轴承盖设计论文.docx
《轴承盖设计论文.docx》由会员分享,可在线阅读,更多相关《轴承盖设计论文.docx(9页珍藏版)》请在冰豆网上搜索。
轴承盖设计论文
论文题目
一:
问题的提出
2402N-11730序钻扩铰长沉孔,其他的车型此孔仅仅用来装螺钉,不定位,对孔的要求不高.5t是专用组合机床来加工,而9t和其他一些车型在摇臂钻床上用钻孔夹具来加工。
如采用前一种方法,首先,需订购一台专用组合机床,虽然这种专用组合机床比较简单,但也需20余万圆,经济性不好;其次,夹具也由机床厂设计,以后图纸及夹具备件不好管理;再次,如今后有新的轴承盖,则难于在这台专用机床上通过,柔性化不强;如采用后一种方法,需在公司内调配其它设备,显然都不是解决问题的最好办法。
我设计的钻扩铰复合夹具体积小,结构简单,操作方便,很好地解决以上问题。
方案确定
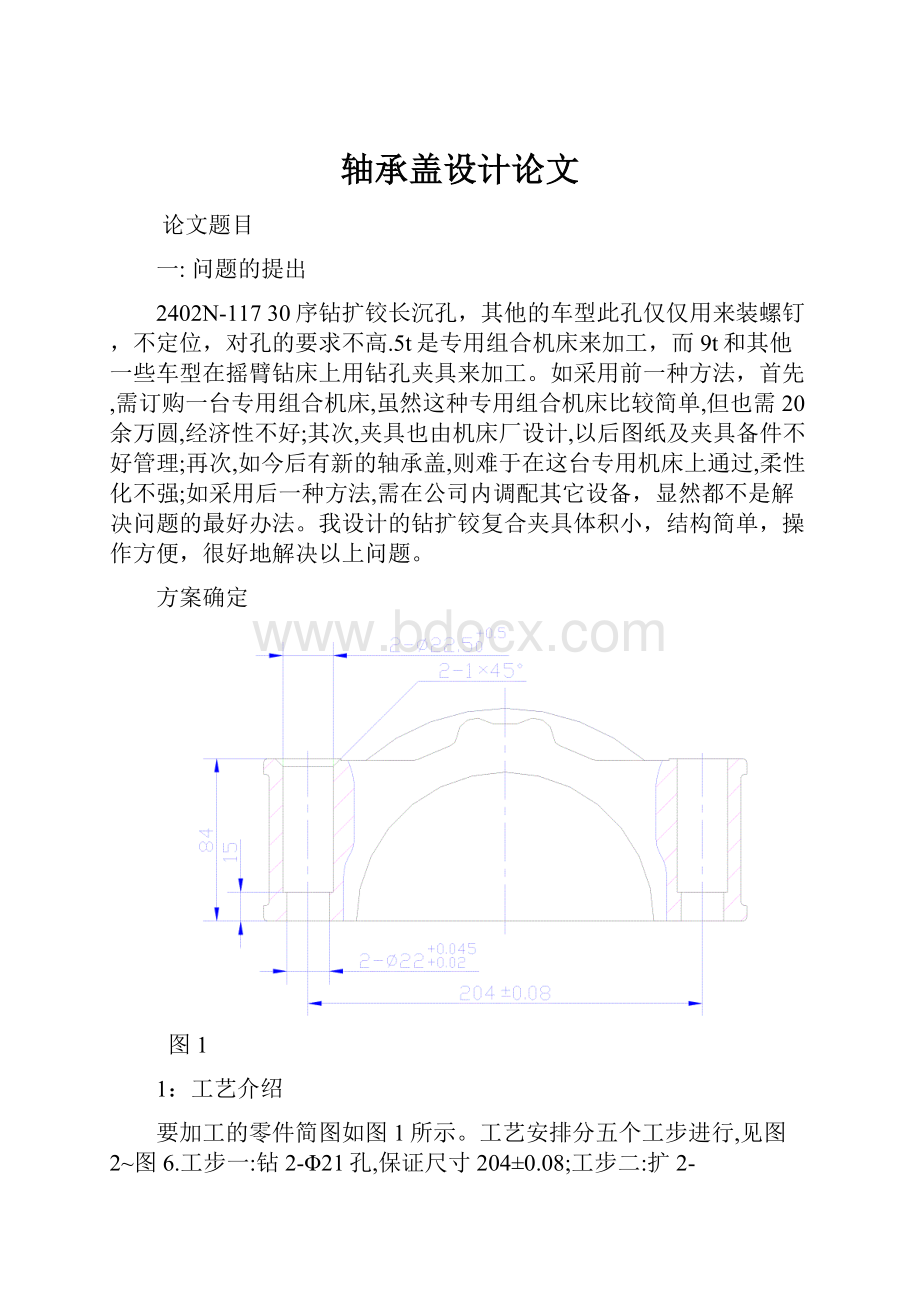
图1
1:
工艺介绍
要加工的零件简图如图1所示。
工艺安排分五个工步进行,见图2~图6.工步一:
钻2-Φ21孔,保证尺寸204±0.08;工步二:
扩2-Φ21.6±0.01,保证孔径Φ21.6±0.01及孔距尺寸:
204±0.08;工步三:
铰2-Φ22+0.045+0.020,要求保证孔径尺寸公差,深度尺寸15及孔距尺寸204±0.08;工步四:
扩孔2-Φ22.5+0.50
保证尺寸204±0.08;工步五:
倒角2-1X45°
2:
夹具方案比较:
方案一:
