《第一道环带桁架施工专项方案》。
 升级会员
升级会员 