设计带卧式回转气缸BJ1-22及卧式回转工作台尾架BJ1-23的夹具(见图7).此类夹具的特点是手动夹紧,钻模套与铰套均装在翻转板上,与翻转机构一起翻转.它的优点是操作简单,各工步间的转换只需转动翻转装置,但它的缺点一是回转轴磨损后没法补偿,使用一段时间后精度降低;二是夹具比较庞大,需要订购一台摇臂钻床,而摇臂钻床也需要7~8万圆,经济性不好,或者利用2402F-117的同序机床,但采用此种夹具设计方案,一台机床放不下两台夹具,换品种时,需同时换夹具,操作不方便。
方案二:
第二种设计方案还采用回转机构,只不过不选用标准回转机构,而另外设计一套带小型回转机构的夹具,这套夹具与其它的夹具同时放在现有的机床上,这样不仅经济效益好,而且操作方便.
图7
基于以上考虑,设计一套比较简单的回转夹具,夹具不仅体积小,可以与9t夹具同时摆放在一台摇臂钻床上,而且夹具的回转轴磨损后可以进行补偿,很好地解决了以上所列举的各项问题。
夹具设计加小标题
我设计的2402N-11730序钻扩铰孔夹具如图7所示.
将要加工的零件放在圆弧定位板(件号9)上,由圆弧定位板及定位钉(件号2)将零件在翻转板上定位.
在钻2-Φ21时,见图2,翻转板朝左翻,翻转板上的定位面与底座上的定位面帖合,使零件与钻模板处于正确的位置;将翻杆朝右翻,使钻套处于水平位置;开启左边气缸,使勾形压板压紧翻转板,这时可以钻孔.
钻孔完毕,麻花钻退出后,将麻花钻换成扩孔钻再将翻板朝右翻,使翻板的别一定位面与底座上的另一定位面贴合,开启右边气缸,使右边的勾形压板压紧翻转板,这时可以扩Φ21.6±0.1.(见图3)
扩孔完毕,扩孔钻退出后,将钻套换成铰套,这时就可以铰2-Φ22+0.045+0.020(见图4).
铰孔完毕,铰刀退出后,松开右边气缸,将翻板朝左翻,待翻板水平后,再将翻杆朝右翻,开启左边气缸,使勾形压板压紧翻板,这时就可以扩孔2-Φ22+0.50(见图5).
扩孔完毕后,将扩孔钻换成倒角钻,再将翻杆翻开,就可以实行工步5(见图6),进行倒角.
此夹具的翻转机构见图9所示.
翻转板(件号5)通过衬套安装在翻转轴(件号4)上,它们又通过两圆锥滚针轴承(件号3)安装在底座上.工作时,滚针轴承带动翻转板左右转动.在翻转轴的左右两端,各装有一调整螺母(件号2),当轴承磨损时,滚针与轴承外套之间的间隙加大,翻转板的翻转误差加大,影响夹具的整体加工精度.这时只要拧紧调整螺母,减小滚针与轴承外套之间的间隙,补偿因磨损引起的夹具精度降低.
由于夹具在工作过程中来回翻转,容易引起夹具的精度损失,也降低了夹具的使用寿命.为了解决这一问题,我设计了冲击缓冲装置(见图10).缓冲装置中的弹簧可以吸收冲击力,从而降低冲击强度,保证夹具精度.
图10
误差分析
在此序钻-铰-扩-倒角四工步中,各孔的直径尺寸由刀具尺寸及钻套或铰套来保证,均能满足要求。
而各工步的孔位置公差即204±0.05,其中铰孔的孔位置公差204±0.05是最重要的,只要验证此公差能满足使用要求。
在铰孔工步中,两铰套的孔矩为204±0.015,两铰套的孔矩最大极限误差为T1=0.03铰套直径为Φ
,铰刀直径为Φ
,铰套与铰刀的极限间隙为T2=0.03,按均方根法求综合误差:
T=
=
=0.0424
产品孔矩为204±0.05,即产品的公差为T′=0.10
因为T=0.0424<
′=0.06,因此此夹具的系统误差也能满足使用要求。
强度校核
2402N-117在30序共有四个工步:
钻-铰-扩-倒角。
在这四个工步中,钻削力及钻销转矩是最大的,因此只要校核钻削力及钻削转矩能满足要求,则其它的加工力也能满足要求。
零件在进行钻孔加工的示意图如图11所示。
钻孔加工主要形成钻削转矩及向下的钻削力,向下的钻削力由固定支撑抵消,可以不用校核,因此只需校核钻削转矩能否满足要求。
钻削转矩计算公式见((金属机械加工工艺手册))545页:
T=210D
f
Kp,各参数含义如下:
T—钻销扭矩(N·mm)D—钻头直径(mm)
f—每转进给量(mm)
Kp—修正系数
在此序中,钻孔直径为Φ21.5,因此所选用的钻头直径为
Φ21.5mm;查工艺卡每转进给量为0.2mm;查((金属机械加工工艺手册))Kp=
查((机械设计手册))3-76QT420-10的最大硬度HB=210。
T=210*21.5
*0.2
*
=210*462.25*0.276*1.062
≈28450.111(N·mm)
此夹具两深孔是分别钻,当外钻左孔时,以右边支承钉为支撑点,右边支撑钉至孔中心线的距离为L=189mm,因此将钻削扭矩转换为横向力为:
查((机械设计手册))5-54,M16的粗牙螺纹所能承受的保证载荷为59700N,因此勾形压板可以承受的横向力最小可达到:
P’=Q*fv=59700*0.15=8955N
因为P’>P,因此此夹具在钻2-Φ21.5时的强度是足够的。
根据经验,此夹具其它的切削力与切削扭矩均比钻削力与钻削扭矩都小,既然钻削力与钻削扭矩都能满足使用要求,则此夹具的强度是足够的,完全能满足使用要求。
使用效果
此夹具自从2003年3月到货以后,经安装调试,一直在现场正常使用,而且使用方便,操作简单,深受车间领导及操作工的好评.
参考书目
((机械加工工艺装备设计手册))
机械工业出版社陈心昭主编
((机械加工工艺手册))机械工业出版社孟少农主编
((机械工艺手册))化学工业出版社成大先主编
((六项互换性基础标准汇编))中国标准出版社
((互换性与测量))辽宁科学技术出版社鄂峻桥主编
问题的提出……………………………………………………..2
方案比较……………………..………………………………..2
夹具设计………………………..……………………………..5
误差分析…………………………..…………………………..8
强度校核……………………………..………………………..9
使用效果………………………………..……………………..11
参考书目…………………………………..…………………..11
2402N-117钻铰孔夹具的创新设计
工艺研发中心
余俊华
2003-10-14
 升级会员
升级会员 